常见钢帘线质量问题
- 格式:ppt
- 大小:6.84 MB
- 文档页数:53
探讨电梯钢带跑偏问题的原因及注意事项摘要:近年来随着社会经济的发展,电梯需求量明显提高,小体积的电梯主机深受关注。
但是电梯安装、使用过程中故障问题也十分常见、高发,钢带跑偏便是常见的质量问题,对电梯的安全、稳定运行造成不良影响。
基于此,本文对电梯钢带跑偏的原因进行分析,并提出安装、保养相关注意事项,为电梯的安全稳定运行提供保障。
关键词:电梯;钢带;跑偏;原因;注意事项目前小机房、无机房电梯的需求量逐年增加,电梯已得到广泛应用,尤其是一些较小的电梯主机,深受人们青睐。
因为曳引轮直径和钢丝绳直径的比例不可低于40,因此曳引轮的大小决定电梯主机不能做到太小。
复合钢带的使用有效减少曳引轮的体积,使用钢带作为悬挂装置的电梯主机体积明显下降。
复合钢带的应用不但能够减小主机体积,同时还具有降噪、节能的作用,为电梯的稳定运行夯实基础,提高舒适度。
但是钢带受诸多因素影响容易出现跑偏问题,对电梯的安全稳定运行造成不利影响。
因此相关工作人员应全面分析跑偏原因,采取有效的解决措施,同时充分了解安装、维护等方面的注意事项,全面落实相关工作,及时解决问题,提高电梯的运行质量。
1.电梯钢带跑偏问题的原因钢带是电梯的重要结构部分,其主要作用为承载电梯重量和带动电梯运行。
钢带可作为曳引和吊挂的载体,不但作为重要安全部件,承载轿厢对重的重量,也是曳引的载体,驱动电梯轿厢运转。
为了了解钢带跑偏的原因,首先要了解钢带的缺点。
由于钢带表面材料的摩擦系数较大,因此一些型号的电梯存在曳引力过大的问题。
例如检验时很多维护保养人员反映,当对重压实缓冲器时,如果电梯的悬挂装置为钢带,主机向上行方向运行,空轿厢仍然处于向上提升的状态。
同时因为钢带摩擦系数较大,电梯运行过程中出现断电情况,轿厢停止速度较快,减速度较大,因此用户投诉有不适感,因此钢带电梯的速度无法做到太快。
针对钢带跑偏这一问题,钢带跑偏始终是一个处理难度较大的问题,虽然其不常发生,但是发生后,及时找出原因和彻底解决跑偏问题的难度较大。
全钢载重子午胎压延帘布常见缺陷原因分析及对策全钢载重子午胎压延帘布常见缺陷原因分析及对策子午线轮胎生产工艺复杂,半成品部件精度要求高,钢丝帘布是子午线轮胎重要的骨架材料.其尺寸精度与轮胎成本密切相关.由于笔者所在工厂全钢压延设备自动化程度较低,没有帘布厚度,胶片厚度检测以及自动调节装置.在很大程度上是靠操作人员手动测量及调整帘布厚度,胶片厚度.存在测量误差和调整误差,大大降低了操作精度,直接影响帘布品质.在生产过程中,帘布常见的缺陷有整幅钢丝稀线,局部稀线,边部稀线,整幅脱层,边部脱层,掉皮,帘布喷霜等,由于这些因素的存在直接影响帘布品质,导致压延,裁断耗损量及X光废品率的增加,降低了轮胎的高速,耐久性能,影响轮胎的使用寿命.本文针对压延生产过程中常出现的一些帘布缺陷进行分析,并针对不同缺陷制定相应的解决措施,重在提高帘布质量,降低耗损,提升轮胎品质.一,帘布整幅钢丝稀线帘布整幅钢丝出现排列不均,布面凹凸不平,帘布切面钢丝间距大于正常钢丝间距,稀开距离为1根钢丝.1.原因分析(1)压延机2,3辊速比不合理,2辊速度过快,导致上胶片擦人钢丝间的力过大,将相邻钢丝向两侧挤,造成钢丝间距大于正常钢丝间距:(2)压延辊温度与供胶温度偏低,胶料未充分渗透到钢丝帘线间,从而导致钢丝帘线压延密度不均: (3)单丝张力不均匀或锭子架掉压,钢丝进入辊隙被胶料挤开,造成帘布整幅稀线;(4)胶料门尼过高,致使胶料渗透性差,造成帘布整幅稀线:(5)整经辊,压力辊沟槽与钢丝帘线直径不匹配,压延时钢丝帘线跳动比较严重,造成钢丝帘线嗣赵金龙陆林压延密度不均:(6)压力辊与主机辊筒间隙过大,钢丝未能嵌入下胶片中,钢丝帘线被上胶片挤开,造成帘布整幅稀线:(7)整经辊,压力辊支架液压站掉压.钢丝进入辊隙被胶料挤开,造成帘布整幅稀线:(8)上胶片偏厚,下胶片偏薄,钢丝嵌人下胶片深度不够,上胶片余胶偏多,将钢丝帘线挤开,造成钢丝间距大于正常钢丝间距.2.解决措施(1)控制压延机2,3辊速比,不易过大,2,3辊速比设置为1.02—1.04:1:(2)严格控制压延辊温和供胶温度,可以根据不同季节制定标准,夏季为75-+5cI=,冬季为85+5℃, 供胶温度为90+5℃,保证压延时胶料具有良好的流动性,使胶料能够充分渗透到钢丝帘线间;(3)定期对单丝张力进行标定以及对锭子架风(4)严禁使用门尼粘度不合格的胶料,高门尼胶料与低门尼胶料搭配使用:(5)整经辊,压力辊标识要清楚,不同钢丝帘线要使用相应的整经辊,压力辊;规范整经辊,压力辊保养周期,磨损严重的不能投入使用:(6)定期校验压力辊跳动量.生产前检测压力辊与主机辊间隙.确定压力辊与主机辊间隙左右一致:(7)生产前检点整经辊,压力辊支架液压站压力,确定没有掉压及左右压力不一致情况:(8)压延时对上下胶片厚度进行检点,控制好上胶片余胶量,余胶量控制在0~3mm范围内. 二,局部稀线在帘布表面局部出现小面积稀线,位置不定,而且呈周期出现.1.原因分析(1)划气泡装置失灵,上下胶片与辊筒间的气泡将钢丝帘线局部挤开,造成钢丝帘线局部出现稀线:(2)辊筒表面温度不一致,局部温度偏低,会降低该位置胶料流动性,从而产生局部稀线;(3)辊筒表面有硬伤,凹进去的部分加大了此处胶料体积,在压延过程中多余的胶料会把钢丝帘线挤开,造成钢丝帘线局部稀线;(4)单根钢丝张力消失,压延时会产生局部稀线:(5)掉胶造成帘布局部稀线.(1)定期检查气泡刀刀片是否锋利,如果磨顿要及时更换新刀.压延时调整气泡刀风压,保证气泡刀划破胶片,排净上下胶片与辊筒间气体; (2)定期测量压延辊筒表面各位置温度,对于温度变差大的位置要及时排查;(3)保证金属探测设备的灵敏性,坚决不能让金属杂质进人辊隙,伤害辊筒表面精度.对有硬伤的压延辊筒,采取磨削的方式对辊筒表面进行研磨;(4)定期对单丝张力进行标定,对于损害的锭子架一定要作好标记,在压延过程中可将此根钢丝剪断或更换锭子位置等方法进行处理;(5)在上供胶皮带下面加托盘,防止运输带上面胶料落到钢丝帘线上.三,边部稀线片左右厚度一致:(2)每次开班前用塞尺测量辊筒间隙,保证辊筒左右间隙一致.在生产过程中单侧调整辊距时, 要注意帘布边部是否有稀线情况,并且测量帘布调整后厚度:(3)生产前检点整径辊,压力辊支架液压站压力.确定没有掉压及左右压力不一致情况.定期标定压力辊与主机辊间隙,如有异常立即调整.四,整幅脱层帘布表面大面积麻面,不平,起鼓,取帘布断面,胶料没有渗透到钢丝帘线缝隙中,钢丝帘线在帘布里面发生窜动.1.原因分析(1)上胶片偏薄,在辊隙间没有余胶,胶料渗透能力下降,导致帘布覆胶不实,而产生帘布大面积脱层:(2)主机辊筒间隙太大,上下胶片压力降低,胶料渗透能力下降,导致帘布覆胶不实,而产生帘布大面积脱层:(3)胶料中含有过量的水,油等物质,降低胶料与钢丝附着力,造成帘布大面积脱层.2.解决措施(1)压延时对上下胶片厚度进行检点,同时控制上胶片余胶量在0~3ram范围内;(2)压延时注意帘布表面,如果发生帘布脱层时,可以在保证帘布厚度的情况下,减小辊距,加大辊隙间胶料压力,使帘布覆胶更密实;(3)开班前认真检点胶料,严禁使用不合格胶压延帘布边部出现宽20~30mm范围内连续稀料. 线.1.原因分析(1)上胶片,下胶片左右厚度不一致,在辊筒间隙一定的情况下.胶片厚的一侧上胶片对边部钢丝帘线压力偏大,造成帘布边部稀线;(2)主机辊筒左右间隙不一致,间隙小的一侧压力偏大,把钢丝帘线挤开,造成帘布边稀线; (3)压力辊与主机辊左右间隙不一致,间隙大的一侧钢丝帘线未嵌入下胶片中,进入辊隙时被上胶片挤开.造成帘布边部稀线.2.解决对策(1)压延时对上下胶片厚度进行检点,保证胶五,边部脱层帘布单侧边部出现宽lOmm左右小面积脱层. 1.原因分析(1)上胶片,下胶片左右厚度不一致,在辊筒间隙一定的情况下,胶片薄的一侧上胶片对边部钢丝帘线压力偏小,造成帘布边部连续脱层;(2)主机辊筒左右间隙不一致,在上下胶片厚度一定的情况下,辊筒间隙大的一侧压力偏小,胶料渗透性能下降,造成帘布边部连续脱层;(3)辊筒快速打开液压站泄漏掉压,造成2,3辊辊隙周期变化,当打开的时候,辊距变大,造成帘布一侧胶料压力变小,胶料渗透性能下降,造成帘布边部周期性脱层.2.解决措施(1)压延时对上下胶片厚度进行检点,保证胶片左右厚度一致:(2)每次开班前用塞尺测量辊筒间隙,保证辊筒左右间隙一致.在生产过程中单侧调整辊距时, 要注意帘布边部是否有脱层情况.并且测量帘布调整后厚度:(3)定期检测快速打开液压站压力,如发现异常立即调整.六,掉皮帘布局部露钢丝,面积大小不等.1.原因分析(1)人工扎气泡时,破坏胶片面积偏大,造成帘布表面局部漏钢丝帘线且连续:(2)上下供胶出现断胶情况,降低辊筒上胶容量,造成帘布表面局部漏钢丝帘线且连续.2.解决措施(1)人工扎气泡工具头部作成锋利的刺头,在扎气泡过程中不要划胶片表面,用尖部均匀刺扎胶片气泡位置:(2)合理确定胶片宽度,保证辊筒上胶容量,出现断胶时,放慢生产速度,人工从开炼机取料,补充辊筒上胶容量.七,帘布喷霜帘布表面发暗或发白.帘布粘性下降或丧失粘性,导致成型贴合过程中粘合性不好,部件间有气泡产生.1.原因分析(1)胶料门尼偏高,混炼过程中不易压合,导致压合时间过长,致使胶料内部积聚大量的热量,使胶料中配合剂局部过量析出:(2)压延速度过快,致使帘布表面温度过高,导致胶料中配合剂局部过量析出:(3)压延帘布在现场停放时间超期;(4)压延温控系统故障,如水循环通道阻塞,使辊筒温度过高:(5)压延帘布时,热炼机,供胶机积胶过多,胶料停留时间过长.导致胶料喷霜;(6)压延帘布遇急冷产生喷霜;(7)帘布表面受摩擦,致使帘布粘性下降.2.解决措施(1)胶料的门尼粘度尽量控制在77+7之间,同时偏上公差胶料最好与偏下公差胶料搭配使用: (2)针对高门尼的胶料要控制压延速度,避免因为速度过快,温度过高,冷却不好导致喷霜; (3)成型严格按照压延帘布的先后顺序裁断,使用,做好计划调度,防止超期料的出现;(4)设备在停车检修期间,针对压延工序温控系统重点检修,保障各水循环通道畅通:(5)压延帘布时,热炼机,供胶机积胶不能过多,防止胶料混炼时间过长,温度过高导致喷霜; (6)第一个与帘布接触的冷却辊温度不能太低,由上到下要有一个温度梯度.即由高到低的一个冷却过程:(7)帘布在压延联动线上避免与非转动辊有硬接触.八,结论通过分析全钢载重子午线轮胎压延帘布常见的稀线,脱层,掉皮,帘布喷霜等缺陷的产生原因, 制定了合理的解决措施,有效提高了压延帘布品质,降低帘布耗损和成品轮胎稀线的发生机率,同时大大提升了成品轮胎的高速性能,耐久性能.为企业带来了经济效益和社会效益.口。
作者简介:秦增辉(1987-),男,主要从事轮胎原材料、成品检测及轮胎结构设计、公司体系认证等相关工作,曾获东营市“五一劳动奖章”等多项荣誉。
收稿日期:2023-09-08我国是汽车轮胎制造大国,汽车轮胎的产量约占世界总产量的25%。
由于汽车的轮胎支撑着整辆汽车的重量,必须保证具有足够的强度和良好附着性。
然而,在轮胎生产中由于工艺标准执行问题的存在时常带来轮胎帘线拉伸性能缺陷产生,导致轮胎的强度不够,车辆在行驶时存在爆胎的隐患。
据全国交通事故原因分析,在高速路发生的事故中有42%是由轮胎造成的,所以,进行轮胎钢丝帘线拉伸性能缺陷分析,弄清发生问题的原因,采取有力措施予以解决,有利于提高轮胎生产质量,减少汽车交通事故发生。
1 子午线轮胎概述1.1 子午线轮胎的概念子午线轮胎属于特殊的轮胎结构,区别于斜交轮胎和调压轮胎,子午线轮胎的胎体帘线和外胎的几乎平行,帘线角度约等于0°,故子午线轮胎的帘线没有维系交点。
在实际的行驶中,子午线轮胎可能因为冠部附近的应力增加而出现周向伸张,导致轮胎出现辐射状的裂口。
为此子午线轮胎的缓冲层是由与胎体帘线90°相交的帘线层构成,让其在轮胎内部构成一条刚性的环形带,子午线轮胎的缓冲层不仅具有避免轮胎形变的作用,还具有固定轮胎的作用。
子午线轮胎的缓冲层又称为带束层,是子午线轮胎中主要的部件之一。
在正常的行驶中,子午线轮胎的缓冲层会承受轮胎钢丝帘线拉伸性能缺陷分析及质量控制对策秦增辉,赵淑霞,李超民,尚荣武,苟金峰(山东万达宝通轮胎有限公司,山东 东营 257500)摘要:随着社会经济发展,汽车数量日益增多,社会各界和汽车使用者对汽车性能的要求日益提高,必须对汽车轮胎制造的质量引起高度重视,其中包括对轮胎钢丝帘线拉伸性能的分析,确保汽车制造安全质量性能得到进一步改善。
本文针对子午线轮胎胎体帘线在生产过程中出现的拉伸性缺陷进行了概括,分析了缺陷产生的原因,进行了相关案例分析,并提出了相关质量把控对策。
帘线钢关键质量指标及检测方法浅析卢伟永(河钢集团宣钢公司,河北宣化075100)摘要:文章根据相关标准对帘线钢的规定,结合宣钢实际生产中的控制水平,简要分析了帘线钢关键质量指标及检测方法,指出中心偏析和非金属夹杂物的控制是帘线钢生产的关键技术。
通过帘线钢开发可以促进企业生产组织、质量管理精细化水平的提高。
关键词:帘线钢;中心偏析;非金属夹杂物Metallurgy and materials作者简介:卢伟永(1986-),男,河北石家人,主要从事优线产品开发及工艺技术研究工作。
钢帘线作为橡胶骨架材料,其使用性能要求高强度、抗疲劳、耐冲击。
钢帘线加工过程的总面缩率可达99.95%,在随后的双捻过程中还要经受扭转、弯曲和拉伸等一系列变形;在苛刻的加工工艺下还要求100km 断丝次数小于1次,因此对帘线钢盘条的使用性能和加工性能提出了极高的要求。
文章以LX72A 帘线钢盘条为例,简要介绍了帘线钢盘条关键质量指标及其检测方法。
1化学成分YB/T170.4-2002规定C :0.70%~0.74%,Si :0.10%~0.30%,Mn :0.50%~0.70%,但优质帘线钢盘条碳含量实际波动范围控制在±0.01%,硅、锰实际波动范围控制在±0.05%以内,以保证通条性能均匀性。
有害元素P 、S 、Al 、N 等的含量要远低于标准要求;为了控制钢中夹杂物的总量及脆性TiN 的含量,一般将钢中的全氧及钛含量分别控制在30ppm 、50ppm 以下。
有害元素控制要求及实际控制范围如表1所示。
帘线钢化学成分一般使用直读光谱仪进行检测,为了控制钢中氧化物夹杂的成分组成以及钢中TiN 夹杂,一般须在线分析炼钢过程的Alt 、Als 、Ti 的含量。
氧、氮、氢含量最好进行在线取样分析,若无条件可取样离线分析或在盘条取样进行分析。
2力学性能帘线钢盘条要求具有适宜的抗拉强度、较高的断面收缩率、均匀的通条性能。
帘线钢质量影响因素及控制措施摘要:主要阐述了帘线钢的质量要求。
对影响钢中夹杂物的尺寸及形态、热轧线材的组织及表面质量、偏析程度的因素进行了分析,提出了有效控制夹杂物形态和降低偏析程度的技术措施。
关键词:帘线钢夹杂物表面质量偏析钢帘线主要用于轮胎子午线增强用的骨架,具有强度高、韧性好的特点,也是线材制品中要求极高、生产难度最大的产品之一。
由于帘线用盘条要被拉拔成φ0.15~0.38mm的细丝。
之后还要经过高速双捻机合股成绳,要求拉拔及合股过程中100km断丝不超过1次,因此必须使用优质的高碳低合金线材才能满足如此高的质量要求。
对于帘线钢的生产及质量控制,国外钢铁企业如日本的神户制钢、新日铁、住友。
以及德国萨斯特、法国梅森和韩国浦项等厂家经过多年的研制开发,积累了大量的经验,形成了比较成熟的工艺。
其共同特点是生产工艺完善,产品化学成分均匀(如将碳含量控制在±(0.01%~0.02%))、钢的洁净度高(如T[O]≤20×10-6,[A1]T≤3×10-6,夹杂物级别较低,无大尺寸和脆性夹杂)、钢坯质量高、盘条的组织性能均匀、表面质量好和产品质量稳定等。
近年来,国内企业也陆续进行了帘线用钢的开发与研制,经过不断地摸索及实践,产品质量不断提高。
目前,国内帘线用钢的质量已经达到批量制作φ0.20mm以上规格钢帘线的质量要求。
并已经获得著名钢帘线生产厂家的质量认证,生产规模逐年扩大。
但从质量上看,国内帘线用钢与进口产品相比仍然存在一定的质量差距,尚未达到制作φ0.20mm以下钢帘线的技术要求。
本文主要讨论影响帘线钢质量的各种因素以及应该采取的相应控制措施。
1 影响帘线用钢质量的主要因素1.1 成分波动及有害元素的存在帘线用钢对于成分的要求较为严格,不同炉次或同炉之间要求成分必须保持均匀,波动幅度小,否则会造成盘条的通条性能不均匀,在加工过程中断丝。
帘线钢中有害元素含量过高,也会导致拉拔及合股断丝的发生。
第47卷 第2期金 属 制 品2021年4月 Vol 47 No 2MetalProductsApril2021 doi:10.3969/j.issn.1003-4226.2021.02.0055×0.225OCHT钢帘线残余扭转波动改进张钦霞(宝钢金属有限公司, 上海 201900)摘要:5×0.225OCHT钢帘线在生产中经常出现残余扭转波动问题,造成部分车台控制图报警频繁,车台组顺序收盘不能满足控制要求,客户处有翘头风险,因此需要额外进行人工配箱,大大增加了内部管理成本。
采用DMAIC方法分析影响残余扭转的关键因素,降低自动扭转控制处张力,减少部分载荷延伸PLE对残余扭转的影响。
采取措施后大大降低残余扭转的波动,解决车台控制图报警问题,取消人工层配,改为顺序收盘。
关键词:钢帘线;残余扭转;开放型;高延伸;自动扭转控制中图分类号:TG356.4+5 文献标识码:AImprovementof5×0.225OCHTsteelcordresidualtorsionfluctuationZhangQinxia(BaosteelMetalCo.,Ltd.,Shanghai201900,China)Abstract:5×0.225OCHTsteelcordoftenhasproblemofresidualtorsionfluctuationinproduction,whichleadstofre quentalarmsofcontrolchartsonsomemachines,spoolscollectinginturncannotmeetcontrolrequirement,andthereisriskoftip riseatcustomers,thereforeadditionalmanualboxcontrolisneeded,whichgreatlyincreasesinternalmanagementcost.DMAICmethodisusedtoanalyzekeyfactorsofresidualtorsion,tensionofautomatictorsioncontrol(ATC)isde creased,theinfluenceofpartialloadelongationPLEonresidualtorsionisreduced,andfluctuationofresidualtorsionisgreatlyreduced,alarmproblemofcontrolchartissolved,manualboxcontroliscanceledandspoolscanbecollectedinturninmachinegroup.Keywords:steelcord;residualtorsion;opencord;highelongation;ATC 钢帘线是指橡胶轮胎里用作骨架材料的产品,一般由2根及2根以上的钢丝互相有规则地缠绕而成。
帘线钢质量影响因素及控制措施摘要:主要阐述了帘线钢的质量要求。
对影响钢中夹杂物的尺寸及形态、热轧线材的组织及表面质量、偏析程度的因素进行了分析,提出了有效控制夹杂物形态和降低偏析程度的技术措施。
关键词:帘线钢夹杂物表面质量偏析钢帘线主要用于轮胎子午线增强用的骨架,具有强度高、韧性好的特点,也是线材制品中要求极高、生产难度最大的产品之一。
由于帘线用盘条要被拉拔成φ0.15~0.38mm的细丝。
之后还要经过高速双捻机合股成绳,要求拉拔及合股过程中100km断丝不超过1次,因此必须使用优质的高碳低合金线材才能满足如此高的质量要求。
对于帘线钢的生产及质量控制,国外钢铁企业如日本的神户制钢、新日铁、住友。
以及德国萨斯特、法国梅森和韩国浦项等厂家经过多年的研制开发,积累了大量的经验,形成了比较成熟的工艺。
其共同特点是生产工艺完善,产品化学成分均匀(如将碳含量控制在±(0.01%~0.02%))、钢的洁净度高(如T[O]≤20×10-6,[A1]T≤3×10-6,夹杂物级别较低,无大尺寸和脆性夹杂)、钢坯质量高、盘条的组织性能均匀、表面质量好和产品质量稳定等。
近年来,国内企业也陆续进行了帘线用钢的开发与研制,经过不断地摸索及实践,产品质量不断提高。
目前,国内帘线用钢的质量已经达到批量制作φ0.20mm以上规格钢帘线的质量要求。
并已经获得著名钢帘线生产厂家的质量认证,生产规模逐年扩大。
但从质量上看,国内帘线用钢与进口产品相比仍然存在一定的质量差距,尚未达到制作φ0.20mm以下钢帘线的技术要求。
本文主要讨论影响帘线钢质量的各种因素以及应该采取的相应控制措施。
1 影响帘线用钢质量的主要因素1.1 成分波动及有害元素的存在帘线用钢对于成分的要求较为严格,不同炉次或同炉之间要求成分必须保持均匀,波动幅度小,否则会造成盘条的通条性能不均匀,在加工过程中断丝。
帘线钢中有害元素含量过高,也会导致拉拔及合股断丝的发生。
第34卷 第4期金 属 制 品2008年8月 Vol134 No14Steel W ire Pr oducts August2008高强度胎圈钢丝性能不均匀原因分析李永亭(招远玲珑钢丝有限公司 265400) 曾春霖(AS M钢铁集团 上海 201900)摘 要 介绍高强度胎圈钢丝用线材的化学成分偏析、细珠光体比例、珠光体团、渗碳体分解以及钢丝拉拔工艺对胎圈钢丝性能及其均匀性的影响,并加以分析说明,指出均匀性优良的高碳珠光体线材是制造高强度胎圈钢丝的理想原材料。
关键词 胎圈钢丝;均匀性;性能;高强度中图分类号 TG356.4+5Cause Ana lysis on H i gh Strength Bead W i re Property Heterogene ityL i Yo ng ti ng(Zhaoyuan L inglong S teel W ire Co.,L td 265400) Ze ng C hun li n(ASM Iron and S teel Group Shanghai 201900)Abstract The influence of che m ical compositi on segregati on,fine pearlite scale,pearlitic col ony,ce mentite decomposing and steel wire dra wing p r ocess of high strength bead wire r od on its p r operty and unif or m ity is intr oduced and analyzed.It is pointed out that the high carbon pearlite wire r od with excellent unif or m ity is ideal ra w material in p r oducing high strength bead wire.Keywords bead wire;unifor m ity;p r operty;high strength1 概述高强度胎圈钢丝及钢帘线要有高的强度和韧性。
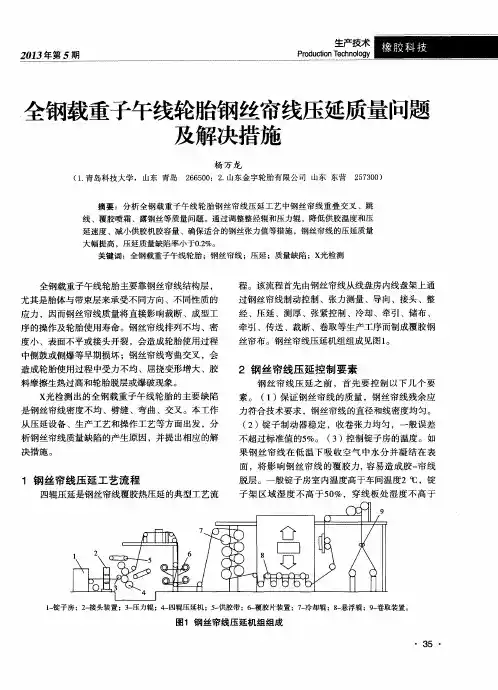

全钢载重汽车子午线轮胎胎体帘线常见质量问题及解决措施陈国栋1,邢东升2,岳喜力2,刘建民3,梁明帅3[1.哈金森工业橡胶制品(苏州)有限公司,江苏苏州215122;2.苏州横滨轮胎有限公司,江苏苏州215151;3.山东三工橡胶股份有限公司,山东诸城262200]摘要:针对全钢载重汽车子午线轮胎胎体帘线在生产过程中出现的胎体帘线裂缝或排列密度不均、反包高度差异、帘线弯曲和帘线接头开裂等常见质量问题进行了原因分析,并提出了相关的解决措施。
关键词:全钢载重汽车子午线轮胎;胎体帘线;质量胎体是轮胎的骨架,是全钢载重汽车子午线轮胎的重要部件,除了承受轮胎的气压之外,还要支持轮胎的负荷以及缓冲外来的冲击力,是子午线轮胎在高速行驶时承受侧向应力的主要部位。
胎体帘线层质量的好坏直接影响子午线轮胎的耐磨、牵引、操纵、安全等诸多性能,下面就全钢载重汽车子午线轮胎体帘线常见的质量问题进行原因分析,并提出相应的解决方案。
1胎体帘线裂缝或排列密度不均胎体帘线裂缝或者排列不均是指胎体帘线排布不均、局部变稀,轮胎在使用过程中会造成胎体单根帘线应力局部过大,出现轮胎胎面鼓包或爆胎现象。
1.1原因分析(1)成型操作时用力过大导致胎体帘线拉伸。
(2)设备发生故障或垫布断裂,成型时,胎体帘线被拉伸后,导致稀线。
(3)由于胎侧、内衬层、肩垫胶、胎面及上工序产生的胎圈中的三角胶接头过大,硫化过程中局部过剩的胶料渗入到胎体帘线中,造成胎体帘线局部劈缝。
(4)压延过程中,精密辊使用时间过长而导致辊筒磨损,或供胶温度过低,或压延时辊筒间存胶量过大,造成附胶帘线密度不均,产生劈缝、稀线现象。
(5)钢丝帘线的平直度和残余力不符合技术要求,帘线从锭子房导出时发生打弯、扭曲现象,导致帘线在压延过程中易跳动,造成帘线排列不均。
(6)成型过程中胎体帘线层表面有气泡或胎体与内衬层、胎侧及带束层间有气泡,硫化时气泡在硫化压力的作用下易将帘线顶稀。
(7)90b直裁裁断工序未处理好接头,致使接头处两端多胶,致使接头两侧帘线稀线。
作者简介:陈峰(1978-),男,工程师,主要从事轮胎设备机械技术及管理工作。
收稿日期:2020-09-011 导开与修边工位对质量的影响和原因分析(1)导开大筒帘布在使用的过程中存在上料歪斜、边部经常打折及裁出料存在大头小尾的现象。
针对以上问题,通过分析和研究特在帘布导开处进行了改造优化,安装了纠偏装置,纠偏装置现场实物如图1所示,此装置可以彻底解决以上问题,操作人员只需按以下三个步骤进行处理即可解决。
图1 纠偏装置实物图a.查看导开纠偏功能是否开启,倘若处于关闭状态,打开该功能即可解决。
b.若纠偏功能可以确认正常开启,且无损坏现象,对需导开纠偏的地方进行调节,使其适应帘布的宽度,调节方法对班组均有培训。
胎体钢丝帘布直裁机常见质量问题原因分析及解决措施陈峰,赵杰,敖玉元,林立君,武博(杭州朝阳橡胶有限公司,浙江 杭州 310018)摘要:90度钢丝帘布裁断机,是用来在规定的宽度下,以90度角裁切未硫化的钢丝帘布,最后通过卷取装置卷成需要长度的帘布卷。
同时,可对拼接后的钢丝帘布进行贴合子口包胶及包边等操作,从而,形成一条钢丝帘布裁断与拼接的自动生产线。
本生产线生产的钢丝帘布卷是轮胎成型时的主要胎体部件。
胎体质量对轮胎的质量和使用寿命具有重要影响。
关键词:裁刀;拼接;贴胶中图分类号:TQ330.4文章编号:1009-797X(2021)09-0021-04文献标识码:B DOI:10.13520/ki.rpte.2021.09.005c.若以上两种方法仍未解决问题,则检查下最基本的错误,上料时大筒帘布中心是否位于红外线定中装置对齐处,这点有时候不注意会出现操作失误的情况。
(2)经过修边后,产生的余胶过多或者裁切不平整,在拼接后容易出现胎体病疵。
病疵产生的原因有以下五点:a.检查导开修边刀自动调节接近开关是否损坏;b.修边刀使用时间是否周期太长,刀刃已经钝化,一般使用周期为7天。
c.修边的温度没有达到标准要求,修边刀要求工作温度为80±5 ℃。
帘线钢开卷断裂原因分析与改善措施桂江兵;蒋跃东;吴超;夏艳花;孙宜强【摘要】利用金相显微镜、扫描电镜对帘线钢开卷断裂断口进行了检验,通过断口检验,分析认为:盘条表面的微裂纹是导致帘线钢开卷断裂的主要原因,而珠光体球团之间存在的大量网状铁素体组织是导致开卷断裂的次要原因.因此,减少帘线钢开卷断裂的频率,就应该从减少盘条表面微裂纹、减少珠光体球团之间网状铁素体组织两个方面同时入手.实践证明,调整集卷处插杆的垂直度、减少盘条在C型钩上的摩擦可以大大减少盘条表面的微裂纹,而提高吐丝温度和降低相变中的冷却速度可以使珠光体球团之间的网状铁素体组织得到减少.【期刊名称】《武汉工程职业技术学院学报》【年(卷),期】2012(024)004【总页数】3页(P23-25)【关键词】帘线钢;断裂;裂纹;珠光体;原因分析【作者】桂江兵;蒋跃东;吴超;夏艳花;孙宜强【作者单位】武汉钢铁(集团)公司研究院湖北武汉:430080;武汉钢铁(集团)公司研究院湖北武汉:430080;武汉钢铁(集团)公司研究院湖北武汉:430080;武汉钢铁(集团)公司研究院湖北武汉:430080;武汉钢铁(集团)公司研究院湖北武汉:430080【正文语种】中文【中图分类】TG115.2帘线钢是汽车子午线轮胎的主要材料,用于提高轮胎的安全性、耐磨性以及耐疲劳性能,主要加工工艺为:开卷→除鳞(去氧化铁皮)→粗拉→热处理→中拉→电镀、热处理→湿拉→捻股。
2011年,某厂生产的帘线钢(牌号为LX82A,成分见表1)在开卷、除鳞的过程中断丝频繁,遂邮寄断口试样至项目组进行分析。
利用金相显微镜、扫描电镜对断口试样进行分析,找到了帘线钢开卷断裂的原因,并制定了改善措施。
表1 化学成分(wt%)C Si Mn P S 0.82 0.22 0.51 0.008 0.0071 检验方法及结果随机抽取1个断口试样,对其进行超声波清洗后拍照,宏观形貌见图1。
图1 断口宏观形貌图1可见,该断口十分平整,断口附近的表面有机械损伤的痕迹,断口无明显塑性形变。