表面粗糙度的符号
- 格式:doc
- 大小:238.50 KB
- 文档页数:5
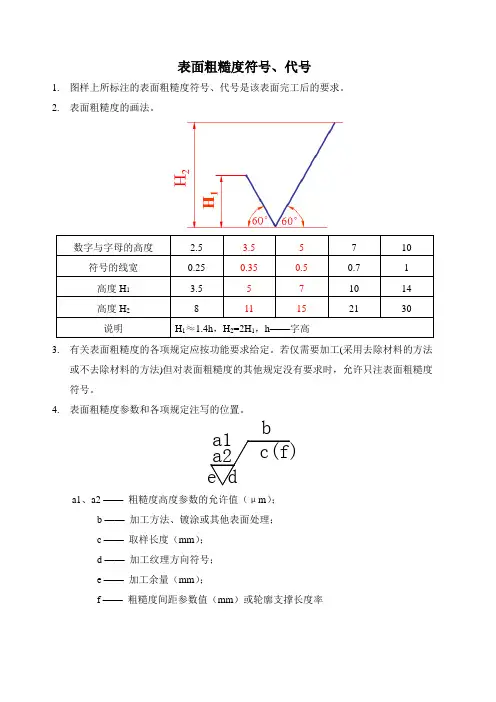
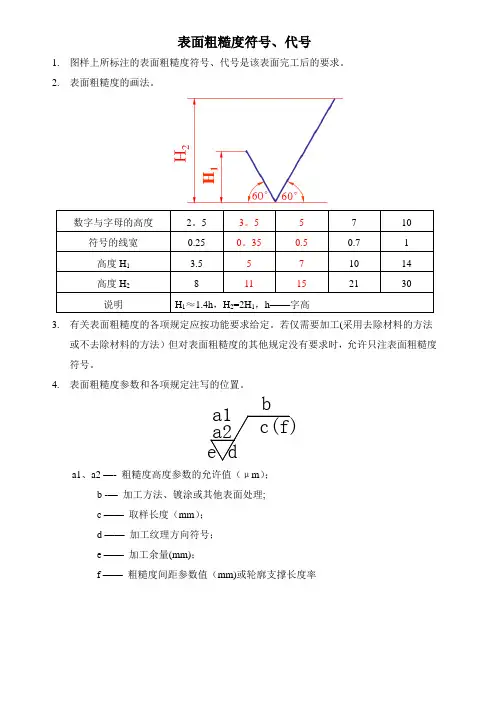
表面粗糙度符号、代号1.图样上所标注的表面粗糙度符号、代号是该表面完工后的要求。
2.表面粗糙度的画法。
数字与字母的高度 2.5 3.5 5 7 10 符号的线宽0.25 0.35 0.5 0.7 1高度H1 3.5 5 7 10 14高度H28 11 15 21 30说明H1≈1.4h,H2=2H1,h——字高3.有关表面粗糙度的各项规定应按功能要求给定。
若仅需要加工(采用去除材料的方法或不去除材料的方法)但对表面粗糙度的其他规定没有要求时,允许只注表面粗糙度符号。
4.表面粗糙度参数和各项规定注写的位置。
a1 a2 e d bc(f)a1、a2 ——粗糙度高度参数的允许值(μm);b ——加工方法、镀涂或其他表面处理;c ——取样长度(mm);d ——加工纹理方向符号;e ——加工余量(mm);f ——粗糙度间距参数值(mm)或轮廓支撑长度率5.图样上表示零件表面粗糙度的符号。
符号意义及说明基本符号,表示表面可用任何方法获得。
当不加注粗糙度参数值或有关说明(例如:表面处理、局部热处理状况等)时,仅适用于简化代号标注基本符号加一短划,表示表面是用去除材料的方法获得。
例如:车、铣、钻、磨、剪切、抛光、腐蚀、电火花加工、气割等基本符号加一小圆,表示表面是用不去除材料的方法获得。
例如:铸、锻、冲压变形、热轧、冷轧、粉末冶金等。
或者是用于保持原供应状况的表面(包括保持上道工序的状况)在上述三个符号的长边上均可加一横线,用于标注有关参数和说明在上述三个符号上均可加一小圆,表示所有表面具有相同的表面粗糙度要求6.当允许在表面粗糙度参数的所有实测值中超过规定值的个数少于总数的16%时,应在图样上标注表面粗糙度参数的上限值或下限值。
7.当要求在表面粗糙度参数的所有实测值中不得超过规定值时,应在图样上标注表面粗糙度参数的最大值或最小值。
8.表面粗糙度高度参数轮廓算术平均偏差R a值的标注见下表,R a在代号中用数值表示(单位为微米μm),参数值前可不标注参数代号。
表面粗糙度的符号、代号
在图件上对零件表问质量的要求,用表面粗糙度符号、代号表示。
国家标准(GB131-93)规定了表面粗糙度的符号、代号及其注法。
同时指出,图样上所标注的粗糙度符号、代号是指该表面加工后的要求。
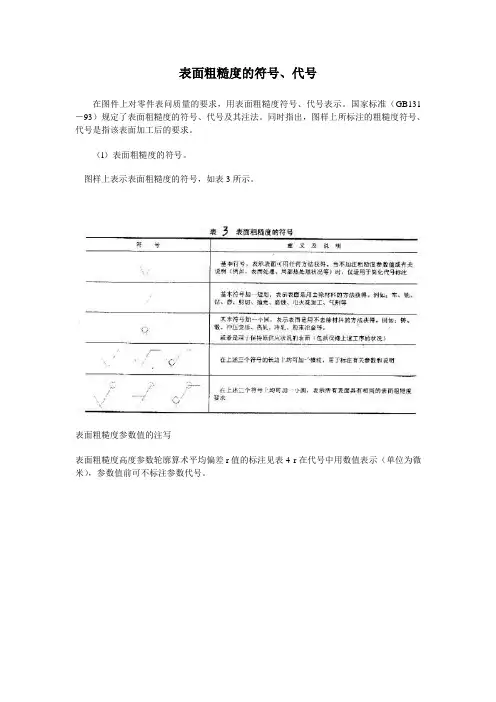
(l)表面粗糙度的符号。
图样上表示表面粗糙度的符号,如表3所示。
表面粗糙度参数值的注写
表面粗糙度高度参数轮廓算术平均偏差r值的标注见表4 r在代号中用数值表示(单位为微米),参数值前可不标注参数代号。
表面粗糙度高度参数轮廓微观不平度十点高度r、轮廓最大高度r值(单位均为um)的标注见表5
如果允许在表面粗糙度参数的所有实测值中超过规定值的个数少于总数的16%时,应在图样上标注表面粗糙度参数的上限值或下限值。
当要求在表面粗糙度参数的所有实测值中不得超过规定值时,应在图样上标注表面粗糙度的最大值或最小值。
(3)表面粗糙度其它各项规定
根据零件表面的功能需要和表面粗糙度高度参数值的测量要求等,还可以对表面粗糙度的标注作出其它一些规定,包括取样长度、指定加工方法、表面粗糙度间距参数轮廓的单峰平均间距、轮廓微观不平度的平均间距、轮廓支承长度率、加工纹理方向的控制和加工余量等,标注代号及其意义示例,见表6
表面粗糙度数值及其有关规定在符号中的注写位置的比例,如图2所示。
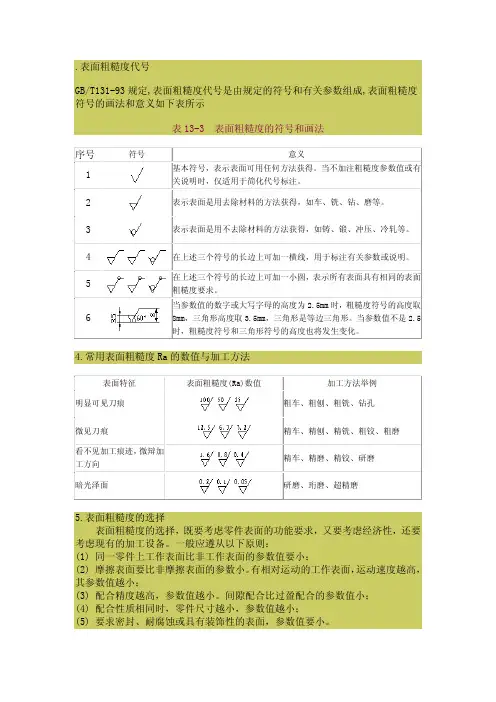
.表面粗糙度代号GB/T131-93规定,表面粗糙度代号是由规定的符号和有关参数组成,表面粗糙度符号的画法和意义如下表所示表13-3 表面粗糙度的符号和画法序号 符号 意义 1基本符号,表示表面可用任何方法获得。
当不加注粗糙度参数值或有关说明时,仅适用于简化代号标注。
2表示表面是用去除材料的方法获得,如车、铣、钻、磨等。
3表示表面是用不去除材料的方法获得,如铸、锻、冲压、冷轧等。
4在上述三个符号的长边上可加一横线,用于标注有关参数或说明。
5在上述三个符号的长边上可加一小圆,表示所有表面具有相同的表面粗糙度要求。
6 当参数值的数字或大写字母的高度为2.5mm 时,粗糙度符号的高度取8mm,三角形高度取3.5mm,三角形是等边三角形。
当参数值不是2.5时,粗糙度符号和三角形符号的高度也将发生变化。
4.常用表面粗糙度Ra 的数值与加工方法表面特征表面粗糙度(Ra)数值 加工方法举例 明显可见刀痕粗车、粗刨、粗铣、钻孔 微见刀痕精车、精刨、精铣、粗铰、粗磨 看不见加工痕迹,微辩加工方向精车、精磨、精铰、研磨 暗光泽面研磨、珩磨、超精磨 5.表面粗糙度的选择表面粗糙度的选择,既要考虑零件表面的功能要求,又要考虑经济性,还要考虑现有的加工设备。
一般应遵从以下原则:(1) 同一零件上工作表面比非工作表面的参数值要小;(2) 摩擦表面要比非摩擦表面的参数小。
有相对运动的工作表面,运动速度越高,其参数值越小;(3) 配合精度越高,参数值越小。
间隙配合比过盈配合的参数值小;(4) 配合性质相同时,零件尺寸越小,参数值越小;(5) 要求密封、耐腐蚀或具有装饰性的表面,参数值要小。
表面粗糙度标注原则一、引言表面粗糙度是指物体表面的不光滑程度,它对物体的性质和使用性能有着重要影响。
为了准确地描述和标注表面粗糙度,人们制定了一些标注原则和方法。
本文将介绍几个常用的表面粗糙度标注原则,以帮助读者更好地理解和应用。
二、R符号法R符号法是最常用的表面粗糙度标注方法之一。
它使用一个大写字母“R”加上一个数字表示表面粗糙度的等级。
数字越大,表面越粗糙。
例如,Rz10表示表面粗糙度为10微米。
R符号法简单明了,易于理解和应用。
三、Ra参数法Ra参数法是另一种常用的表面粗糙度标注方法。
它使用一个大写字母“Ra”加上一个数字表示表面粗糙度的平均值。
Ra值越大,表面越粗糙。
例如,Ra0.8表示表面粗糙度的平均值为0.8微米。
Ra参数法对表面粗糙度进行了更精确的描述和评估。
四、Rmax参数法Rmax参数法是用来表示表面最大粗糙度的一种标注方法。
它使用一个大写字母“Rmax”加上一个数字表示表面最大粗糙度的值。
Rmax值越大,表面最大粗糙度越高。
例如,Rmax50表示表面最大粗糙度为50微米。
Rmax参数法对表面粗糙度的极值进行了标注。
五、其他标注方法除了上述常用的标注方法外,还有一些其他的表面粗糙度标注方法。
例如,使用符号“λ”表示表面波纹度,使用符号“Δ”表示表面峰谷高度差等。
这些标注方法在特定领域和特定要求下得到了应用。
六、标注原则在进行表面粗糙度标注时,应遵循以下几个原则:1. 标注方法应符合国家和行业标准,以确保标注的准确性和可比性;2. 标注应尽量简洁明了,避免使用过多的符号和术语,以便于理解和使用;3. 标注应尽量具体,精确描述表面粗糙度的特征和数值,避免歧义和误解;4. 标注应与设计和制造要求相匹配,以保证产品的质量和性能;5. 标注应尽量规范整洁,避免混乱和错误。
七、应用实例表面粗糙度的标注在各个领域和行业都有广泛应用。
例如,在机械加工中,标注表面粗糙度可以帮助操作人员选择合适的刀具和工艺参数,以提高加工质量和效率。
表面粗糙度符号、代号1. 图样上所标注的表面粗糙度符号、代号是该表面完工后的要求。
2. 表面粗糙度的画法。
3. 有关表面粗糙度的各项规定应按功能要求给定。
若仅需要加工(采用去除材料的方法或不去除材料的方法)但对表面粗糙度的其他规定没有要求时,允许只注表面粗糙度符号。
4. 表面粗糙度参数和各项规定注写的位置。
a1、a2 —- 粗糙度高度参数的允许值(μm );b -— 加工方法、镀涂或其他表面处理;c —— 取样长度(mm );d —— 加工纹理方向符号;e —— 加工余量(mm);f —— 粗糙度间距参数值(mm)或轮廓支撑长度率b5.图样上表示零件表面粗糙度的符号。
6.当允许在表面粗糙度参数的所有实测值中超过规定值的个数少于总数的16%时,应在图样上标注表面粗糙度参数的上限值或下限值.7.当要求在表面粗糙度参数的所有实测值中不得超过规定值时,应在图样上标注表面粗糙度参数的最大值或最小值。
8.表面粗糙度高度参数轮廓算术平均偏差R a值的标注见下表,R a在代号中用数值表示(单位为微米μm),参数值前可不标注参数代号。
用任何方法获得的表面粗糙度,9.表面粗糙度高度参数轮廓微观不平度十点高度R z、轮廓最大高度R y值(单位为微米μm)的标注见下表,前需标注出相应的参数代号。
10.取样长度应标注在符号长边的横线下面,见图1。
图1若按GB 10610-1989第6。
1条中表1、表2的有关规定选用对应的取样长度时,在图样上可省略标注。
11.若需要标注表面粗糙度间距参数轮廓的单峰平均间距S值、轮廓微观不平度的平均间距S m值或轮廓支承长度率tp时,应注在符号长边的横线下面,数值写在相应代号的后面。
图2a是轮廓微观不平度的平均间距S m上限值的标注示例.图2b是轮廓支承长度率t p的标注示例,表示水平截距C在轮廓最大高度R y的50%位置上,支承长度率为70%,给出的t p为下限值.图2c为S m最大值的标注示例。
表面粗糙度
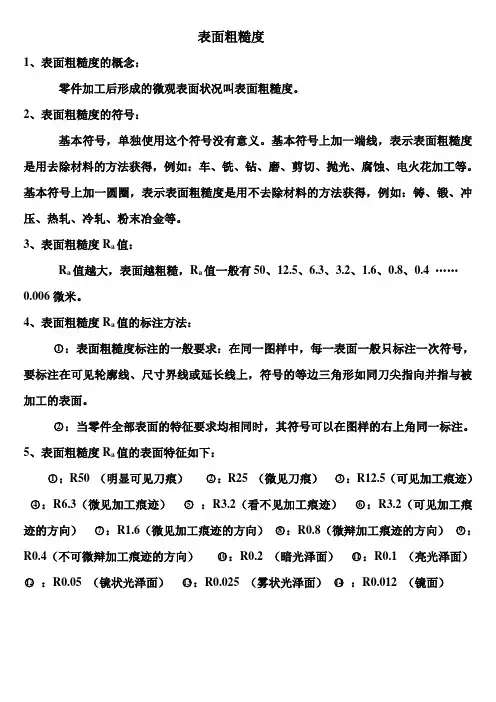
1、表面粗糙度的概念:
零件加工后形成的微观表面状况叫表面粗糙度。
2、表面粗糙度的符号:
基本符号,单独使用这个符号没有意义。
基本符号上加一端线,表示表面粗糙度是用去除材料的方法获得,例如:车、铣、钻、磨、剪切、抛光、腐蚀、电火花加工等。
基本符号上加一圆圈,表示表面粗糙度是用不去除材料的方法获得,例如:铸、锻、冲压、热轧、冷轧、粉末冶金等。
3、表面粗糙度R a值:
R a值越大,表面越粗糙,R a值一般有50、12.5、6.3、3.2、1.6、0.8、0.4 ……0.006微米。
4、表面粗糙度R a值的标注方法:
○1:表面粗糙度标注的一般要求:在同一图样中,每一表面一般只标注一次符号,要标注在可见轮廓线、尺寸界线或延长线上,符号的等边三角形如同刀尖指向并指与被加工的表面。
○2:当零件全部表面的特征要求均相同时,其符号可以在图样的右上角同一标注。
5、表面粗糙度R a值的表面特征如下:
○1:R50 (明显可见刀痕)○2:R25 (微见刀痕)○3:R12.5(可见加工痕迹)○4:R6.3(微见加工痕迹)○5:R3.2(看不见加工痕迹)○6:R3.2(可见加工痕迹的方向)○7:R1.6(微见加工痕迹的方向)○8:R0.8(微辩加工痕迹的方向)○9:R0.4(不可微辩加工痕迹的方向)○10:R0.2 (暗光泽面)○11:R0.1 (亮光泽面)○12:R0.05 (镜状光泽面)○13:R0.025 (雾状光泽面)○14:R0.012 (镜面)。
粗糙度老标准与新标准符号粗糙度是表面质量的一个重要指标,它反映了材料表面的不平整程度。
在工程领域中,粗糙度的标准符号对于材料加工、表面处理和质量控制都具有重要意义。
在过去的一段时间里,粗糙度的标准符号经历了一些变化,老标准与新标准之间存在一些差异。
本文将对粗糙度的老标准与新标准符号进行比较,以便读者更好地理解和应用这一重要的表面质量指标。
首先,我们来看一下粗糙度的老标准符号。
在老标准中,粗糙度通常用Ra来表示,它是表面在一个特定长度范围内的平均粗糙度值。
Ra的单位通常是微米(μm),它可以直观地反映出表面的光洁度和平整程度。
除了Ra之外,老标准中还有一些其他的符号,比如Rz、Rmax等,它们分别表示不同的粗糙度参数,用于更全面地描述表面的质量特征。
而在新标准中,粗糙度的符号体系有了一些变化。
除了Ra之外,新标准中还引入了一些新的符号,比如Rq、Rp、Rv等。
这些新的符号可以更准确地描述表面的质量特征,对于一些特殊的加工和表面处理工艺有着更好的适用性。
同时,新标准还对原有的符号体系进行了一些调整和完善,使得粗糙度的描述更加准确和全面。
在实际应用中,粗糙度的标准符号对于工程师和技术人员来说都是非常重要的。
它们不仅可以用于表征材料的表面质量,还可以作为质量控制的依据,帮助人们更好地选择加工工艺和表面处理方法。
因此,了解粗糙度的老标准与新标准符号对于提高工程质量和效率都具有重要意义。
总的来说,粗糙度的老标准与新标准符号在某种程度上都可以反映出材料表面的质量特征,但它们之间也存在一些差异。
了解和掌握这些符号体系,对于工程实践和质量控制都具有重要意义。
希望本文能够对读者有所帮助,使他们能够更好地应用粗糙度的标准符号,提高工程质量和效率。
粗糙度符号含义全解粗糙度符号是用来表征缺陷在表面形状、深度或尺寸方面的程度的一种特殊的形式水准,它可以帮助我们定位、分析、确定某一种缺陷的级别,从而可以选择最佳的处理方法。
粗糙度符号有以下几类:一、平整度符号:主要包括外表面形状缺陷和表面粗糙度缺陷。
1. 抛光性缺陷——表面余光:SP(Smooth Polished);2. 抛光回缩缺陷——毛刷痕迹:BR(Brushed);3. 活动痕迹——划痕、口子、折返边等:F(Fluted);4. 非抛光痕迹——交叉痕迹、锐角痕迹、晶粒痕迹等:MP (Mechanically Polished).二、尺寸变化符号:主要包括垂直变形、水平变形和同时出现垂直水平变形的缺陷。
1. 垂直变形——缩短、拉长:LV(Length Over Variation);2. 水平变形——宽度变形:TW(Thickness Over Variation);3. 同时出现垂直和水平变形:DV(Diagonal Variation)。
三、深度变化符号:指表面凹起、凹陷的程度,可以用数字表示。
1. 深度变化——深度凹陷:Dp(Depth of Pit);2. 深度变化——深度凸起:Dw(Depth of Wave)。
四、平整度测量符号:主要包括两种:抛光等级和RMax/R95等级。
1. 抛光等级:指表面光洁度等级,用中文标注为225、75、15、5、1——其数字值指可被人类眼睛看见的最小的细小的点的最大的视角(最小的弧度),表示抛光度的增加,其数字越小,光洁度越高;2. RMax/R95等级:结合出现在曲率上的Nmax和N95的表达形式,分别用RMax(Radius Maximum)和R95(Radius 0.95)表示,其数字表示曲率半径(弧度)的变化,数字越小,表面弧度越强。
1、表面粗糙度符号及意义符号意义表面粗糙度参数和各项规定注写的位置基本符号,单独使用这符号是没有意义的α1、α2——粗糙度高度参数的允许值(μm ); b ——加工方法、镀涂或其他表面处理; c ——取样长度(mm );d ——加工纹理方向符号;e ——加工余量(mm );f ——粗糙度间距参数值(mm )或轮廊支承长度率基本符号上加一短划,表示表面粗糙度是用去除材料方法获得。
例如:车、铣、钻、磨、剪切、抛光、腐蚀、电火花加工等基本符号加一小圆,表示表面粗糙度是用不去除材料的方法获得。
例如:铸、锻、冲压变形、热轧、冷轧、粉末冶金等或者是用于保持原供应状况的表面(包括保持上道工序的状况)以上三个符号的长边可加一横线,用于标注参数;在长边与横线间可加一小圆,表示所有表面具有相同的表面粗糙度要求。
2、表面粗糙度高度参数的标注R a 值R z ,R y 值代号意义代号意义用任何方法获得的表面,R a 的最大允许值为3.2μm用任何方法获得的表面,R Y 的最大允许值为3.2μm用去除材料获得的表面,R a 的最大允许值为3.2μm用不去除材料方法获得的表面,R z 的最大允许值为200μm用不去除材料获得的表面,R a 的最大允许值为3.2μm用去除材料方法获得的表面,R z 的最大允许值(R zmax )为3.2μm ,最小允许值(R zmin )为1.6μm 用去除材料方法获得的表面,R a 的最大允许值(R amax )为3.2μm ,最小的允许值(R amin )为1.6μm用去除材料方法获得的表面,R a 的最大允许值为3.2μm ,R Y 的最大允许值为12.5μm3、表面粗糙度符号的画法d′=h/10;H=1.4h;h——为字体高度。
粗糙度三角形符号含义
粗糙度三角形符号的含义
粗糙度三角形符号是工程领域中常见的符号之一,用于表示表面粗糙度的特征和要求。
这个符号通常由一个倒置的等边三角形和一条横线组成,横线位于三角形的上方。
在工程设计中,表面粗糙度是衡量物体表面粗糙程度的一个指标。
粗糙度可以影响物体的功能和性能,如密封性能、润滑条件、摩擦力等。
因此,粗糙度的控制对于确保产品质量和性能至关重要。
粗糙度三角形符号用于表示对表面粗糙度的尺寸要求和测量方法的说明。
具体而言,三角形表示测量或理论粗糙程度的基本尺寸,例如Ra(光洁度平均值)、Rz(峰-谷值)或其他国际标准定义的参数,横线表示该符号所代表的尺寸在测量或理论中的具体范围。
通过粗糙度三角形符号,工程师和制造商可以更准确地了解产品需要达到的表面粗糙度要求。
在制造过程中,应根据相应设计要求选择合适的工艺和方法,以确保产品表面的精度和性能。
总之,粗糙度三角形符号在工程领域起着重要的作用,它清晰地传达了关于表面粗糙度的设计要求和测量方法,帮助确保产品质量和功能的达标。
工程师和制造商应该熟练掌握这一符号的含义,并根据其要求进行相应的制造和检测。
表面粗糙度的概念和表面粗糙度符号表面粗糙度的概念和表面粗糙度符号
1.表面粗糙度的基本概念
经过机械加工的零件表面,总会出现一些宏观和微观上几何形状误差,零件表面上的微观几何形状误差,是由零件表面上一系列微小间距的峰谷所形成的,这些微小峰谷高低起伏的程度就叫零件的表面粗糙度。
表面粗糙度是衡量零件表面加工精度的一项重要指标,零件表面粗糙度的高低将影响到两配合零件有接触表面的摩擦、运动面的磨损、贴合面的密封、配面的工作精度、旋转件的疲劳强度、零件的美观等等,甚至对零件表面的抗腐蚀性都有影响。
在工程中,评定表面粗糙度的高度参数,有轮廓算术平均偏差(R),微观不平度十
图1轮廓算术平均偏差
轮廓算术平均偏差的定义是:在取样长度L(用上判别具有表面粗糙度特征的一段基准线长度)内,轮廓偏距绝对值的算术平均值即为Ra,如图1所示。
在图中, x轴为基准线,轮廓线上的各点到基准线之间的偏距为Y1,Y2,…Yp…Yn,Rs只为轮廓算术平均偏差值,则其数学表达式为
式中 n 测点数;
Yi 峰谷任一测点到基准的偏距。
Rs的值越大,表面就越粗糙。
轮廓算术平均偏差Rs的数值见表1设计时应优先选用表中的第一系列值。
在图纸上规定表面粗糙度要求时,还必须给出测定粗糙度的取样长度,必要时还可以叙定其它附加条件和要求。
但是,若测量R时的取样长度按表2的对应值选取时。
在图样上L值可省略不标。
2.表面粗糙度的符号、代号
在图件上对零件表问质量的要求,用表面粗糙度符号、代号表示。
国家标准(GB131-93)规定了表面粗糙度的符号、代号及其注法。
同时指出,图样上所标注的粗糙度符号、代号是指该表面加工后的要求。
(l)表面粗糙度的符号。
图样上表示表面粗糙度的符号,如表3所示。
表面粗糙度参数值的注写
表面粗糙度高度参数轮廓算术平均偏差r值的标注见表4 r在代号中用数值表示(单位为微米),参数值前可不标注参数代号。
表面粗糙度高度参数轮廓微观不平度十点高度r、轮廓最大高度r值(单位均为um)的标注见表5
如果允许在表面粗糙度参数的所有实测值中超过规定值的个数少于总数的16%时,应在图样上标注表面粗糙度参数的上限值或下限值。
当要求在表面粗糙度参数的所有实测值中不得超过规定值时,应在图样上标注表面粗糙度的最大值或最小
值。
(3)表面粗糙度其它各项规定
根据零件表面的功能需要和表面粗糙度高度参数值的测量要求等,还可以对表面粗糙度的标注作出其它一些规定,包括取样长度、指定加工方法、表面粗糙度间距参数轮廓的单峰平均间距、轮廓微观不平度的平均间距、轮廓支承长度率、加工纹理方向的控制和加工余量等,标注代号及其意义示例,见表6
表面粗糙度数值及其有关规定在符号中的注写位置的比例,如图2所示。