机械形位公差测量方法大全
- 格式:ppt
- 大小:1.47 MB
- 文档页数:16
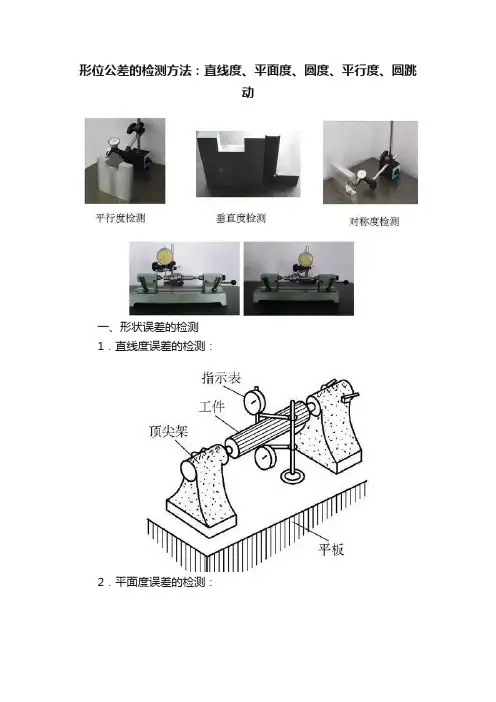
形位公差的检测方法:直线度、平面度、圆度、平行度、圆跳
动
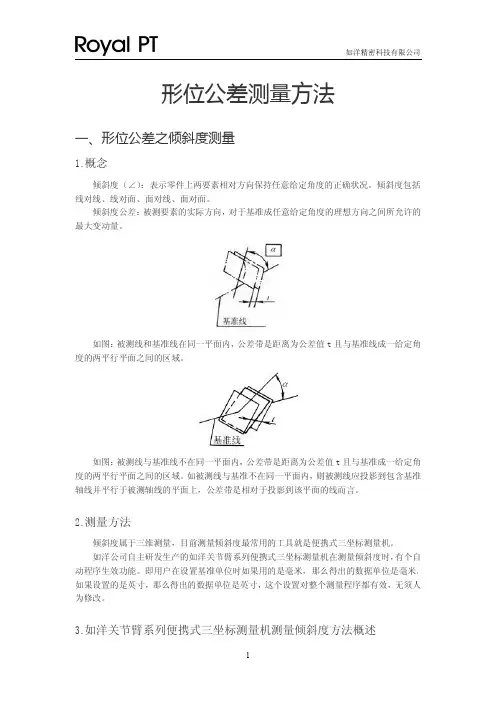
一、形状误差的检测
1.直线度误差的检测:
2.平面度误差的检测:
3.圆度误差的检测
检测外圆表面的圆度误差时,可用千分尺测出同一正截面的最大直径差,此差值的一半即为该截面的圆度误差。
圆柱孔的圆度误差可用内径百分表(或千分表)检测。
4.圆柱度误差的检测:
二、方向、位置、跳动误差的检测
1.平行度误差的检测:
2.垂直度误差的检测:
3.同轴度误差的检测:
4.对称度误差的检测:
5.圆跳动误差的检测:。
二、形位公差之同心度测量1.概念同心度(◎):被测要素为圆心(点)、工件的圆孔或轴的轴线时,可视作点而不是线,则它们对基准的同轴度称为同心度,同心必定同轴。
如图:外圆的圆心必须位于直径为公差值Ф0.01且与基准圆心同心的圆内。
2.同心度测量方法目前测量同心度主要有5种方法。
1)游标卡尺针对较简易产品且加工精度要求不高的产品主要采用手动测量(游标卡尺)进行管控。
缺点:测量精度不高,相比较其他测量方法效率低。
2)手动影像测量仪针对加工精度要求比较高且小部分管控的产品主要使用手动影像测量仪。
缺点:手动影像测量仪虽然测量功能强大但它也不能完成自动批量测量。
3)圆度测量仪针对加工精度要求比较高且小部分管控的产品也有采用圆度测量仪去测量。
缺点:圆度测量仪相比较手动影像测量仪功能单一,不能满足全尺寸测量;圆度测量仪检测速度也不如手动影像测量仪。
4)三坐标测量机缺点:三坐标测量机虽然精度很高,但它采用接触式测量,在测量速度上远远不如影像测量仪,三坐标测量机更适合测量三维立体的测量元素。
5)全自动影像测量仪针对加工精度要求高且大批量测量首选全自动影像测量仪。
3.如洋关节臂系列便携式三坐标测量机测量同心度方法概述1)测量时只需用软件中的几何量测量区对应的提取圆功能分别抓取两个圆(圆大时用三、形位公差之平行度测量1.概念平行度(∥):评价平面之间、面线之间、线线之间的平行状态。
一平面(边)相对于另一平面(边)平行的误差最大允许值。
根据定义平行度分为线对线的平行度、线对面的平行度、面对面的平行度、面对线的平行度。
如图:线对面平行公差带是公差值t且平行于基准平面的平行平面之间的区域。
如图:面对面平行度公差带是距离为公差值t且平行于基准面的两平行平面之间的区域。
2.测量方法目前测量平行度主要有3种方法1)圆度测量仪缺点:圆度测量仪主要用于圆环、圆柱等回转体工件的测量,有部分用户也拿它测量平行度。
但碰到多曲面工件时圆度测量仪就不一定能够满足需求。
形位公差测量方法
形位公差测量方法是一种用来测量工件形状与位置精度的方法。
常用的形位公差测量方法有以下几种:
1. 仪器测量法:使用测量仪器如测量座、千分尺、影像测量仪等,通过直接读数来测量工件的形位公差。
2. 光学投影仪法:使用光学投影仪来对工件进行形位公差测量,通过投影光线的变形来判断工件的形位公差。
3. 三坐标测量法:使用三坐标测量仪器来对工件进行形位公差测量,通过测量工件的三个坐标值来确定工件的形位公差。
4. 触发法:使用触发器将工件的形状与位置信息转化为电信号,通过对信号的处理来判断工件的形位公差。
5. 影像处理法:使用高分辨率的摄像设备对工件进行拍摄,通过对图像的处理来测量工件的形位公差。
这些方法各有特点,可以根据实际情况选择适合的方法来进行形位公差测量。
机械形位公差的中文说明1. 简介机械形位公差是机械制造过程中用来描述工件间相对位置关系的一种测量方法。
形位公差可以用于判断工件接合、定位和运动的精度。
本文将介绍机械形位公差的相关概念、符号以及常见的测量方法。
2. 机械形位公差的概念机械形位公差是指在机械制造中,用于描述工件之间位置关系的数值。
形位公差可以用于判断工件之间的相对位置是否满足设计要求。
形位公差可以分为位置公差、方向公差和角度公差三类。
2.1 位置公差位置公差描述了一个工件的位置相对于一个基准工件或基准字面位置的偏差。
位置公差通常用平行公差和垂直公差表示。
平行公差:用于描述两个平面或直线之间的平行关系。
平行公差由两个数值表示,其中一个数值表示两个平面或直线之间的距离,另一个数值表示平行关系的限制。
垂直公差:用于描述两个平面或直线之间的垂直关系。
垂直公差由两个数值表示,其中一个数值表示两个平面或直线之间的距离,另一个数值表示垂直关系的限制。
2.2 方向公差方向公差用于描述工件上的方向关系。
方向公差由两个角度值表示,其中一个角度值表示两个方向之间的夹角,另一个角度值表示方向关系的限制。
2.3 角度公差角度公差用于描述工件上的角度关系。
角度公差可以用于判断两个角度之间的差异是否在允许范围内。
3. 形位公差的符号形位公差通常用符号表示,下面列举了一些常见的形位公差符号:•位置公差:–平行公差:⊥–垂直公差:||•方向公差:∠•角度公差:θ4. 测量方法测量机械形位公差可以使用多种测量设备和方法。
以下是常见的机械形位公差测量方法:•坐标测量法:使用数控测量仪、三坐标测量仪等精密测量设备,通过测量工件在坐标系中的坐标值来计算形位偏差。
•投影测量法:使用光学投影仪或投影测量仪,将工件的投影投射到测量屏幕上,通过测量屏幕上的投影图案来判断形位偏差。
•对比测量法:使用对比板或对比尺等测量工具与待测工件进行对比测量,通过对比测量值与标准值的差异来判断形位偏差。
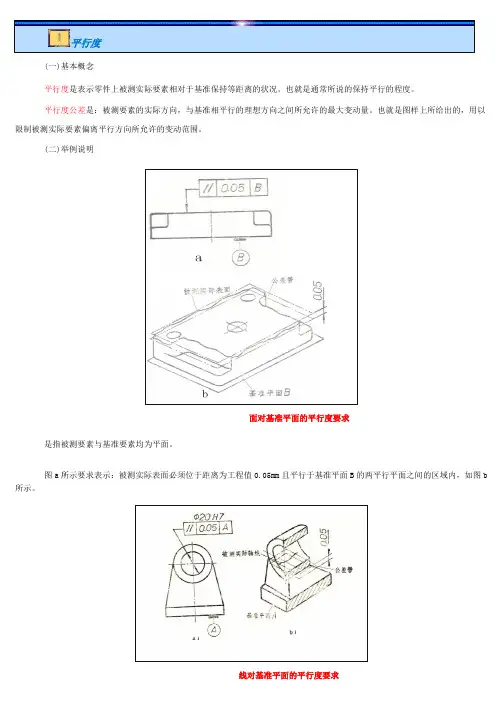
平行度(一)基本概念平行度是表示零件上被测实际要素相对于基准保持等距离的状况。
也就是通常所说的保持平行的程度。
平行度公差是:被测要素的实际方向,与基准相平行的理想方向之间所允许的最大变动量。
也就是图样上所给出的,用以限制被测实际要素偏离平行方向所允许的变动范围。
(二)举例说明面对基准平面的平行度要求是指被测要素与基准要素均为平面。
图a所示要求表示:被测实际表面必须位于距离为工程值0.05mm且平行于基准平面B的两平行平面之间的区域内,如图b所示。
线对基准平面的平行度要求是指被测要素为一直线(轴线),而基准要素为一平面。
图a所示要求表示:Φ20H7孔的实际轴线必须位于距离为公差值0.05mm,且平行于基准平面的两平行平面之间的区域内,如图b所示。
面对基准直线的平行度要求是指被测要素为一平面,基准要素为一直线(轴线)。
图a所示要求表示:被测实际表面必须位于距离为公差值0.08mm,且平行于基准轴线的两平行平面之间的区域内,如图b所示。
线对基准直线的平行度要求是指被测要素和基准要素都是直线(轴线)。
图a所示要求表示:被测轴线应位于,在垂直方向上平行于基准轴线B,且距离为公差值0.02mm的两平行平面之间的区域,如图b所示。
(三)常用检测方法垂直度(一)基本概念垂直度是表示零件上被测要素相对于基准要素,保持正确的90°夹角状况。
也就是通常所说的两要素之间保持正交的程度。
垂直度公差是:被测要素的实际方向,对于基准相垂直的理想方向之间,所允许的最大变动量。
也就是图样上给出的,用以限制被测实际要素偏离垂直方向,所允许的最大变动范围。
(二)举例说明面对基准平面的垂直度要求是指被测要素与基准要素都是平面。
图a所示要求表示:被测实际表面应位于,距离为0.02mm,且垂直于基准平面B的两平行平面之间的区域内,如图b所示。
线对基准平面的垂直度要求是指被测要素为一直线(轴线),基准要素为一平面。
图a所示要求表示:被测实际轴线应在给定的方向上,距离为公差值0.02mm,且垂直于基准平面B的两平行平面之间的区域内,如图b所示。
实训三形位误差检测一.实训目的掌握平行度、垂直度、跳动、同轴度、平面度的测量方法二.实训器具大平板、水平仪、V型铁、偏摆仪、百分表(千分表)、磁性表座、厚薄规、被测工件等三.测量说明及方法要合理选用百分表和千分表,若公差值≥0.01mm,选用百分表测量,若被测工件的形位公差值<0.01mm,则用千分表检测。
1、平行度误差测量:平行度误差常用的方法有打表法和水平仪法。
这些方法是采用与理想要素比较的检测原则。
2、垂直度误差测量: 常用垂直度测量方法有光隙法(透光法)、打表法、水平仪法、闭合测量法等。
本次以光隙法测量垂直度,用光隙法测量简单快捷,也能保证一定的测量精度。
3、测量同轴度误差时,可用通用测量器具检测,常用的方法有芯轴打表法、双向打表法、壁厚差法,光轴法、径向圆跳动替代法。
本次测量是以径向圆跳动替代法测量。
4、跳动误差是被测表面基准轴线回转时,测头与被测面作法向接触的指示表上最大值与最小值的差值。
5、测量平面度的具体方法和测直线度的方法基本相同,主要用间隙法、打表法、光轴法和干涉法。
本次实训主要以打表法测量平面度误差。
四.实训步骤1、平行度误差测量:① 测量前,擦净平板2和零件1,然后按图一将被测零件1的基准面放在平板2上,并使被测零件(附图一或附图三)的基准面和平板工作面贴合,(最薄的厚薄规不能塞入两面之间)。
这样,平板的工作面既是被测零件的模拟基准,又是测量基准,两者重合。
图一图二② 将百分表装入磁性表座3,把百分表测量头放在被测平面上,预压百分表0.3---0.5mm。
并将指示表指针调至零。
③ 移动表座3,沿被测平面多个方向移动,此时,被测平面对基准的不平行度由百分表(千分表)直接读出,同时记录所有读数。
④ 将所有读数中的最大值和最小值之差即为平行度误差。
⑤ 作出实训报告。
2、垂直度误差测量:① 按图二所示,将被测件(附图一)的基准平面和检验角尺放在检验平板上,并用塞尺(厚薄规)检查是否接触良好。
一、基本形位公差1.直线度检测直线度,能确保零件在机械装配和运作中保持最佳性能和寿命,避免因不合格导致的功能失效和额外成本。
——[推荐量具]——①直尺:用于初步测量和检查。
②千分尺:用于局部直线度的精确测量。
③塞尺:用于测量间隙和不平度。
④平尺和塞规:用于检测较长零件的直线度。
——[测量过程]——①使用直尺沿零件表面移动,初步检查直线度,标记不平整区域。
②将平尺放在零件表面上,确保充分接触。
③使用塞尺在平尺和零件表面之间测量间隙,记录不同位置的间隙值。
——[实战案例]——假设需要测量一根轴的直线度,首先将轴固定在工作台上,准备平尺和塞尺。
用直尺沿轴的长度方向初步检查直线度并标记弯曲区域。
接着将平尺放在轴表面,与轴长度方向平行,用塞尺在平尺和轴表面之间每隔50mm测量一次并记录间隙值,最大间隙值如为0.03mm。
最后比较记录的间隙值,确定轴的直线度,如果最大间隙值不超过0.05mm,则轴的直线度误差在可接受范围内。
2.平面度检测平面度,能确保零件在机械装配和运作中保持最佳性能和寿命,避免因不合格导致的功能失效和额外成本。
——[推荐量具]——①平尺:用于初步测量和平面检查。
②千分表:用于局部平面度的精确测量。
③塞尺:用于测量间隙和不平度。
④平板:用于检测较大平面的平面度。
——[测量过程]——①使用平尺沿零件表面移动,初步检查平面度,标记不平整区域。
②将平板放在零件表面上,确保充分接触。
③使用塞尺在平板和零件表面之间测量间隙,记录不同位置的间隙值。
——[实战案例]——假设需要测量一个底板的平面度,首先将底板固定在工作台上,准备平尺和塞尺。
用平尺沿底板的表面初步检查平面度并标记不平区域。
接着将平板放在底板表面,与底板平行,用塞尺在平板和底板表面之间每隔50mm测量一次并记录间隙值,最大间隙值如为0.02mm。
最后比较记录的间隙值,确定底板的平面度,如果最大间隙值不超过0.03mm,则底板的平面度误差在可接受范围内。

如何测量直线度?方法1:借用“导轨激光直线度检测仪”或“准直仪”方法2:是一根活塞杆,假设分三点A、B、C点,用V型铁和百分表测量。
A点在0°、90°、180°、270°测量值分别为0、-0.01、0、0;B点0°、90°、180°、270°测量值分别为0、0、0.01、0.005;C点在0°、90°、180°、270°测量值分别为0、0.03、0.02、0。
问怎样算出此轴的直线度和A、B、C三点的圆度和圆柱度?请各位大哥详细讲解,越详细越好!先感谢各位大哥了。
(假设轴的外径为70mm)。
取的点太少了,示意一下吧。
A点0°90°180°270°测量值为0、-0.01、0、0;B点0°90°180°270°测量值为0、0、0.01、0.005;C点0°90°180°270°测量值为0、0.03、0.02、0直线度:在给定的方向上,偏离基准的误差最大距离。
0°母线直线度误差——090°母线直线度误差——0.04180°母线直线度误差——0.02270°母线直线度误差——0.005方法3:将长300mm的轴用V型铁架在平板上,转动该轴,用千分表测量轴各段圆柱面跳动情况,跳动量的一半,代表该测量点所在截面的中心偏离两V型铁支撑处截面圆心连线的偏移量(如下图)。
如何测量平面度?对于精度要求不高的平面度可以用此法测量,还可以用调整块或量块打表找平3点后,拖动指示表,在整块平板上求最大值与最小值之差,即为该平面的平面度,我们公司有三坐标测量仪,在平面上打点,测平面度又快又精确如何测量圆度?圆度测量有回转轴法、三点法、两点法、投影法和坐标法等方法。
欢迎阅读一、直线度的检验方法1、将直尺平行地放于测定面,用塞尺测定直尺与被测定物的空隙。
(1)测定面凹时,与直线度相等数值厚度的塞尺不能插入中央的空隙。
(2)测定面凸时,在两端放置与直线度相等数值厚度的塞尺。
2、将杠杆百分表置于测定面,在A点调零,确认到B点。
测定值=最大值-最小值二、平面度的检验方法(1)将适合的塞规插入两个基准孔内。
(2)将塞规的两端用平行块(或磁铁)支撑。
(3)将公差的指定面调较至与平台平行,在A点调零,确认到B点。
(4)测定指定面,将读数的最大差(最高点减去最低点)作平行度。
3、面与线的平行度在平台上,使用磁铁支撑基准面整体,测定两个孔到基准面的尺寸,将该尺寸差作平行度。
4、线与线的平行度(1)将适合的塞规插入两个基准孔内。
(2)用平行块(或磁铁)将塞规两端固定。
(3)依照图在0°的位置求出✍B与✍C的中心偏移(X),并求出在90°回转位置上的✍B与✍C的中心偏移(Y)。
(4)将求出值用X2+Y2算,所得值即平行度。
四、垂直度的检验方法1、面与面的垂直度。
(1)将基准面用磁铁与平台平行地支撑。
;在90°而以A、B两孔的公共轴心线为基准。
A、B两孔对公共轴心线的同轴度误差分别为✍B和✍A。
2、同轴度的测量(1)指定基准的同轴度误差的测量如图,以A孔轴心线为基准,测量B孔对A孔的同轴度。
必须在水平和垂直两方向分别进行测量。
(2)公共轴心线为基准的同轴度误差的测如图,测量A、B两孔轴心线对公共轴心线的同轴度误差。
测量时,首先将被测零件固定在平台上,分别在A、B两孔被测轴心线全长进行测量。
被测轴心线到公共轴心线的最大读数差,就是同轴度误差。
六、倾斜度的检验方法将零件的基准表面放在平台上,用百分表在被测量面移动测量,当百分表上指示的最大与最小读数之差为最小时,此差值为倾斜度误差。
喷漆品质标准1、缺点类型(1)表面缺点,贴纸污渍---一般为加工过程中,不明油渍或污物附着造成.生锈---母材起化学变化产生锈蚀.(2)物性膜厚---最后涂装厚度.硬度---涂装质地坚固程度.色差---颜色与标准的偏差.附着性---涂装与母材之间的结合力.判定标准:有1PCS小方格油漆脱落而被胶纸拔起即表明该油漆附着力不符合要求。
同轴度
我们检测两个大小不同的内圆柱面的同轴度及其与端面的垂直度时,采用专用检具:磨一块平板,上面并排固定两个小轴承,轴承间有一定的间隙,两个轴同时垂直于平板,平板与地平面呈45°角。
测量时将工件端面与平板贴合,一个圆孔(即一个圆柱面)套在两个小轴承上,使工件挂在两个轴承上,使之可自由旋转。
再将带磁座的百分表固定在平板上,用百分表测量另一个圆柱面。
1 φ45孔的圆柱度测量,制一副量规,操作者可自检。
2 按φ45孔配一芯轴,将工件从左端装在芯轴上,用百分表可测出圆环面的端面跳动。
用百分表测φ70柱面可反得出孔与φ70的同轴度。
工件下来后也可用V形铁和芯轴来测量端面跳动和同轴度。
什么是垂直度
垂直度是表示零件上被测要素相对于基准要素,保持正确的90°夹角状况。
也就是通常所说的两要素之间保持正交的程度。
垂直度是形状公差,垂直度公差是:被测要素的实际方向,对于基准相垂直的理想方向之间,所允许的最大变动量。
也就是图样上给出的,用以限制被测实际要素偏离垂直方向,所允许的最大变动范围。
垂直是用符号“⊥”来表示的。
垂直度的要素一般为直线和平面。
基准要素一般为平面,当然也可以是直线。
垂直度评价直线之间、平面之间或直线与平面之间的垂直状态。
其中一个直线或平面是评价基准,而直线可以是被测样品的直线部分或直线运动,平面可以是被测样品的平面部分或运动轨迹形成的平面。
垂直度的测量
垂直度的测量方法有很多。
市面上还有专门的测量垂直度的垂直度测量仪。
但要看工件要求的公差是多少,如果公差范围很小的话,一般的测量仪。