乙烯裂解炉无损检测施工方案
- 格式:pdf
- 大小:443.68 KB
- 文档页数:13
附录A编号:乙烯裂解炉检修施工方案装置名称:乙烯装置设备名称:设备位号:工作令号:编制:审核:会签:审批:二○一年月日目录一、项目名称、概况二、检修内容三、施工验收标准、质量管理程序文件四、施工组织及HSE、质量控制体系五、主要施工工器具六、施工方法和步骤七、关键质量控制点及质量验收指标八、人员配备及相关资质要求九、检验仪器设备清单十、HSE措施和注意事项十一、施工网络进度、施工平面图十二、备品备件表十三、检修施工危害分析记录表十四、检修施工作业环境因素表十五、应急措施一、项目名称、概况1、设备简介E-BA102,105为CBR-Ⅵ型裂解炉,BA106为CBR-Ⅳ型裂解炉,BA107为CBR-L型裂解炉,108为SRT-Ⅰ型裂解炉,E-BA103,104,110为GK-Ⅵ型裂解炉,E-BA111为SRT-Ⅳ型裂解炉。
E-BA1101、1102、1103、1104、1105为SL-II型炉。
裂解炉由辐射段、对流段、烟囱等组成,其中包括钢结构、烧嘴、炉管、废热锅炉、耐火砖墙、吹灰器、平台、梯子、引风机等。
2、裂解炉设计参数表设计/操作压力(MPa)设计/操作温度(℃)试验压力(MPa)辐射管0.2 1060 1.64 对流段混合预热管0.8/0.27 815/250~350 1.64 对流段锅炉给水管13.4/12.2 356~326 20.23、乙烯裂解炉外形简图乙烯裂解炉外形简图4、GK-Ⅵ型型裂解炉主要零部件表5、概况二、检修内容1、辐射段(1)辐射段炉管、弯头、导向管检查及更换。
(2)炉顶锚固钉,陶纤安装。
(3)炉墙开裂、错位、凸起严重部位打掉,重新浇筑。
(4)看火孔检修更换。
(5)底部烧嘴拆装,交工艺清理,烧嘴风门检修。
2、对流段(1)对流段炉管检查及更换。
(2)对流段炉管弯头箱外部支撑修理或更换。
(3)对流段损坏的砖和穿砖杆更换。
(4)吹灰器拆装、清理、维修、更换损坏或弯曲的吹风管。
(5)弯头箱板拆装,补焊锚固钉,喷涂50mm厚HA陶瓷纤维。
1裂解炉安装方案1.1编制说明此方案主要对裂解炉的施工顺序、施工方法、施工技术要求、交叉施工、注意事项进行了重点叙述。
对于施工网络计划以及主要施工机具、劳动力需用计划也作了较详细的叙述。
本方案不包括炉管焊接;吹扫、试压;引风机单机试车;筑炉工程。
1.2裂解炉结构简述裂解炉是由钢结构、设备、管道、筑炉等结构组成的综合块组合体。
每台裂解炉由引风机、汽包、废热锅炉、对流盘管、辐射盘管、燃烧器和视孔、检修门等附件及主体钢结构等组成。
主体钢结构由辐射段、对流段及附属构架等组成。
1.3准备工作1.3.1技术方面工作准备1)认真作好设计交底和图纸会审工作。
2)熟悉图纸和资料,编制切实可行的施工方案。
3)详细向施工班组进行技术交底。
1.3.2现场准备1)修通道路,平整施工现场,选定材料、构件存放场地。
2)接通水源、电源,按平面布置图放置焊接集装箱及工具、休息室集装箱。
3)铺设制造拼装平台。
4)设置塔吊(QTZ-200型起重机)。
5)在安装工作开始之前,要对设备构件进行清点和检查,以确认是否够数,是否有损坏和变形,几何尺寸是否能满足要求,在清点和检查过程中要实作好记录。
1.3.3基础1)作好基础检查验收工作,对基础座标位置、外形尺寸、标高、表面平整度等项检查,并做好记录。
2)基础处理:基础表面铲平整,清除浮土、沙砂、划好中心线,测量好各基础的标高及之间对角线。
3)垫铁准备(斜垫铁、平垫铁等)。
1.4 施工顺序及网络计划1.4.1 施工顺序的原则先施工F-1110和F-1120炉,再施工F-1130和F-1140炉,后施工F-1150、F-1160和F-1170炉;先施工下段结构,后施工上段结构;先施工主体结构,后施工附属结构;先施工钢结构,后施工炉管系统;先施工炉本体,后施工附属设备。
1.4.2 施工顺序准备工作→辐射段和过渡段炉体施工→对流段钢结构施工→对流段盘管施工→对流段墙板、烟道箱和筑炉交叉施工→辐射段炉顶及对流段炉顶以上钢结构施工→视孔、燃烧器等附件检查及施工→弹簧支吊架及配重系统安装→辐射盘管安装→辐射段筑炉→对流段连接管的施工→连接梁的施工→烟道及风机安装→废热锅炉安装→汽包安装→炉体配管→跨越管道及汽包配管施工→废热锅炉与汽包连接管安装→梯子、平台、栏杆随各段安装→防腐随各工序施工→水压试验和气压试验→弯头箱安装→风机试车→管及设备保温→烟囱安装→检查、验收、交工存档。

编码:XXXXXX重大一般XXXXXXX65万吨/年乙烯改造裂解炉炉体配管施工作业指导书编制: 校审: 批准:***集团XXXXXXXXXX 工程项目经理部XXXX 年XX 月10日目录1 工程概况 (1)2 施工部署 (2)3 质量要求及控制措施 (8)4 H S E管理和控制措施 (9)5 施工机具及措施用料 (12)1工程概况1.1使用范围本作业指导书只适用于XXX65万吨/年乙烯改造裂解炉炉本体配管施工。
裂解炉炉体配管主要包括对流段炉管间连接管,辐射段与对流段间跨越管,汽包与废热锅炉TLE(以下简写为TLE)间的上升管、下降管的配管施工。
跨越管的平衡机构安装及调试的具体方法请见<<XXXX万吨/年乙烯改造工程裂解炉炉管施工作业指导书>>,在本作业指导书中只做一般性介绍。
1.2编制依据1)XXX设计院设计的施工图2)XXX设计院的设计文件00794-11-917-101 XXX万吨/年乙烯改造乙烯裂解炉《E—BA1101~1104乙烯裂解炉施工与安装技术说明》《E—BA1101~1104裂解炉炉衬材料订货技术要求》《E—BA1101~1104乙烯裂解炉内衬施工技术要求》3)SH/T3511-2000《乙烯装置裂解炉施工技术规程》SH3506-2000《管式炉安装工程施工及验收规程》SH3505-1999《石油化工施工安全技术规程》《E-BA1101~1104乙烯裂解炉总体施工方案》1.3工程概述XXX公司65万吨/年乙烯改造工程10万吨/年裂解炉,采用美国ABBLummus和****技术发展中心联合研制的蒸汽管式热解技术,其中E-BA-1101、1102为石脑油裂解炉,E-BA-1103、1104为重质油裂解炉。
各部分组成及主要实物量如下:1.3.1对流段炉管对流段盘管组由******公司***石化设备厂制造,E-BA1101、E-BA 1102对流段盘管组由六个加热盘管组构成:LMPH(下部混合预热段)、USSH/LSSH(超高压蒸汽过热段)、UMPH(上部混合预热段)、LFPH(下部进料预热段)、BFW(锅炉给水预热段)、UFPH(上部进料预热段)每个加热盘管组由翅片管/光管、回弯头、带衬里的端管板、中间管板等组成,盘管组之间由弯头、集合分配器、短管等组成的联络管连接。
目录一、编制说明 (1)二、工程概况及施工条件 (1)1、工程概况及特点: (1)2、结构设计概况 (1)三、实物工程量 (1)四、施工部署 (1)1、施工组织: (1)2、施工顺序 (2)五、施工准备 (2)1、技术准备 (2)2、材料准备 (3)六、主要工序的施工方法 (3)1、测量放线工程 (3)2、土方开挖 (3)3、沥青混凝土垫层施工 (3)4、钢筋工程 (4)5、模板 (5)6、混凝土工程 (7)7、地脚螺栓安装 (9)七、质量保证措施 (10)1、工程质量管理措施 (10)2、质量控制要点 (10)八、安全措施 (12)1、钢筋工程 (12)2、模板工程 (12)3、砼工程 (13)4、脚手架工程 (13)5、高处作业 (13)6、临时用电 (13)7、夜间照明 (14)九、施工手段用料 (14)一、编制说明1、本施工方案适用于兰州石化公司60万吨乙烯改扩建工程裂解炉基础的施工。
2、编制的主要依据有:2.1裂解炉基础施工图。
2.2工程测量规范GB50026-932.3建筑地基基础工程施工质量验收规范GB50202-20022.4混凝土结构工程施工质量验收规范GB50204-20022.5钢筋焊接及验收规程JGJ18-20032.6建筑工程施工质量验收统一标准GB50300-20012.7混凝土质量控制标准GB50164-92二、工程概况及施工条件1、工程概况及特点:年产60万吨/年乙烯改扩建工程建于兰州石化公司西区南部的兰州石化公司化肥厂内,裂解炉区位于新建乙烯装置的东北角,占地约138(东-西)m×42(南-北)m,共有5台13万吨乙烯裂解炉基础及10个J-3基础,裂解炉基础为筏板基础,单台基础承台尺寸为:15.97*22*1.5m,基础埋深为-5.0m。
单个裂解炉基础的混凝土量大,厚度达1.5m,预埋螺栓直径大、数量多。
重点为大体积混凝土内部温度的控制,防止出现温度应力裂缝;地脚螺栓直径大,其准确性要求高。
乙烯裂解炉辐射段炉管制造过程质量验收检验大纲1总则1.1内容和适用范围1.1.1本人纲主要规定了采购单位(或使用单位)应对用于石油化工乙烯裂解炉辐射段盘管制造过程进行质量验收检验的基本内容及要求,也可作为委托驻厂监造的依据。
1.1.2本人纲适用于石油化工工业适使用的石油化匸乙烯裂解炉辐射段盘管。
制氢转化炉管及其它高温承压用炉管可参照使用。
1.2主要编制依据1.2.1 GB 150-1998《钢制压力容器》:1.2.2 HG/T20545-1992《化学工业炉受压元件制造技术条件》:1.2.3 HGfT2601-2000《高温欢压用离心铸造合金炉管技术条件》:1.2.4 HG/T3673-2000《静态铸造高温欢压炉管件》:1.2.5 SH/T3417-2007《石油化匸管式炉高合金炉管焊接工程技术条件》;1.2.6 ASTM A608-2002《高温承压用离心铸造铁珞钿高合金管》:1.2.7 ASME SA351-2003《承压元件用奥氏体、奥氏体一铁素体{双相)铸件》:1.2.8经业主或工程设计单位最终确认的施工图纸、设计文件、采购《技术协议》等。
2原材料2.1炉管或管件应由电弧炉或感应炉熔炼,炉管采用金属模具离心铸造管件采用静态铸造或其它铸造方法。
2.2所有浇铸材料必须为新材料,严禁使用废I口炉管、铸件和机加工回收的金属屑作为熔炼炉管的原料,未使用的回炉料按采购《技术协议》规定执行。
2.3主要外原材料的供应商应符合采购《技术协议》要求。
2.4材料的化学成分、常温力学性能、高温力学性能、高温持久性能、金相倍检查等应与采购《技术协议》规定…•致。
2.5炉管或管件冶炼时需逐炉进行化学成分分析,两炉或多炉钢水倒入同•钢包进行浇铸时,可作为•个炉次。
炉管及管件成品分析频次及结果因符合采购《技术协议》的规定。
2.6炉管的交货状态按采购《技术协议》规定验收。
2.7外购材料及外购件:2.7.1材料规格、化学成分、机械性能应以采购《技术协议》一致。
无损检测程序1 编制依据及执行标准1.1 设计图纸1.2 质技监局锅发[1999]154号《压力容器安全技术监察规程》1.3 JB4730-94《压力容器无损检测》1.4 GB150-98《钢制压力容器》1.5 GB50094-98 《球形储罐施工及验收规范》1.6 GB12337-98 《钢制球形储罐》1.7 GB50235-97《工业金属管道工程施工及验收规范》1.8 GB50236-98《现场设备、工艺管道焊接工程施工及验收规范》1.9 SH3501-97《石油化工剧毒、可燃介质管道工程施工及验收规范》1.10 GBJ128-90《立式圆筒形钢制焊接油罐施工及验收规范》1.11 GB3323-87《钢熔化焊对接接头射线照相和质量分级》1.12 国务院(89)第44号令《放射性同位素与射线装置放射防护条例》2 无损检测人员的要求及配置2.1 检测人员必须是经培训并按照劳动部劳部发[1993]441号《锅炉压力容器无损检测人员资格考核规则》进行考核取得Ⅰ、Ⅱ、Ⅲ级检验资格证,才能从事与所持资格证级别相应的无损检测工作,并负相应的技术责任。
取得Ⅱ级以上证书的人员方可填写和签发检验报告。
RT-Ⅱ、UT-Ⅱ、MT-Ⅱ、PT-Ⅱ级证以上(含Ⅱ级)均需两人以上持有。
2.2 检测人员应按规定体检合格后才能上岗。
从事磁探、渗透检测工作的人员,不得有色盲、色弱。
2.3 根据该工程安装工作量及其工期,无损检测人员应配置10人以上。
3 管线无损检测程序3.1 检测方法、检测比例及执行标准惠州乙烯装置、丙烯装置及有关配套工程的所有管线工程,其检测方法、检测比例、执行标准、合格级别按其设计图纸、施工验收规范的施工技术要求及施工单位的委托书执行。
3.2 工件表面要求3.2.1 射线检测:焊缝表面的不规则状态在底片上的图象应不掩盖焊缝中的缺陷或与之相混淆,否则应做适当的修磨。
3.2.2 超声波检测:探头移动区应清除焊接飞溅、铁屑、油垢及其它杂质,检测表面应平整光滑。
****石化公司乙烯装置停工大修腐蚀检查技术方案编制:审核:批准:XXXX研究院特种设备检验所年月目录1、概况 (1)2、工作范围及工作内容 (1)3、工作参考资料 (2)4、腐蚀分析 (2)5、腐蚀检查方法 (3)6、各类设备的腐蚀检查内容 (4)7、项目准备工作 (6)8、进度安排 (7)9、人员组成、设备配置 (7)10、项目协调小组 (9)11、HSE管理方案 (9)12、腐蚀调查报告 (11)附录1、乙烯装置腐蚀调查设备清单 (11)附录2、腐蚀检查记录表 (11)****石化公司乙烯装置停工大修腐蚀检查技术方案1、概况乙烯联合车间乙烯装置设计规模为XX万吨/年,于XXXX年开工。
该装置以XXXX为原料,采用XXXX工艺。
装置由XXXX等几部分组成。
改造,检修情况。
乙烯装置将于XX年XX月份停工检修,届时将组织专业人员对该装置中设备和易腐蚀管道进行全面、认真仔细的腐蚀检查,掌握设备/管道的腐蚀现状,发现设备/管道存在的腐蚀隐患并及时消除。
根据腐蚀检查结果,明确下一运行周期重点的腐蚀防护部位,并制定应对措施,指导乙烯装置的腐蚀防护工作,为装置在下周期安全运行奠定基础。
2、工作范围及工作内容2.1、工作范围根据车间提供的检修计划和设备台账,主要检查设备数量如表1所示,详细设备清单见附录1:表1 乙烯装置检修统计注:该数量可能根据现场检修情况略有调整。
设备、管道的检修内容限定如下:✓各装置的塔、容器、换热器、空冷器、加热炉、反应器等设备,限定在进出口的第一道法兰或第一道焊缝以内的设备本体部分;✓甲乙方共同拟定的重点管线;✓机泵等转动设备和不开盖的静设备不包含在腐蚀检查的范围内。
不开盖设备怀疑有腐蚀减薄时则在外部进行测厚。
2.2、工作内容1)资料收集。
收集设备资料、工艺流程、操作条件等基础数据,了解装置运行中和历次检修中发生过的腐蚀情况。
2)现场腐蚀检查。
装置停工检修时,对打开的设备做详细检查,记录(描述、拍照)并测量(测厚、坑蚀测量)内部、外部腐蚀情况;腐蚀检查过程中若发现腐蚀、减薄、开裂、机械损伤、变形等安全隐患时则及时通知甲方进行整改。
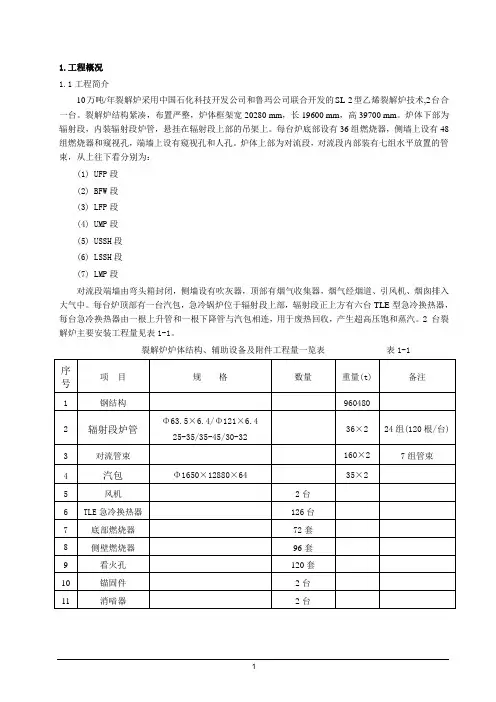
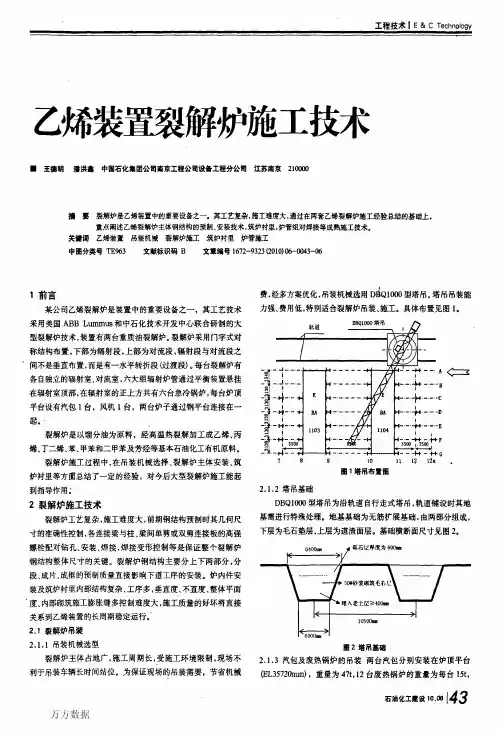
1.工程概况1.1工程简介10万吨/年裂解炉采用中国石化科技开发公司和鲁玛公司联合开发的SL-2型乙烯裂解炉技术,2台合一台。
裂解炉结构紧凑,布置严整,炉体框架宽20280 mm,长19600 mm,高39700 mm。
炉体下部为辐射段,内装辐射段炉管,悬挂在辐射段上部的吊架上。
每台炉底部设有36组燃烧器,侧墙上设有48组燃烧器和窥视孔,端墙上设有窥视孔和人孔。
炉体上部为对流段,对流段内部装有七组水平放置的管束,从上往下看分别为:(1) UFP段(2) BFW段(3) LFP段(4) UMP段(5) USSH段(6) LSSH段(7) LMP段对流段端墙由弯头箱封闭,侧墙设有吹灰器,顶部有烟气收集器,烟气经烟道、引风机、烟囱排入大气中。
每台炉顶部有一台汽包,急冷锅炉位于辐射段上部,辐射段正上方有六台TLE型急冷换热器,每台急冷换热器由一根上升管和一根下降管与汽包相连,用于废热回收,产生超高压饱和蒸汽。
2 台裂解炉主要安装工程量见表1-1。
裂解炉炉体结构、辅助设备及附件工程量一览表表1-11.2工程特点裂解炉结构布局紧凑,安装工程量大,施工工序复杂,施工工期短。
钢结构、设备、衬里、配管和仪表电气等各专业交叉作业多。
钢结构采用螺栓连接,安装精度要求高,作业难度大。
对流段采用模块化施工,单组模块吨位大,吊装难度大。
炉管系统操作温度高,材质复杂,有低合金钢、不锈钢和高镍合金等,焊接难度大。
辐射段炉管直接受火焰加热,支吊架安装质量直接影响其工作寿命,因此辐射段炉管热膨胀平衡系统的安装要求尤其重要。
水汽系统为高温高压管道,配管复杂,热应力大,管道支吊架安装要求严。
2.施工方法和程序裂解炉施工工艺流程见图3.2-1,施工工序示意图见附图4563.设备、材料的检验3.1材料检验3.1.1裂解炉材料、配件及设备运抵现场后,应进行验收。
逐件(组)进行外观检查,其外形尺寸、表面质量和标记应符合设计文件和有关标准的规定,并应附有出厂质量证明书。
独山子石化千万吨炼油及百万吨乙烯项目裂解炉装置文件名称:施工组织设计文件编号: ZYLJ/独山子裂解炉-00-ZZ文件类别: 00中国石油天然气第六建设公司独山子项目部目录1.0 工程概况及施工特点1.1 编制依据1.1.1 《中国石油独山子石化公司改扩建炼油及新建乙烯工程乙烯装置裂解炉安装工程投标文件(技术部分)》(2006-09-12)。
1.1.2 上海惠生化工工程有限公司提供的程序文件及交底要求;1.1.3 国家现行法规和行业有关施工验收规范;1.1.4 公司质量保证手册和管理制度;1.2 工程简介1.2.1 概况工程名称:独山子石化千万吨炼油及百万吨乙烯裂解炉装置安装工程(DREP)建设单位:中国石油天然气独山子石化分公司EPC单位:中国寰球化学工程公司PC单位:上海惠生化工工程有限公司施工单位:中国石油天然气第六建设公司监理单位:新疆独山子众恒建设项目管理有限公司质监单位:石油天然气独山子质量监督站工程地点:独山子石化千万吨炼油及百万吨乙烯工程施工现场工期: 2006年10月5日开工,2008年5月30日中交工程概况:装置主要由8台15万吨乙烯裂解炉、炉前管廊和锅炉给水区、设备、机泵组成。
该装置采用德国LINDE公司的TRC型裂解炉,裂解炉有一个对流室和两个辐射室。
对流段由锅炉给水预热1/2、原料预热Ⅰ、原料预热Ⅱ,稀释蒸汽过热、高压蒸汽过热段1/2、高温对流段Ⅰ、高温对流段Ⅱ各段组成。
每个辐射室内设有48套PyroCrack1-1型辐射炉管(分为4组,分别与4台线性急冷换热器TLE相连);每个辐射室设置48个底部烧嘴和128个侧壁烧嘴。
1.2.2 现场自然条件新疆克拉玛依市独山子区地处新疆北疆西部中心、亚欧大陆腹地,远离海洋,属于典型的北温带干旱大陆性气候,夏季炎热,冬季严寒,降水量少蒸发量大,空气干燥,年温差大,光照充足,无霜期长。
主要气象参数如下:3.2.1 气温:年平均气温 7.5℃年极端最高气温 41.2℃年极端最低气温 -37.3℃最热月(七月)平均气温 26.0℃最冷月(一月)平均气温 -16.4℃最热月平均最高气温 33.5℃最冷月平均最低气温 -24.7℃连续最热三天平均气温 33.9℃连续最冷五天平均气温 -32.9℃3.2.2 降水:最大日平均降雨量 41.5mm年平均降雨量 198.8mm年最大年降雨量 292.0mm年最小年降雨量 108.7mm 3.2.3 蒸发量:年平均水面蒸发量 1269.2mm月最大水面蒸发量 1700.8mm月最小水面蒸发量 935.5mm 3.2.4 湿度:年平均相对湿度 58%最小相对湿度 0%最大相对湿度 100% 3.2.5 气压:基本气压 0.66kN/m2多年平均气压 946kPa 3.2.6 风况:全年主导风向 W风,频率11%全年次主导风向 SW风,频率8%夏季主导风向 SW风,频率10%冬季主导风向 W风,频率11%静风频率 18%年平均风速 2.7m/s瞬间最大风速 38.4m/s夏季室外风速 3.5m/s冬季室外风速 1.6m/s3.2.7 雪:多年平均降雪初日为10月下旬,终日为4月上旬年平均降雪量 36.3mm年最大降雪量 48.3mm年最小降雪量 14.4mm平均积雪厚度 210mm最大积雪厚度 400mm雪载荷(50年一遇) 0.55kN/m2最大冻土深度 1570mm3.2.8 雷暴:年平均雷暴日数 21天3.2.9 地质、地震条件天然地基(挖方区)承载力特征值 500~700kPa人工地基(填方区)承载力特征值 400kPa地震基本烈度 8度设计基本地震加速度 0.2g1.3 主要工程实物量本工程共有:8台15万吨乙烯裂解炉,炉前管廊、锅炉给水的设备、机泵及配套电气、仪表、防腐、保温。
上海赛科90万吨/年乙烯工程属中外合资的大型项目,由于工期要求紧,参战单位多,现场安全、质量要求严格,为保证工程安全、高效、高质量交工特编制此无损检测施工技术方案。
Shanghai SECCO 900ktay ethylene project is a large joint venture project with a short construction period and lot of construction institutes as well as the strict requirements of site safety and quality. We make this Method Statement for NDT with intention to ensure the turn over in terms of safety, high efficiency and high quality.1.1 编制依据Basis《压力容器无损检测》(JB4730-94)<NDT of Pressure Vessels>(JB4730-94)《无损探伤和检测实施管理办法》(SECCO)<Implementation & Management Method of NDT> (SECCO)《辐射安全》(SECCO)<Radiation Safety>(SECCO)《射线检测安全防护管理制度》(SECCO)< Safety Preservation Management Rules for Ray Test> (SECCO)《压力容器无损检测工艺规程》(中石化十公司)<NDT Process Practice for Pressure Vessel> (Company No.10 of SINOPEC)《压力管道无损检测工艺规范》(中石化十公司)<NDT Specification for Pressure Pipe> (Company No.10 of SINOPEC)《压力容器质保手册》《压力管道质保手册》(中石化十公司)<Pressure Vessel Quality Assurance Manual><Pressure Pipe Quality AssuranceManual> (Company No.10 of SINOPEC)1.2 无损检测人员要求Requirements for NDT Crew无损检测人员应按照《锅炉压力容器无损检测人员资格考核规则》进行考核,取得资格证书,方能承担与资格证书的种类和技术等级相适应的无损检测工作,现场检测必须由Ⅰ级或Ⅰ级以上人员担任,无证人员不得上岗,检验报告填写与签发必须由Ⅱ级或Ⅱ级以上人员担任。
裂解炉施工方案一、炉体结构施工方案1 概述1.1 工程概况XX化学(XX)有限公司200KT/Y-VCM-SP项目EDC裂解炉共有钢结构约163.711吨,本体结构由不同规格的“H”型钢,“I”字钢,槽钢和角钢等梁柱构件组成,除了螺栓连接外,其它采用焊接连接。
裂解炉本体结构包括辐射段钢结构、屏蔽段钢结构、对流段钢结构、烟囱支架、设备平台梯子等。
主要工程量详见表1.1-1。
钢结构工程量一览表表1.1-1裂解炉钢结构是较重要的,特殊的钢结构,框架内设置有柱间垂直支撑和各层面水平支撑,四周封闭的炉膛板及其加强筋分别与炉架钢柱紧密连结,构成强劲的箱式钢结构体。
除了支承结构本体重量外,还承担了辐射炉管,对流段管等大量本体设备及本体管道的重量,应尽量避免材料的拼接,在材料不能满足构件长度要求的情况下,应严格按规范要求处理,各类构件在下料时,应长短料套用,减少料耗,下料后的构件应进行平整度的检查和矫正工作,保证构件预制和组装质量。
1.2 编制依据——XX化学(泰兴)有限公司200KT/Y-VCM-SP项目《裂解炉及焚烧单元安装施工招标文件》及其答疑文件。
——GB50205-95 《钢结构工程施工及验收规范》——SH3076-96 《石油化学工程建筑结构设计规范》——JGJ82-91 《钢结构高强螺栓连接的设计、施工及验收规范》——JGJ81-91 《建筑物钢结构焊接规范》——SH3507-1999 《石油化工钢结构工程施工验收规范》——HG20544-92 《化学工业炉结构安装技术条件》——SH3505.3-99 《石油化工施工安全技术规程》2 主要施工顺序钢结构安装工程的主要施工顺序见图2.1。
3 钢结构预制3.1 钢结构的预制应根据承包合同条件、建设单位的要求和及结构供货状况及下列要求进行。
钢结构制作工艺流程3.2 材料验收3.2.1 材料验收程序——材料送达仓库后,进入待验收区,由保管员及时对材料的包装、数量和外观进行检查,并填写“到货日记”及“验收通知单”,24小时内由检验员到仓库验收——材料责任工程师和检验员审核质量证件,并在质量证件上编号——按检验分工,检验员负责外观质量验收和几何尺寸检测,保管员负责数量清点,如有不符,再由检验员复核——若厂家提供的质量证件上有漏检项目或对其技术指标有质疑,可按材料标准进行所缺项目或其质疑项目的复验,由检验员制取试样,委托有资质的检验、试验机构检验——由检验员和材料责任工程师对检验、试验机构出具的检验、试验报告进行审核,如有不合格,按规范规定处理——检验合格的材料应在质量证明文件(包括检试验报告)的编号处标明材料标准、合格数量、验收日期等记载内容,并由检验员和材料责任工程师分别签章确认——由检验员按规定对检验合格材料实物作标识,保管员和检验员分别在入库单上签章,办理入库手续——对检验不合格的材料,应做好标识且隔离存放,报计划员和材料责任工程师评审,采取退货或降级使用等方法分别处置——经评审可降级使用的材料应有详细记录、处置意见和特殊标识,并应在限定范围内使用3.2.1 材料质量证明文件的管理a、质量证明文件分类——供货厂家提供的原始质量证明文件——有考证和追踪价值的原始证明文件的复印件b、质量证明文件的要求——证明文件必须有发证单位公章,当分供方提供的证明文件为复印件时必须加盖分供方的公章和经办人签章,且字迹清晰——证明文件的品名、规格、型号、材质、生产批号、标记数量等要与材料实物或其标记的相应内容相符——证明文件所证明材料应符合相应法规的要求c、证明文件审核——由检验员在证明文件上作“检验记载”,“检验记载”的内容包括材料计划员所编证明文件的编号、材料验收时所遵循的材料标准代号、证明材料数量及其它说明事项并签章——由材料责任工程师审核证明文件,确认无误后签章d、证明文件的管理——原始质量证明文件应统一由物资供应部负责,按材料类别归档保管,工程竣工后,统一交技术管理部纳入交工技术文件——发料时应随时向领料单位提供查询质量证件的方便,必要时应按领料单位的要求提供材料质量证明文件的副本或复印3.2.3 材料的标识管理材料经验收合格后,检验员才能用标签、标牌、钢印等方式作标识。
目录1编制依据 (1)2概述 (1)3.主要施工工序及技术要求 (1)4 质量保证措施 (3)5 HSE保证措施 (4)6 主要施工手段用料及施工机具 (4)7 交工技术资料目录 (5)1编制依据1.1《中低压化工设备施工及验收规范》HGJ209-83;1.2《钢结构工程施工及验收规范》GB50205—2001;1.3《石油化工设备安装工程质量检验评定标准》SH 3514—2001;1. 4《乙烯装置裂解炉施工技术规程》SH/T 3511-2000²2概述年产60万吨/年乙烯改扩建工程建于兰州石化公司西区南部的兰州石化公司化肥厂内,裂解炉区位于新建乙烯装置的东北角,占地约138(东-西)m³42(南-北)m,共新建5台(101B~105B)SC-1型13万吨乙烯裂解炉。
2.1主要实物工程量本工程共有静设备54台:其中高压汽包5台;第一急冷换热器40台;第二急冷换热器5台;其他4台。
主要静设备规格一览表:2.2工程特点2.2.1第一急冷换热器布置于对流模块与对流段外框架之间(东西两侧),安装标高高且安装空间狭窄;第二急冷换热器安装标高高且吊装时要跨过整个裂解炉。
高压汽包重量重、安装在46M的顶平台上。
2.2.2高空作业多,本装置的设备安装要求高。
3.主要施工工序及技术要求3.1设备安装需用垫铁的尺寸如下表:安装需用垫铁规格表3.23.2.1安装时将严格遵守施工规范的有关规定进行。
具体工序如下:设备到货→设备验收(基础验收)→吊装就位→设备找正→隐蔽工程报验→二次灌浆3.3施工准备3.3.1组织相关施工人员熟悉安装图纸,贯彻质量和安全意识,掌握安全程序和安装重点。
3.3.2检查施工用水、电准备情况及施工设备、手段用料的准备情况。
3.3.3组织相关人员对到货设备及配件进行细致的检查、清点。
3.4设备验收3.4.1对到货设备组织有关人员进行验收,检查是否有出厂合格证、设备说明书、质量证明书等文件并整理收集好,待交工时全部交返建设单位。
1 工程概况1。
1 大沽化VCM—Ⅱ期EDC裂解加热炉是由意大利进口的炉类设备,是200单元裂解的核心设备。
EDC裂解加热炉的整体外型尺寸为23750×3500×22538mm(长×宽×高),其顶部安装一烟囱,烟囱顶部的标高为51。
7m.设备的总重量为600吨,散件到达现场,其中单件最大重量为67.0吨。
1.2 该设备在现场安装过程中应严格按照外方提供的“EDC裂解加热炉现场就位程序”进行,每一步现场安装均由设备制造厂的技术人员指导安装,我方人员在任何情况下不得随意进行施工,其质量必须由设备制造厂的技术人员认可。
1.3 裂解炉的炉管焊接由设备制造厂的焊工完成.1.4 裂解炉的筑炉施工另行编制方案。
2 编制依据2。
1 EDC裂解加热炉出厂图纸2.2 EDC裂解加热炉现场就位程序2。
3 《乙烯装置裂解炉施工技术规定》(HGJ230—89)2。
4 《炼油、化工施工安全规程》(HGJ233—87)2.5 《化工工程建设起重施工规范》(HGJ201—83)3 施工准备3。
1 施工技术准备3。
1。
1参加施工的人员人必须熟悉图纸、技术资料及方案,工号技术员对施工人员进行技术交底。
3.1.2 设备制造厂的技术人员到达现场后,首先讲解EDC裂解加热炉的安装技术要求和注意事项.3。
2 施工现场准备:场地已经平整,道路畅通,基本满足施工要求。
3.3 施工用的工、机具均能满足要求。
主要工、机具见附表一。
3。
4 安装垫铁准备:技术人员根据EDC裂解加热炉的具体情况,准备好垫铁。
3。
5 土建工程已基本结束,达到设备安装的条件。
基础已办理中间交接,并已有记录.4 基础验收4。
1设备基础按图纸和规范进行验收,基础表面平整,无裂缝、蜂窝、露筋等缺陷。
表面干净,地脚螺栓(孔)位置和尺寸正确,中心线和标高基准线表示清楚。
其主要允许偏差应符合下表:基础尺寸及位置允许偏差表4.2混凝土基础表面要铲出麻面。
中国石油独山子石化1000万吨/年炼油及120万吨/年乙烯改扩建项目裂解炉钢结构工程施工检验计划文件编号:ZYLJ/独山子项目-JGQP-03-01中国石油天然气第六建设公司目录1 本工程执行的标准、规范:∙监理规范:《建设工程监理规范》GB 50319-2000∙交工技术文件规定:执行独山子石化工程建设指挥部[2007]6号文件规定的《炼油化工建设项目竣工验收手册》GB/T 50328-2001《建设工程文件归档管理规范》∙施工技术标准及验收规范:《钢结构工程施工质量验收规范》GB50205-2001《建筑钢结构焊接技术规程》JGJ81-2002《钢结构高强度栓连接的设计、施工及验收规程》JGJ82-1991《焊接H型钢》YB33041-1992《钢结构焊缝外形尺寸》GB10854-1989《钢结构防火涂料应用技术条件》GB14097-1994《建筑工程施工质量验收统一标准》GB50300-2001《涂装前钢材表面锈蚀等级和除锈等级》GB8923《涂料产品分类、命名和型号》GB2705《漆膜附着力测定法》GB2705《涂料粘度测定法》GB1723《涂料遮盖力测定法》GB1726《漆膜、腻子膜干燥时间测定法》GB1728《漆膜颜色及外观测定法》GB1729《碳钢焊条》GB/T5117《气体保护电弧焊用碳钢、低合金钢焊丝》GB/T8110《钢焊缝手工超声波探伤方法及质量分级法》GB11345《焊缝渗透检验方法和缺陷迹痕的分级》JB/T60622 钢结构工程质量控制点3.记录表格钢架结构安装记录605钢架结构安装记录605附图钢框架结构安装记录221高强螺栓连接施工记录224操作平台安装检查记录221-1梯子安装检查记录221-2LJL-YS-005。
目录1、编制依据及执行标准 (1)2、检测人员的要求及配置 (1)3、设备的配置 (1)4、工件表面要求 (2)5、检测时机 (2)6、焊缝射线检测(RT) (2)7、超声波检测(UT) (5)8、磁粉检测(MT) (7)9、渗透检测(PT) (7)10、检测资料管理及其存档 (8)11、环境因素识别与评价 (9)附件一:无损检测射线探伤申请表本方案适用于兰州乙烯裂解炉钢结构、工艺管道的无损检测。
无损检测方法有射线检测(RT)、超声波检测(UT)、磁粉检测(MT)和渗透检测(PT),具体按要求选择相应的检测方法。
1.编制依据及执行标准1.1 GB50235-97《工业管道工程施工及验收规范》(金属管道篇);1.2 SHJ3501-2002《石油化工剧毒、可燃介质管道施工及验收规范》;1.3 SH3085-97《石油化工管式炉碳钢和铬钼钢炉管焊接技术条件》;1.4 JB4730-94《压力容器无损检测》;1.5 GB11345-89《钢焊缝手工超深波探伤方法和探伤结果分级》;1.6 GB50236-98《现场设备、工业管道焊接工程施工及验收规范》;1.7 GB4792-84《放射卫生防护基本标准》;1.8 ASME Section V, “Nondestructive Examination”;(ASME 第五卷“无损检测”)1.9 ASME Section VⅢ“Pressure Vessels, Division 1”;(ASME 第八卷“压力容器,第一分卷”)1.10 ASME B16.5, “Pipe Flanges and Flanged Fitting NPS 1/2 through NPS 24”;(美国机械工程师学会ASME B16.5 “NPS 1/2 ~NPS 24管法兰和法兰配件”)2 检测人员的要求及配置2.1检测人员都必须经过技术培训,并按照劳动部文件“锅炉压力容器无损检测人员资格考核规则”考核鉴定。
2.2无损检测人员按技术等级分为Ⅰ、Ⅱ、Ⅲ级。
取得不同无损检测方法的各技术等级人员,只能从事与该等级相应的无损检测工作,并负相应的责任。
2.3检测人员应按规定体检合格后才能上岗。
从事磁粉、渗透检测工作的人员不得有色盲、色弱。
2.4本工程高峰期检测人员进场人数约15人,具体根据工程工作量及工期来确定。
3 设备的配置3.1 X射线机4台。
其中应至少有一台300 KV X光机,两台250 KV X光机,一台200 KV X光机。
3.2 γ射线机一台。
3.3 CTS-2000型数字式超探仪1台。
3.4 恒温洗片机1台。
3.5 观片灯2台。
3.6 黑白密度计1台。
3.7 CSK-ⅠA、SB-2试块一套、着色试块一套。
3.8稳压器2台。
3.9磁粉探伤(CDX-III型)1台,磁探试块一套。
4 工件表面要求4.1射线检测:对焊缝及热影响区表面质量〈包括焊缝余高高度〉,应经外观检查合格,表面的不规则状态在底片上的图象应不掩盖焊缝中的缺陷或与相混淆,否则应做适当的修磨。
4.2超声波检测:探头移动区应清除焊接飞溅、铁屑、油垢及其它杂质,检测表面应平整光滑4.3磁粉检测:被检工件的表面粗糙度Ra不大于12.5μm,被检测工件表面不得有油脂或其它粘附磁粉的物质。
4.4渗透检测:被检工件的表面不得有铁锈、氧化皮、焊接飞溅、铁屑、毛刺以及各种防护层。
5 检测时机无损检测应在质检员外观检查合格,表面达到检测要求,委托单下达后,按委托单要求的时间进行。
对于有延迟裂纹倾向的材料,无损检测必须安排在焊后24小时进行。
6. 焊缝射线检测(RT)6.1检测方法:X射线检测为主,并辅以γ射线检测。
6.2透照工艺:射线照相等级为AB级,其它工艺参数见下表:际计算确定;如因固定口用X光机拍片受阻,无法按上述片数来拍时,应用γ射线机进行透照。
6.3 透照方式6.3.1外径≤φ89㎜的钢管对接焊缝采用双壁双投影透照两张片,两次透照方向相互垂直。
上下焊缝的影象在底片上呈椭圆形显示,焊缝投影间距以3~10㎜为宜,最大间距不超过15㎜。
6.3.2只有当上下两焊缝椭圆显示有困难时,才能做垂直透照,垂直透照应适当提高管电压。
6.4胶片型号:Kodak6.5增感屏采用铅箔增感屏。
X射线:前屏厚度为0.03㎜,后屏厚度为0.1㎜;γ射线:前屏厚度为0.05㎜,后屏厚度为0.2㎜。
6.6底片黑度底片有效评定区域内的黑度:X射线底片为D=1.2~3.5;γ射线底片为D=1.8~3.5;其中胶片灰雾度Do≤0.3。
6.7象质计选择、放置及有关要求6.7.1当管径大于89㎜时,象质计采用JB4730-94标准中规定的R10系列象质计,一般放在射线源侧的工件表面上被检焊缝区的1/4处,金属丝应横跨焊缝并与焊缝方向垂直,细丝置于外侧。
当管径小于等于89㎜时,采用Ⅰ型或Ⅱ型专用象质计(外径≤76mm的管环缝,采用双壁双影透照时,应采用Ⅱ型专用象质计,一般放置在环缝上余高中心处)。
6.7.2象质计放在胶片与工件之间时,应装“F”铅字标志以示区别,但象质指数应提高一级或通过对比试验,使实际象质指数达到规定的要求。
6.8 定位标记、识别标记、区号划分6.8.1定位标识:底片应有中心定位标记“”及透照有效区段标记;中心标记“”指向底片编号增大的方向。
透照有效区段标记用阿拉伯数字表示。
例如:0-1、1-2、2-3、3-4、4-5、5-0,表示焊口上透照的六张底片,同时也代表底片编号。
当管径φ≤89㎜时,底片上不放置透照有效区段标记,必须按中心标志划线,底片序号用A、B来表示。
6.8.2识别标记:应包括炉号、管号、焊工号、焊口号、返修标记和透照日期。
举例如下:透象焊中焊返透照质工心口修照有计号标号标有效志志效区区段段标标记记6.9 曝光参数的选择6.9.1应根据X光机、胶片、增感屏和其它具体条件制作或选用合适的曝光曲线;并以此确定管电压、管电流、曝光时间。
具体见拍片前编制的检测工艺卡。
6.9.2 γ射线检测的曝光时间(I r 192γ源)计算:t=F2×20.069T×K/αα=0.50.0135X×α式中:t--曝光时间(h)F--焦距(m)T--透照厚度(mm)K--曝光系数(天津NⅢ型片K为3.1、天津Ⅴ型片K为6.5)α--源曝光时的强度(Ci)α0--源出厂时的强度(Ci)X--源出厂后的时间(天)6.9.3 γ射线检测曝光时间的选择也可按设备厂家提供的计算尺来确定。
6.9.4为达到规定的底片黑度,减少散射线的影响,X光透照推荐采用5~10mA.min的曝光量,即高电压、短时间的曝光技术。
6.9.5双壁双影的焦距不小于600mm,双壁单影的焦距选择应尽量接近管外径,以同时满足几何不清晰度Ug及透照厚度比K值的要求;AB级K≤1.1,为满足几何不清晰度Ug 的要求,射线源至工件表面的距离L1可由下式确定:L1≥10dL22/3式中: d ——焦点尺寸,当焦点为圆形或正方形时,等于圆直径或正方形边长;当焦点为矩形(边长分别为a 和b)时,d=(a+b)/2。
L2——射线源侧工件表面至胶片的距离。
6.10无用射线和散射线的屏蔽6.10.1可采取χ射线管窗口上装设锥形铅罩或铅质遮光板,限制受检部位的受照面积减少散射线的影响。
6.10.2在胶片与增感屏后加块厚度约1~4㎜的铅板,减少背散射线。
6.11 检测记录现场检测人员必须用公司规定的记录表格做好射线检测原始记录,要求填写内容完整、规范、准确,并签名。
6.12暗室处理6.12.1显影:显影液应控制在20±1℃之间,显影时间一般为3~7分钟。
6.12.2 对拍回的片应先试洗两张,确定合适的显影时间后再批量续洗。
6.12.3冲洗一定数量的底片后,应及时进行药液补充,以保持药液浓度,确保冲洗质量。
6.12.4暗室灯光不宜太亮,应控制在安全的亮度下。
6.12.5显影过程中,应适当抖动洗片架,使底片显影均匀。
6.12.6 停显与定影:底片显影完毕应在醋酸溶液中进行停显后,才放进定影槽进行定影;定影时间一般为12~15分钟。
6.12.7 水洗:底片定影完毕,应在流动的水槽中水洗15~20分钟。
6.12.6底片晾干或烘干前应用脱水浸泡1~2分钟,脱水剂的配制方法为:1升脱水剂:1~3ml洗洁剂加水至1000ml。
6.13底片评定6.13.1底片按JB4730-94标准规定评定焊缝质量等级。
6.13.2底片质量要求:底片评定区内不得有妨碍评定结果的划伤、水迹等伪影象。
标志字码必须齐全并应离焊缝边缘5㎜以上。
象质计应摆放正确,象质指数应达到AB级的要求。
6.13.3评片实行初评和审核制,并由RT-Ⅱ或RTⅢ级人员担任。
6.14返修及扩探的要求发现有不合格的缺陷,应以返修通知单形式送交委托方返修。
返修完毕经焊接质检员确认外观质量合格后,委托人须通知项目无损检测责任人,在原位按原探伤规范进行复探;对返修部位进行射线检测时,应加“R”标记,一次返修时加“R1”,二次返修时加“R2”…。
如需扩探时,委托人应以委托单形式通知项目无损检测责任人进行扩探,扩探部位应加“K1”、“K2”…的标记。
6.15 检测报告项目无损检测责任人组织编制检测报告,除业主特别要求外,均应采用公司标准的报告表格,检测报告要填写齐全,书写工整规范,不得涂改,如一页报告中有空白,在空白第一栏标注“以下空白”字样;检测报告经RT专业检测责任师或其授权的人员审核并签名后,由技术负责人或其授权的人员签发7 超声波检测(UT)7.1检测数量及比例按施工技术要求及检验委托书执行。
7.2探伤方法:单斜探头直接接触法〈或直射法〉7.3探头移动区及其表面的要求:采用一次反射法时,探头移动区为焊缝两侧不小于2.5T k㎜宽的范围,当采用直射法检测时,探头移动区应不小于1.5Tk㎜宽的范围。
其区域的表面应清除锈蚀、飞溅、油污及其它杂物,检测表面应平整光滑。
7.4仪器、探头、试块及耦合剂选择7.4.1仪器:选择CTS-2000型数字式超声波探伤仪。
7.4.2探头选择:斜探头,K值1~2.5,探测频率2.5MHz。
直探头,晶片直径10-25mm,探测频率2.5MHz。
根据工件厚度适当选择,7.4.3试块使用CSK-ⅠA、RB-3试块。
7.4.4选用专用浆糊作耦合剂。
7.5仪器调整及校验7.5.1 测定探头的参数:调整仪器前先测定探头的前沿和K值。
7.5.2时基线校准:按检件厚度确定扫描比例(T=8~20mm时,按水平1:1校准;T≥20mm时,按深度1:1校准)。
7.5.3距离—波幅曲线的绘制7.5.3.1通过实测数据在坐标纸上绘制距离—波幅曲线,并附在检测记录上。
7.5.3.2直接在荧光屏面板上绘制面板距离—波幅曲线(面板曲线),方便操作。