通孔插装元器件焊孔设计工艺规范(8-22)
- 格式:docx
- 大小:136.63 KB
- 文档页数:10
电子元器件安装与焊接工艺规范电子元器件安装与焊接工艺规范1范围本规范规定了设备电气盒制作过程中手工焊接技术要求、工艺方法和质量检验要求。
2引用标准下列文件中的有关条款通过引用而成为本规范的条款。
凡注日期或版次的引用文件,其后的任何修改单(不包括勘误的内容)或修订版本都不适用于本规范,但提倡使用本规范的各方探讨试用其最新版本的可能性。
凡未注日期或版次引用文件,其最新版本适用于本规范。
HB 7262.1-1995 航空产品电装工艺电子元器的安装HB 7262.2-1995 航空产品电装工艺电子元器的焊接QJ 3117-1999 航天电子电气产品手工焊接工艺技术要求IPC-A-610E-2010 电子组件的可接收性3技术要求与质量保证3.1一般要求3.1.1参加产品安装和检验的人员必须是经过培训合格的人员。
3.1.2环境温度要求:20℃-30℃。
3.1.3相对湿度要求:30%-75%。
3.1.4照明光照度要求:工作台面不低于500lx。
3.1.5工作场地应无灰尘,及时清除杂物(如污、油脂、导线头、绝缘体碎屑等)工作区域不得洒水。
3.2安装前准备3.2.1把安装所用的器材备齐,并放在适当位置,以便使用;3.2.2所有工具可正常使用,无油脂,按下列要求检查工具:切割工具刃口锋利,能切出整齐的切口;绝缘层和屏蔽剥离工具功能良好。
3.2.3按配套明细表检查和清点元器件、印制板、紧固件、零件等的型号规格及数量。
3.2.4凡油封的零件或部件,在安装前均应进行清洗除油,并防止已除过的零件再次糟受污染。
4元器件在印制板上安装4.1元器件准备4.1.1安装前操作人员应按产品工艺文件检查待装的各种元器件、零件及印制板的外观质量。
4.1.2元器件引线按下列要求进行了清洁处理:a、用织物清线器轻轻地擦拭引线,除去引线上的氧化层。
有镀层的引线不用织物清线器处理;b、清洁后的引线不能用裸手触摸;c、用照明(CDD)放大镜检验元器件引线清洁质量。
QWGDZ-SC-BZ7.8-2008印制电路板通孔元器件手工装焊工艺技术要求(讨论稿)2008-01-15发布2008-05-01实施威高电子工程有限公司发布印制电路板通孔元器件手工装焊工艺技术要求QWGDZ-SC-BZ7.8-20081. 范围1.1 主题内容本标准规定了通孔元器件在印制电路板上安装和焊接的工艺技术要求和质量检验标准1.2适用范围本标准适用于以印制电路板作为组装基板时通孔元器件的安装和焊接。
它是设计、生产、检验依据之一。
2. 引用文件下列文件中的有关条款通过引用而成为本标准的条款。
凡注日期或版次的引用文件,其后的任何修改单(不包括勘误的内容)或修订版本都不适用于本标准,但提倡使用本标准的各方探讨使用最新版本的可能性。
凡不注日期或版次的引用文件,其最新版本适用于本标准。
QJ165A-95 航天电子电气产品安装通用技术要求QJ3012-98 航天电子电气产品元器件通孔安装技术要求QJ3117-99 航天电子电气产品手工焊接工艺技术要求SJ20882-2003 印制电路板组件装焊工艺要求3.定义本章无定义。
4.设备和工具的要求4.1电烙铁手工焊接用的电烙铁应满足下列要求:a.手工焊接应使用温度能自动控制的电烙铁,烙铁的温度应定期效验;b.烙铁头的大小应满足焊接空间和连接点的需要,不应造成临近区域元器件和连接点的损伤;c.除采用自动调节功率电烙铁外,印制电路板组装见的焊接一般应用30-50w电烙铁。
微型器件及片状元件的焊接建议采用10-20w电烙铁;大型接线端子和接地线的焊接建议采用50-75w电烙铁;d.电烙铁工作时应保证良好的接地。
4.2剥线工具4.2.1导线绝缘层的剥除一般应使用热控型剥线工具。
4.2.2机械剥线应采用不可调钳口的精密剥线钳,并做到钳口与导线规格选择的唯一性。
4.3剪切和成型工具4.3.1剪切工具应保证导线或引线的切口整齐,无毛刺,无多余棱边或尖角。
4.3.2元器件引线成型一般应用专用工具、设备完成。
PCB焊盘与孔设计规范(new)1.目的规范产品的PCB焊盘设计工艺,规定PCB焊盘设计工艺的相关参数,使得PCB的设计满足可生产性、可测试性、安规、EMC、EMI等的技术规范要求,在产品设计过程中构建产品的工艺、技术、质量、成本优势。
2.适用范围本规范适用于空调类电子产品的PCB工艺设计,运用于但不限于PCB 的设计、PCB批产工艺审查、单板工艺审查等活动。
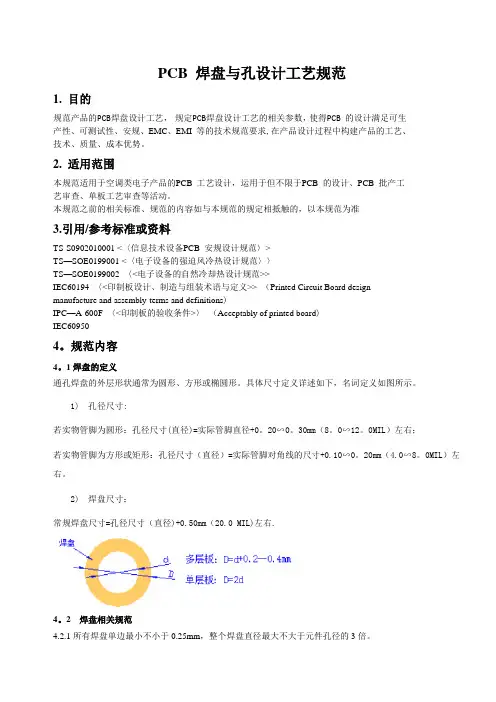
本规范之前的相关标准、规范的内容如与本规范的规定相抵触的,以本规范为准TS—S0902022001<>TS—SOE0199001<>TS—SOE0199002<>IEC60194<>(PrintedCircuitBoarddeignmanufactureandaembly-termanddefinition)IPC—A—600F<>(Acceptablyofprintedboard)IEC609504.规范内容4.1焊盘的定义通孔焊盘的外层形状通常为圆形、方形或椭圆形。
具体尺寸定义详述如下,名词定义如图所示。
1)孔径尺寸:若实物管脚为圆形:孔径尺寸(直径)=实际管脚直径+0.20∽0.30mm (8.0∽12.0MIL)左右;若实物管脚为方形或矩形:孔径尺寸(直径)=实际管脚对角线的尺寸+0.10∽0.20mm(4.0∽8.0MIL)左右。
2)焊盘尺寸:常规焊盘尺寸=孔径尺寸(直径)+0.50mm(20.0MIL)左右。
4.2焊盘相关规范4.2.1所有焊盘单边最小不小于0.25mm,整个焊盘直径最大不大于元件孔径的3倍。
一般情况下,通孔元件采用圆型焊盘,焊盘直径大小为插孔孔径的1.8倍以上;单面板焊盘直径不小于2mm;双面板焊盘尺寸与通孔直径最佳比为2.5,对于能用于自动插件机的元件,其双面板的焊盘为其标准孔径+0.5---+0.6mm4.2.2应尽量保证两个焊盘边缘的距离大于0.4mm,与过波峰方向垂直的一排焊盘应保证两个焊盘边缘的距离大于0.5mm(此时这排焊盘可类似看成线组或者插座,两者之间距离太近容易桥连)在布线较密的情况下,推荐采用椭圆形与长圆形连接盘。
PCB 焊盘与孔设计工艺规范1. 目的规范产品的PCB焊盘设计工艺,规定PCB焊盘设计工艺的相关参数,使得PCB 的设计满足可生产性、可测试性、安规、EMC、EMI 等的技术规范要求,在产品设计过程中构建产品的工艺、技术、质量、成本优势。
2. 适用范围本规范适用于空调类电子产品的PCB 工艺设计,运用于但不限于PCB 的设计、PCB 批产工艺审查、单板工艺审查等活动。
本规范之前的相关标准、规范的内容如与本规范的规定相抵触的,以本规范为准3.引用/参考标准或资料TS-S0902010001 <〈信息技术设备PCB 安规设计规范〉>TS—SOE0199001 <〈电子设备的强迫风冷热设计规范〉〉TS—SOE0199002 〈<电子设备的自然冷却热设计规范>>IEC60194 〈<印制板设计、制造与组装术语与定义>> (Printed Circuit Board designmanufacture and assembly-terms and definitions)IPC—A-600F 〈<印制板的验收条件>〉(Acceptably of printed board)IEC609504。
规范内容4。
1焊盘的定义通孔焊盘的外层形状通常为圆形、方形或椭圆形。
具体尺寸定义详述如下,名词定义如图所示。
1)孔径尺寸:若实物管脚为圆形:孔径尺寸(直径)=实际管脚直径+0。
20∽0。
30mm(8。
0∽12。
0MIL)左右;若实物管脚为方形或矩形:孔径尺寸(直径)=实际管脚对角线的尺寸+0.10∽0。
20mm(4.0∽8。
0MIL)左右。
2)焊盘尺寸:常规焊盘尺寸=孔径尺寸(直径)+0.50mm(20.0 MIL)左右.4。
2 焊盘相关规范4.2.1所有焊盘单边最小不小于0.25mm,整个焊盘直径最大不大于元件孔径的3倍。
一般情况下,通孔元件采用圆型焊盘,焊盘直径大小为插孔孔径的1。
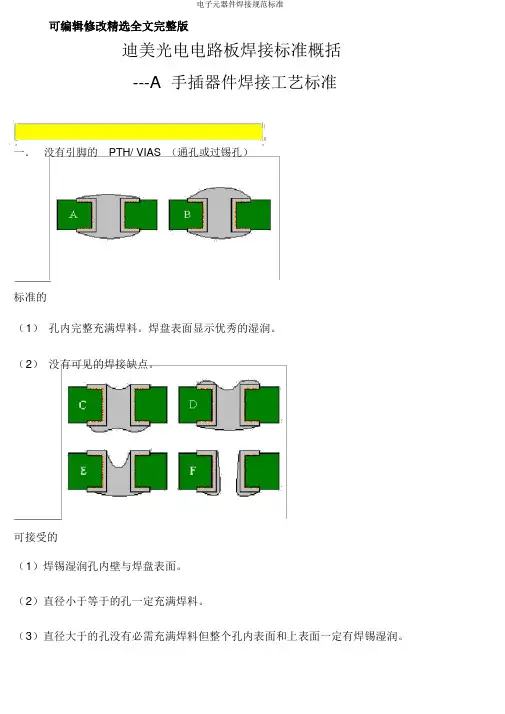
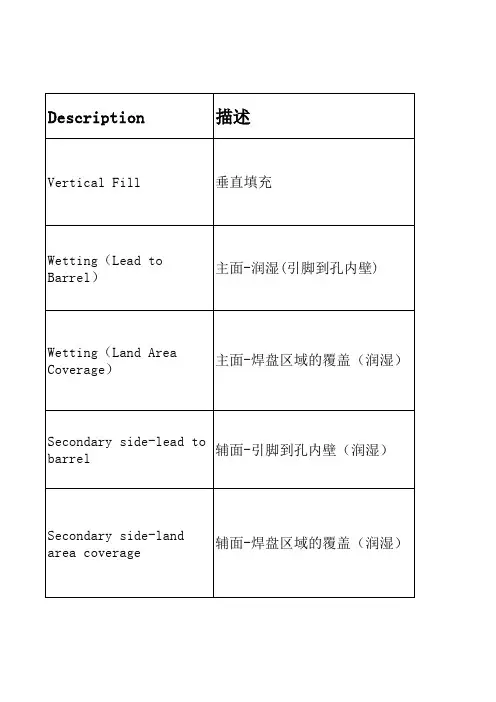
可编辑修改精选全文完整版迪美光电电路板焊接标准概括---A手插器件焊接工艺标准一.没有引脚的PTH/ VIAS(通孔或过锡孔)标准的(1)孔内完整充满焊料。
焊盘表面显示优秀的湿润。
(2)没有可见的焊接缺点。
可接受的(1)焊锡湿润孔内壁与焊盘表面。
(2)直径小于等于的孔一定充满焊料。
(3)直径大于的孔没有必需充满焊料但整个孔内表面和上表面一定有焊锡湿润。
不行接受的(1)部分或整个孔内表面和上表面没有焊料湿润。
(2)孔内表面和焊盘没有湿润。
在两面焊料流动不连续。
二.直线形导线1、最小焊锡敷层(少锡)标准的(1)焊点圆滑、光亮体现羽翼状薄边,显示出优秀的流动和湿润。
(2)导线轮廓可见。
可接受的(1)焊锡的最大凹陷为板厚(W)的 25%,只需在引脚与焊盘表面仍体现出优秀的浸润。
不行接受的(1)焊料凹陷超出板厚( W)的 25%。
(2)焊接表现为由焊锡不足惹起的没有充满孔和/ 或焊盘没有完整湿润。
2、最大焊锡敷层(多锡)标准的(1)焊点圆滑、光亮体现羽翼状薄边,显示出优秀的流动和湿润。
(2)引脚轮廓可见。
可接受的(1)在导体与终端之间多锡,但仍旧湿润且联合成一个凹形焊接带。
(2)引脚轮廓可见。
不行接受的(1)在导体与终端焊盘之间形成了一个多锡的凸形焊接带。
(2)引脚轮廓不行见。
3、曲折半径焊接标准的(1)焊接带体现凹形,而且没有延长到元件引脚形成的曲折半径处。
可接受的(1)焊料没有高出焊盘地区且焊接带体现凹形。
(2)焊想到元件本体之间的距离不得小于一个引脚的直径。
不行接受的(1)焊料高出焊接地区而且焊接带不体现凹形。
(2)焊想到元件本体之间的距离小于一个引脚的直径。
4、弯月型焊接标准的(1)焊接带体现出凹形而且弯月型部分没有延长进焊猜中。
可接受的(1)元件弯月型部分能够插入焊接联合处(元件面),只需在元件和周边焊接接合处没有裂缝。
不行接受的(1)元件半月型部分进入焊接接合处,在元件本体与周边焊接接合处有破碎的迹象。
通孔插装元器件焊孔、焊盘设计工艺规范1.0 目的:规范元器件焊孔、焊盘设计,满足可制造性要求。
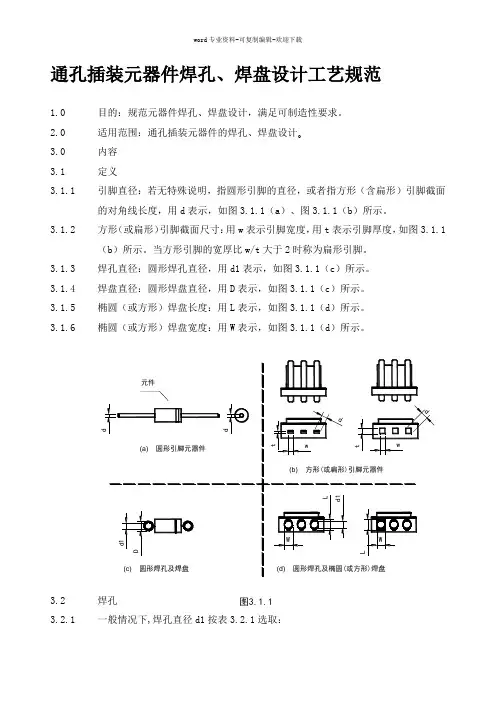
2.0 适用范围:通孔插装元器件的焊孔、焊盘设计。3.0 内容 3.1 定义3.1.1引脚直径:若无特殊说明,指圆形引脚的直径,或者指方形(含扁形)引脚截面的对角线长度,用d 表示,如图3.1.1(a )、图3.1.1(b )所示。
3.1.2方形(或扁形)引脚截面尺寸:用w 表示引脚宽度,用t 表示引脚厚度,如图3.1.1(b )所示。
当方形引脚的宽厚比w/t 大于2时称为扁形引脚。
3.1.3 焊孔直径:圆形焊孔直径,用d1表示,如图3.1.1(c )所示。
3.1.4 焊盘直径:圆形焊盘直径,用D 表示,如图3.1.1(c )所示。
3.1.5 椭圆(或方形)焊盘长度:用L 表示,如图3.1.1(d )所示。
3.1.6 椭圆(或方形)焊盘宽度:用W 表示,如图3.1.1(d )所示。
3.2 焊孔3.2.1一般情况下,焊孔直径d1按表3.2.1选取:图3.1.1(a) 圆形引脚元器件(b) 方形(或扁形)引脚元器件元件(c) 圆形焊孔及焊盘(d) 圆形焊孔及椭圆(或方形)焊盘注1:无标准骨架的电感、变压器、多股线等误差较大的非标准元件,取上限。
单面板取下限。
注2:在仅有有限的几个插装元件,多数元件为贴装元件的情况下,有可能使用到通孔回流焊工艺,比如模块针脚的焊接。
3.2.2脚距精度较高,且定位要求也较高的元器件,如输入、输出插座等,焊孔直径等于引脚直径加上0.15~0.2mm 。
3.2.3方形引脚焊孔:3.2.3.1 w >2.5mm 时,设计为方焊孔(圆角R 为0.3~0.35mm,防止圆角影响插装),方焊孔尺寸如图3.2.3.1所示。
3.2.3.2 w <2 mm 时,设计为圆孔,焊孔直径d1=d+0.15~0.25mm, d 为引脚截面对角线长。
3.2.4扁形引脚焊孔:3.2.4.1 w <1.8mm 时,设计成圆孔,焊孔直径d1=d+0.15~0.25mm, d 为引脚截面对角线长。
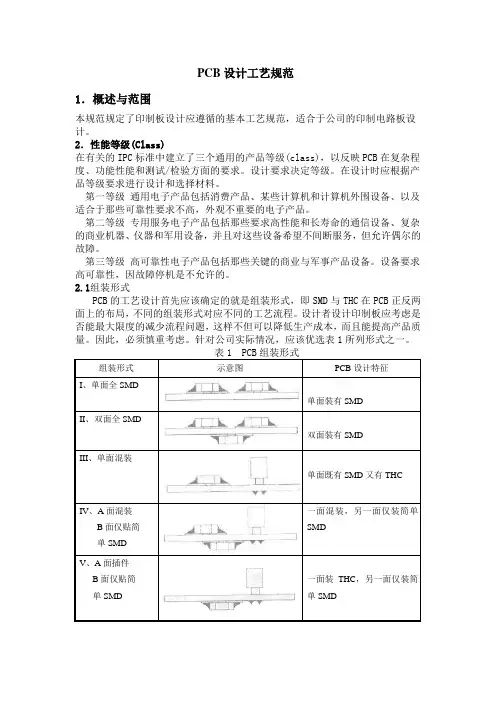
PCB设计工艺规范1.概述与范围本规范规定了印制板设计应遵循的基本工艺规范,适合于公司的印制电路板设计。
2.性能等级(Class)在有关的IPC标准中建立了三个通用的产品等级(class),以反映PCB在复杂程度、功能性能和测试/检验方面的要求。
设计要求决定等级。
在设计时应根据产品等级要求进行设计和选择材料。
第一等级通用电子产品包括消费产品、某些计算机和计算机外围设备、以及适合于那些可靠性要求不高,外观不重要的电子产品。
第二等级专用服务电子产品包括那些要求高性能和长寿命的通信设备、复杂的商业机器、仪器和军用设备,并且对这些设备希望不间断服务,但允许偶尔的故障。
第三等级高可靠性电子产品包括那些关键的商业与军事产品设备。
设备要求高可靠性,因故障停机是不允许的。
2.1组装形式PCB的工艺设计首先应该确定的就是组装形式,即SMD与THC在PCB正反两面上的布局,不同的组装形式对应不同的工艺流程。
设计者设计印制板应考虑是否能最大限度的减少流程问题,这样不但可以降低生产成本,而且能提高产品质量。
因此,必须慎重考虑。
针对公司实际情况,应该优选表1所列形式之一。
表1 PCB组装形式组装形式示意图PCB设计特征I、单面全SMD单面装有SMDII、双面全SMD双面装有SMDIII、单面混装单面既有SMD又有THCIV、A面混装B面仅贴简单SMD 一面混装,另一面仅装简单SMDV、A面插件B面仅贴简单SMD 一面装THC,另一面仅装简单SMD3. PCB材料3.1 PCB基材:PCB基材的选用主要根据其性能要求选用,推荐选用FR-4环氧树脂玻璃纤维基板。
选择时应考虑材料的玻璃转化温度、热膨胀系数(CTE)、热传导性、介电常数、表面电阻率、吸湿性等因素。
3.2 印制板厚度范围为0.5mm~6.4mm,常用0.5mm,0.8mm,1mm,1.6mm,2.4mm,3.2mm几种。
3.3 铜箔厚度:厚度种类有18u,35u,50u,70u。
电子元器件焊接工艺要求电子元器件手工焊接操作是非常重要的,为了保证产品质量和提高生产效率,制定了这个工艺规范,要求生产二部全体员工严格遵守。
手工焊接工具的选择非常重要,焊锡丝的选择要根据不同的情况进行选择,直径为 1.0mm的焊锡丝适用于铜插孔焊接、焊片和PCB板的注锡以及一些较大元器件的焊接;直径为0.8mm的焊锡丝适用于普通类电子元器件焊接;直径为0.6mm的焊锡丝适用于贴片及较小型电子元器件焊接。
电烙铁的功率也需要根据不同的情况进行选择,考虑选用35W内热式电烙铁焊接常规电子元器件及其它受热易损件的元件时;焊接导线、铜插孔、焊片以及给PCB板镀锡时,要选用60W的内热式电烙铁;拆卸一些电子元器件及热缩管热缩时,考虑选用热风枪。
在使用电烙铁时,需要注意一些事项,如新的烙铁在使用之前必须先给它蘸上一层锡,使用久了的烙铁需要锉亮烙铁头部并蘸上一点松香,不用时应放在烙铁架上,但较长时间不用时应切断电源,防止高温“烧死”烙铁头,同时还要防止电烙铁烫坏其他元器件。
在电子元器件的安装过程中,元器件引脚折弯及整形的基本要求是手工弯引脚可以借助镊子或小螺丝刀对引脚整形,所有元器件引脚均不得从根部弯曲,一般应留1.5mm以上,电阻、二极管及其类似元件要将引脚弯成与元件成垂直状再进行装插。
元器件插装要求整齐、美观、稳固,元器件应插装到位,无明显倾斜、变形现象,同时应方便焊接和有利于元器件焊接时的散热。
电阻、二极管及其类似元件与线路板平行,要尽量将有字符的元器件面置于容易观察的位置,电容、三极管、电感、可控硅及类似元件要求引脚垂直安装,元件与线路板垂直,集成电路、集成电路插座装插件时注意引脚顺序不能插反且安装应到位,元件与线路板平行。
5) 在装插有极性元件时,必须注意极性,不能将其装反。
6) 安装相同元件时,要求高度统一。
在手工插焊时,应遵循先低后高、先小后大的原则。
7) 在安装过程中,只能用手拿电路板的边缘,避免手接触电子元器件引脚,以防止静电释放造成元件损坏。
工业技术科技创新导报 Science and Technology Innovation Herald86DOI:10.16660/ki.1674-098X.2012-5640-1100通孔元件手工焊接工艺方法①赵萍(凌云科技集团有限责任公司 湖北武汉 430040)摘 要:随着电子技术的发展,在一些大型工厂里,电子元件的焊接都是由自动焊接设备完成的,但是在返工返修时仍然需要手工焊接来完成。
通孔元件是指引脚可插入印制电路板过孔内进行焊接的电子元器件,目前仍广泛应用于电子产品当中,尤其是在航空维修领域。
本文详细介绍了通孔元件的焊接方法、焊点检查和拆焊方法,熟练掌握通孔元件手工焊接的方法,能有效提高焊接的质量和效率。
关键词:通孔元件 手工焊接 焊点检查 拆焊方法中图分类号:TG44 文献标识码:A 文章编号:1674-098X(2020)12(b)-0086-03Manual Soldering Process for Through-hole ComponentsZHAO Ping(Lingyun Science&Technology Group Co.,Ltd.,Wuhan, Hubei Province,430040 China)Abstract: With the development of electronic technology, in some large factories, the soldering of electronic components is completed by automatic soldering equipment, but it still needs manual soldering when rework.Through-hole component refers to the electronic component that the pin can be inserted into the printed circuit board through the hole for soldering. It is still widely used in electronic products, especially in the field of aviation maintenance. This paper introduces the soldering method, solder joints inspection and the method of unsoldering in detail. Proficient in manual soldering of through-hole components,can effectively improve the quality and efficiency of soldering.Key Words: Through-hole components; Manual soldering; Solder joints inspection; Unsoldering method①作者简介:赵萍(1982—),女,汉族,本科,工程师,研究方向为航空无线电、电气设备修理。
可编辑修改精选全文完整版电子元器件安装与焊接工艺规范电子元器件安装与焊接工艺规范1范围本规范规定了设备电气盒制作过程中手工焊接技术要求、工艺方法和质量检验要求. 2引用标准以下文件中的有关条款通过引用而成为本规范的条款.凡注日期或版次的引用文件,其后的任何修改单<不包括勘误的内容>或修订版本都不适用于本规范,但提倡使用本规范的各方探讨试用其最新版本的可能性.凡未注日期或版次引用文件,其最新版本适用于本规范.HB 7262.1-1995 航空产品电装工艺电子元器的安装HB 7262.2-1995 航空产品电装工艺电子元器的焊接QJ 3117-1999 航天电子电气产品手工焊接工艺技术要求IPC-A-610E-2010 电子组件的可接收性3技术要求与质量保证3.1一般要求3.1.1参加产品安装和检验的人员必须是经过培训合格的人员.环境温度要求:20℃-30℃.相对湿度要求:30%-75%.照明光照度要求:工作台面不低于500lx.工作场地应无灰尘,及时清除杂物<如污、油脂、导线头、绝缘体碎屑等>工作区域不得洒水.3.2安装前准备把安装所用的器材备齐,并放在适当位置,以便使用;所有工具可正常使用,无油脂,按以下要求检查工具:切割工具刃口锋利,能切出整齐的切口;绝缘层和屏蔽剥离工具功能良好.按配套明细表检查和清点元器件、印制板、紧固件、零件等的型号规格及数量.凡油封的零件或部件,在安装前均应进行清洗除油,并防止已除过的零件再次糟受污染.4元器件在印制板上安装4.1元器件准备4.1.1安装前操作人员应按产品工艺文件检查待装的各种元器件、零件及印制板的外观质量.4.1.2元器件引线按以下要求进行了清洁处理:a、用织物清线器轻轻地擦拭引线,除去引线上的氧化层.有镀层的引线不用织物清线器处理;b、清洁后的引线不能用裸手触摸;c、用照明<CDD>放大镜检验元器件引线清洁质量.4.2元器件成型须知a、成型工具必须表面光滑,夹口平整圆滑,以免损伤元器件;b、成型时,不应使元器件本体产生破裂,密封损坏或开裂,也不应使引线与元器件内部连接断开;c、当弯曲或切割引线时,应固定住元器件引线根部,防止产生轴向应力,损坏引线根部或元器件内部连接;d、应尽量对称成型,在同一点上只能弯曲一次;e、元器件成型方向应使元器件装在印制板上后标记明显可见;f、不允许用接长元器件引线的办法进行成型;g、不得弯曲继电器、插头座等元器件的引线.4.3元器件成型要求4.3.1轴向引线元器件引线弯曲部分不能延长到元器件本体或引线根部,弯曲半径应大于引线厚度或引线直径;见图1:图1 轴向引线元器件引脚折弯要求水平安装的元器件应有应力释放措施,每个释放弯头半径R至少为0.75mm,但不得小于引线直径.图2 元器件应力释放弯头处理要求4.3.2径向引线元器件反向安装径向引线元器件成型要求见图3:图3 径向引线元器件弯角要求4.3.3扁平封装元器件引线成型时就有防震或防应力的专门工具保护引线和壳体封接;用工具挪动扁平组件时,只允许金属工具与外壳接触;装配扁平组件时,工作台面上应垫有弹性材料.4.3.4用圆嘴钳弯曲元器件引线的方法如下:a、将成型工具夹持住元器件终端封接处到弯曲起点之间的一点上;b、逐渐弯曲元器件引线.图44.4元器件在印制板上安装的一般要求4.4.1按装配工序,将盛开好的元器件由小到大依次安装,先安装一般元器件最后再安装电敏感元器件.4.4.2当具有金属外壳的元器件需要跨接印制导线安装时,必须采取良好的绝缘措施.4.4.3安装元器件时,不应使元器件阻挡金属化孔.4.4.4质量较重的元器件应平贴在印制板上,并加套箍或用胶粘接.4.5元器件在印制板上的安装形式4.5.1贴板安装元器件与印制板安装间隙小于1mm,当元器件为金属外壳面安装面又有印制导线时,应加绝缘衬垫或绝缘管套,如图5:图5 贴板安装要求4.5.2悬空安装元器件与印制安装距离一般为3~5mm,如图6.该形式适用发热元器件的安装.图6 悬空安装要求4.5.3垂直安装元器件轴线相对于印制板平面的夹角为90°±10°,见图7.该形式适用于安装密度高的印制板俣不适用于较重的细引线的元器件.图7 元器件垂直安装要求4.5.4支架固定安装用金属支架将元器件固定在印制板上见图8:图8 元器件支架安装要求4.5.5粘接和绑扎安装对防震要求较高的元器件,巾板安装后,可用粘合剂将元器件与印制板粘接在一起,也可以用绵丝绑扎在印制板上,见图9:图9 元器件绑线安装要求4.5.6反向埋头安装反向埋头安装形式见图10:图10 元器件反向埋头安装要求4.5.7接线端子和空心铆钉的安装4.5.7.1接线端子和空心铆钉的安装要求如下:a、安装接线端子和空心铆钉时应满足正常指力下,既不转动,也不轴向移动,没有缺损或印制板基材脱落现象;b、接线端子杆不得打孔、切口、切缝和其它间断点,以免焊料和焊剂漏入孔内;c、铆接后的接线端子或空心铆钉不得有切口、切缝和其它间断点,铆接事,铆接面周围的豁口或裂缝小于90角分开,且延伸不超过铆接面时,允许有三个弧状豁口或裂缝;d、接线端子应垂直安装于印制板,倾斜角应不大于5°.4.5.7.2按以下步骤安装接线端子和空心铆钉:a、将印制板置于夹具上,将清洁的接线端子或空心铆钉从印制板的元件面插入相应的孔内,将印制板翻转,翻转时,接线端子或空心铆钉应紧靠住底板;b、用铆接器<铆压工装>接线端子或空心铆钉铆接到印制板上,应控制好压力.4.6焊接面上元器件引线处理4.6.1弯曲元器件引线焊接面上元器件引线可采用全弯曲、部分弯曲和直插式.a、全弯曲引线:引线弯曲后,引线端与印制板垂线的夹角在75°~90°之间;b、部分弯曲:引线弯曲后,引线端与印制板垂线的夹角在15°~75°之间,见下图,引线伸出长度为0.5mm~1.5mm;c、直插引线:引线端与印制板垂线的夹角在0°~15°之间,见图11,引线伸出长度为0.5mm~1.5mm.图11 焊接面元器件引脚处理要求全弯曲引线一般要求:a、引线弯曲部分的长底不得短于焊盘最大尺寸的一半或0.8mm,但不大于焊盘的直径<或长度>;b、向印制导线方向弯曲引线;c、引线全弯曲后与印制板平面允许的最大回弹角为15°;d、引线弯曲后相邻元器件的间隙不小于0.4mm;e、不许弯曲硬引线继电器、电连接器插针或工艺文件规定的其它元器件引线.4.6.2切割引线用切割器切除引线,不许损坏印制制导线;不许切割直插式集成电路、硬引线继电器插针或工艺文件规定的其它元器件引线.4.6.3固定引线用玻璃纤维焊接工具压倒已切割过的引线.4.7各类元器件在印制板上的安装4.7.1轴向引线元器件安装a、轴向引线元器件应按工艺文件规定进行近似平行安装;b、将引线穿过通孔,弯曲并焊到印制板的焊盘上.弯曲部分应满足要求.4.7.2径向引线元器件安装4.7.2.1金属壳封装的元器件反向埋头安装要求见条的要求.4.7.2.2伸出引线的基面应平行于印制板的表面,且有一定的间隙.4.7.2.3引线应从元器件的基点平直地延长,引线的弯头不应延伸到元件的本体或焊点处.4.7.2.4当元器件每根引线承重小于3.5g时,元器件可不加支撑面独立安装,此时,元器件的基面和印制板表面间距为1.3mm~2.5mm.基准面应平行印制板表面,倾斜角在10度以内.4.7.2.5当元器件每根引线承重大于3.5g时,元器件基面将平行于印制板表面安装,元器件应以以下方式加支撑:a、元器件本身所具备的弱性支脚或支座,与元器件形成一个整体与底板相接;b、采用弹性或非弹性带脚支架装置,支座不堵塞金属化孔,也不与印制板上的元器件内连;c、当弹性支座或非弹性带脚支座的元器件安装到印制板时,元器件每个支脚都应与印制板相连,支脚的最小高度为0.25mm,当使用一个分离式弹性支座或分离式弹性无脚支座时,元器件基面与印制板表面平行安装的要求, 使用非弹性支座连接元器件基面并平行安装于印制板表面时,则基面应与支座完全接触,支脚应与印制板完全接触.4.7.2.6侧面或端部安装的元器件应与印制板粘接或固定住,以防因冲击或震动而松动.4.7.2.7引线带有金属涂层的元器件安装,涂层与印制板表面焊盘处距离不得小于0.25mm.禁止修整引线涂层.4.7.3双引线元器件安装要求:距印制板表面最近的元器件本体边缘与印制板表的平行角度在10度以内,且与印制板间距在1.0mm~2.3mm以内,元器件与印制板垂线成最大角度为±15°.4.7.4扁平封装元器件安装扁平封装元器件的安装要求见条.4.7.5双列直插式集成电路的安装双列直插式元器件基面应与印制板表面隔开,其间距为0.5mm~1mm或引线的凸台高度.4.8焊接方法4.8.1单面印制板的焊接图12 单面印制板的焊接4.8.2金属化孔双面印制板的焊接金属化孔双面印制板的焊接应符合图要求.对有引线或导线插入的金属孔,通孔就充填焊料,焊料应从印制电路板一侧连续流到另一侧的元器件面,并覆盖焊盘面积90%以上,焊料允许凹缩进孔内,凹缩量如图13:图13 元器件在金属化孔双面印制板上的焊接4.8.3多层印制板的焊接多层印制板的焊接应符合图14要求.严禁两面焊接以防金属化孔内出现焊接不良.图14 元器件在多层印制板上的焊接4.8.4扁平封装集成电路的焊接采用对角线焊接方法,并符合以下规定:扁平应沿印制导线平直焊接,元器件引线与印制板的焊盘应匹配;引线最小焊接长度为1.5mm且引线在焊盘中间;元器件的型号规格标识必须在正面,严禁反装;扁平封装集成电路未使用的引线应焊接在相应的印制导线上;焊点处引线轮廓可见.图15 扁平封装元器件的焊接4.8.5断电器的焊接焊接时非密封继电器应防止焊济、焊料渗入继电器内部,在接线端子之间应塞满条形吸水纸带,焊接时继电器焊接面倾斜不大于90°.焊接密封继电器时,要防止接线端子根部绝缘子受热破裂,可用蘸乙醇的棉球在绝缘子周围帮助散热.4.8.6开关元器件的焊接焊接时可采用接点交叉焊接的方法,使加热温度分散,减少损坏.5元器件焊接判定标准元器件焊接质量判定可根据附表1~附表16内的图示.附表 2 有引脚的支撑孔-焊接主面目标 可接受不可接受和孔壁润湿角=360° 焊锡润湿覆盖率=100%•引脚和孔壁润湿角≥270° •焊盘焊锡润湿覆盖率≥0•引脚和孔壁润湿角<270°附表3 有引脚的支撑孔-焊接辅面目标可接受不可接受和孔壁润湿角=360° 焊锡润湿覆盖率=100%•引脚和孔壁润湿角≥330° •焊盘焊锡润湿覆盖率≥75%•引脚和孔壁润湿角<330° •焊盘焊锡润湿覆盖率<75%附表4 焊点状况目标可接受不可接受附表1 焊点润湿目标可接受不可接受1焊点表层总体呈现光滑和与焊接零件由良好润湿;部件的轮廓容易分辨;焊接部件的焊点有顺畅连接的边缘;2表层形状呈凹面状.可接受的焊点必须是焊接与待焊接表面,形成一个小于或等于90度的连接角时能明确表现出浸润和粘附,当焊锡量过多导致蔓延出焊盘或阻焊层的轮廓时除外.1不润湿,导致焊点形成表面的球状或珠粒状物,颇似蜡层面上的水珠;表面凸状,无顺畅连接的边缘;2移位焊点; 3虚焊点.洞区域或表面瑕疵;和焊盘润湿良好;形状可辨识;周围100%有焊锡覆盖;覆盖引脚,在焊盘或导薄而顺畅的边缘. •焊点表层是凹面的、润湿良好的焊点内引脚形状可以辨识.•焊点表面凸面,焊锡过多导致引脚形状不可辨识,但从主面可以确认引脚位于通孔中;•由于引脚弯曲导致引脚形状不可辨识.附表5 有引脚的支撑孔-垂直填充目标可接受不可接受润湿角度=360°焊锡润湿覆盖率=100% •周边润湿角度≥330°•焊盘焊锡润湿覆盖率≥75%•周边润湿角度<330°•焊盘焊锡润湿覆盖率<75% 附表6 焊接异常-暴露基底金属目标可接受不可接受露基底金属·基底金属暴露于:a〔导体的垂直面b〔元件引脚或导线的剪切端c〔有机可焊保护剂覆盖的盘·不要求焊料填充的区域露出表面涂敷层·元件引脚/导体或盘表面由于刻痕、划伤或其它情况形成的基底金属暴露不能超过对导体和焊盘的要求附表7 焊接异常-针孔/吹孔目标可接受不可接受良好、无吹孔·润湿良好、无吹孔·针孔/吹孔/空洞等使焊接特性降低到最低要求以下附表8 焊接异常-焊锡过量-锡桥目标可接受不可接受·**桥·横跨在不应相连的两导体上的焊料连接·焊料跨接到非毗邻的非共接导体或元件上附表9 焊接异常-焊锡过量-锡球目标可接受不可接受现象·锡球被裹挟/包封,不违反最小电气间隙注:锡球被裹挟/包封连接意指产品的正常工作环境不会引起锡球移动·锡球未被裹挟/包封·锡球违反最小电气间隙附表10 引脚折弯处的焊锡目标可接受不可接受折弯处无焊锡·引脚折弯处的焊锡不接触元件体·引脚折弯处的焊锡接触元件体或密封端附表11 焊接异常-反润湿目标可接受不可接受良好、无反润湿现象·润湿良好、无反润湿现象·反润湿现象导致焊接不满足表面贴装或通孔插装的焊料填充要求附表12 焊接异常-焊料受拢目标可接受不可接受料受拢·无焊料受拢·因连接产生移动而形成的受拢焊点,其特征表力纹附表13 焊接异常-焊料破裂目标可接受不可接受料破裂·无焊料破裂·焊料破裂或有裂纹附表14 焊接异常-锡尖目标可接受不可接受圆润饱满没有锡尖·焊锡圆润饱满没有锡尖·锡尖违反组装的最大高度要求或引脚凸出要求1.5毫米·锡尖违反最小电气间隙附表15 镀金插头目标可接受不可接受插头上无焊锡·镀金插头上无焊锡·在镀金插头的实际连接区域有焊锡、合金以外其它金属附表16 焊接后的引脚剪切目标可接受不可接受·引脚和焊点无破裂·引脚凸出符合规范要求·引脚和焊点无破裂·引脚凸出符合规范要求·引脚与焊点间破裂。
指导文件器件插装、手工焊接工艺管理规定REV 版本APAGE页码 1 of 7 1目的规范插件焊接工序员工操作,减少人为故障。
2 适用范围适用于插件焊接工序。
3 职责3.1 生产部负责拟制《器件插装、手工焊接工艺管理规定》,并组织实施3.2 品质部按照《器件插装、手工焊接工艺管理规定》对生产部员工的操作进行检验。
4 工艺要求4.1 热源零件插装参考标准4.1.1 定义:当零件之机能开始运作后,温升≥ 10︒C者,该零件即称为热源零件(或发热组件),如功率电阻、功率半导体(含散热片)、及电磁零件等。
;4.1.2 当其它零件与热源零件太靠近时,会影响产品寿命,甚至造成安全危害问题;4.1.3 热源器件于PCB板间距要求:a≥3毫米,加散热装置者,例外处理4.1.4 标准情况:4.2非热源零件参考标准:4.2.1根据设计要求将器件本体架高或平贴PCB在PCB线路板上。
指导文件器件插装、手工焊接工艺管理规定REV 版本APAGE页码 2 of 7 4.2.2器件与PCB板间距标准零件平贴于基板时,架高距离 1mm;让步接收条件:不影响后续工作。
4.2.3器件插装标准插装良好,平贴在线路板板面上,器件管脚扭曲时,管脚间距大于等于1mm为合格。
a ≥1mm 为合格4.3零件与零件之间距:4.3.1非绝缘零件:零件可导电且无绝缘材料被覆或有金属裸露,例如:散热片、保险丝、晶体管(TO220包装)等;4.3.2绝缘零件 : 零件不导电或金属部位有绝缘材料被覆无裸露,例如:铝质电解电容、电阻等;4.3.3绝缘零件与非绝缘零件最小间距1 mm。
4.3.4非绝缘零件与非绝缘零件最小间距4 mm,若有特殊要求不在此限。
指导文件器件插装、手工焊接工艺管理规定REV 版本APAGE页码 3 of 74.4 几种常见的不能接受的插件质量问题:两个零件插同一位置漏插移位一边未插入4.5手工焊接操作正确方法:(五步法)4.5.1准备焊接:左手拿焊丝,右手握烙铁,烙铁头应保持干净且温度可以熔化焊锡丝。
元器件工艺技术要求规范1目的 (1)2适用范围 (1)3定义 (1)4职责 (1)5引用和参考的相关标准 (1)6术语 (2)7要求 (2)7.1元器件管脚表面涂层要求 (2)7.2表面贴装器件封装 (3)7.3表面贴装器件的共面度要求 (3)7.4工作温度 (3)7.5可焊性要求 (4)7.6耐焊接热 (4)7.7外型尺寸及重量要求 (4)7.8相关尺寸 (5)7.9封装一致性要求 (5)7.10潮湿敏感器件要求 (5)7.11防静电要求 (6)7.12器件包装及存储期限的要求 (6)7.13加工过程要求 (7)7.14清洗要求 (8)7.15返修要求 (8)8说明 (8)9参考资料 (8)10相关附件、文件、记录 (8)10.1附件 (8)10.2文件 (8)10.3记录 (8)精选范本1 目的元器件的工艺性对于生产加工和产品质量非常重要,是必不可少的一项性能指标,为了使元器件符合焊接、加工制造质量要求,要求所选用的元器件满足产品生产工艺的一致性,对SMT 元器件供应商所供的产品工艺性作出统一规范,本要求规定了表面贴装元器件和插装元器件的工艺技术要求,以保证所选用的元器件具有良好的工艺性。
2 适用范围对元器件工艺技术的通用要求,只有满足要求的元器件才能被选用、生产。
本要求将随工艺水平的提高而更新。
3 定义无4 职责采购部门、质量部门根据本技术要求选用的元器件及其供应商进行监督和管控,确保被选用及生产的元器件是满足工艺技术要求的。
5 引用和参考的相关标准EIA/IS-47《Contact Terminations Finish for Surface Mount Device》J-STD-001B《Requirements for Soldered Electrical and Electronic Assemblies》IEC68-2-69《Solderability testing of electronic conponents for surface mounting technology by the wetting balance methods》EIA-481-A《表面安装器件卷带盘式包装》IEC286《表面安装器件卷带盘式包装》IPC-SM-786A《Procedures for Characterizing and Handling of Moisture/Reflow Sensitive Plastic ICs》J-STD-020《Moisture/Reflow Sensitivity Classification of Plastic Surface Mount Devices》IPC-SC-60A《Post Solder Solvent Cleaning Handbook》IPC-AC-62A《Post Solder Aqueous Cleaning Handbook》IPC-CH-65《Guidelines for Cleaning of Printed Boards and Assemblies 》IPC-7711《Rework of Electronic Assemblies(Replaces IPC-R-700)》IPC-7721《Repair and Modification of Printed Boards and Electronic Assemblies(Replaces IPC-R-700) 》IPC-SM-780《Guidelines for Component Packaging and Interconnection with Emphasis on Surface Mounting》J-STD-004《Requirememt for Soldering Flux》J-STD-002《Solderability tests for component leads,terminations,lugs,terminals and wires》6 术语略7 要求7.1 元器件管脚表面涂层要求本项对表面贴装与插装元器件的要求相同。
电子元器件焊接工艺规范一、目的规范电子元器件手工焊接操作,保证产品质量,提高生产效率,制定此工艺规范,要求生产二部全体员工严格遵守。
二、手工焊接工具要求1、焊锡丝的选择要求1)直径为1.0mm的焊锡丝,用于铜插孔焊接,焊片和PCB板的注锡,一些较大元器件的焊接。
2)直径为0.8mm的焊锡丝,用于普通类电子元器件焊接。
3) 直径为0.6mm的焊锡丝,用于贴片及较小型电子元器件焊接。
2、电烙铁的功率选用要求1)焊接常规电子元器件及其它受热易损件的元件时,考虑选用35W内热式电烙铁。
2)焊接导线、铜插孔、焊片以及给PCB板镀锡时,要选用60W的内热式电烙铁。
3)拆卸一些电子元器件及热缩管热缩时,考虑选用热风枪。
3、电烙铁使用注意事项1)新的烙铁在使用之前必须先给它蘸上一层锡(给烙铁通电,然后在烙铁加热到一定的时候就用锡条靠近烙铁头),使用久了的烙铁将烙铁头部锉亮,然后通电加热升温,并将烙铁头蘸上一点松香,待松香冒烟时在上锡,使在烙铁头表面先镀上一层锡。
2)电烙铁通电后,不用时应放在烙铁架上,但较长时间不用时应切断电源,防止高温“烧死”烙铁头(被氧化)。
要防止电烙铁烫坏其他元器件,尤其是电源线,若其绝缘层被烙铁烧坏而不注意便容易引发安全事故。
3)不要把电烙铁猛力敲打,以免震断电烙铁内部电热丝或引线而产生故障。
4)电烙铁使用一段时间后,可能在烙铁头部留有锡垢,在烙铁加热的条件下,我们可以用湿布轻檫。
如有出现凹坑或氧化块,应用细纹锉刀修复或者直接更换烙铁头三、电子元器件的安装1、元器件引脚折弯及整形的基本要求手工弯引脚可以借助镊子或小螺丝刀对引脚整形。
所有元器件引脚均不得从根部弯曲,一般应留1.5mm以上;电阻,二极管及其类似元件要将引脚弯成与元件成垂直状再进行装插。
2、元器件插装要求1)电子元器件插装要求做到整齐、美观、稳固,元器件应插装到位,无明显倾斜、变形现象。
同时应方便焊接和有利于元器件焊接时的散热。
通孔插装元器件焊孔、焊盘设计工艺规范
1.0目的:规范元器件焊孔、焊盘设计,满足可制造性要求。
2.0适用范围:通孔插装元器件的焊孔、焊盘设计。
3.0内容
3.1定义
3.1.1引脚直径:若无特殊说明,指圆形引脚的直径,或者指方形(含扁形)
引脚截面的对角线长度,用d表示,如图3.1.1(a)、图3.1.1(b)
所示。
3.1.2方形(或扁形)引脚截面尺寸:用w表示引脚宽度,用t表示引脚厚
度,如图3.1.1(b)所示。
当方形引脚的宽厚比w/t大于2时称为扁
形引脚。
3.1.3焊孔直径:圆形焊孔直径,用d1表示,如图3.1.1(c)所示。
3.1.4焊盘直径:圆形焊盘直径,用D表示,如图3.1.1(c)所示。
3.1.5椭圆(或方形)焊盘长度:用L表示,如图3.1.1(d)所示。
3.1.6椭圆(或方形)焊盘宽度:用W表示,如图3.1.1(d)所示。
(a) 圆形引脚元器件
(b) 方形(或扁形)引脚元器件
元件
(c) 圆形焊孔及焊盘(d) 圆形焊孔及椭圆(或方形)焊盘
3.2 焊孔
3.2.1
一般情况下,焊孔直径d1按表3.2.1选取: 表3.2.1
注1:无标准骨架的电感、变压器、多股线等误差较大的非标准元件,
取上限。
单
面板取下限。
注2:在仅有有限的几个插装元件,多数元件为贴装元件的情况下,
有可能使用到
通孔回流焊工艺,比如模块针脚的焊接。
3.2.2
脚距精度较高,且定位要求也较高的元器件,如输入、输出插座等,焊孔直径等于引脚直径加上0.15~0.2mm 。
3.2.3
方形引脚焊孔:
3.2.3.1 w >2.5mm 时,设计为方焊孔(圆角R 为0.3~0.35mm,
防止圆角影响插装),方焊孔尺寸如图3.2.3.1所示。
3.2.3.2 w <2 mm 时
,设计为圆孔,焊孔直径d1=d+0.15~0.25mm, d 为引脚截面
对角线长。
3.2.4
扁形引脚焊孔:
3.2.
4.1 w <1.8mm 时,设计成圆孔,焊孔直径d1=d+0.15~0.25mm, d 为引脚截
面对角线长。
3.2.
4.2 w >1.8mm 时,根据t 值大小设计为长方孔或长圆孔,如图3.2.4所
示。
t >1.5mm 时,焊孔设计为长方孔(圆角R 为0.3~0.35mm,防止圆角影响插装),长方孔焊孔宽度T=t+0.3mm,焊孔长度L=w+0.4~0.5mm ;t <1.5mm 时,焊孔设计为长圆孔, 长圆孔焊孔宽度T=t+0.3mm,且T ≥0.7mm,长圆孔焊盘长度。
3.2.5
焊孔直径d1要形成序列化:在建立元件封装库时,要将孔径换算成英制单位(mil),并形成序列化,当d1≤52mil 时,按4mil 递减,取52mil 、48mil 、44mil 、40mil 、36mil 、32mil 、28mil 、24mil.当d1>52mil 时,按5mil 递增,取55mil 、60mil 、65mil 、70mil 、75mil 、80mil ……。
3.3 焊盘:
3.3.1
一般情况下, 焊盘直径根据表3.3.1选取,但为了使焊盘间距足够大,多层板焊盘直径允许在此基础上减小10-20%(在第 3.5项中用Dmin 表示)。
表3.3.1
3.3.2 当受脚距限制,按表3.3.1选取的焊盘的间距小于1mm 时,采用椭圆焊盘.椭圆焊盘宽度W=d1+K (单面板K 取0.6mm ,多层板K 取0.4mm ),椭圆焊盘长度L=2~2.3d1或L=d1+1.0mm,取两个L 值中的较大值。
此项不适用于类似2.54间距双排插座的元件,因为椭圆焊盘会减小其中一个方向上的焊盘间距。
3.3.3 焊盘与焊孔需同心。
3.4
焊孔间距需按照器件规格书提供的数据设计.注意公制与英制的换算,如100mil 等于2.54mm ,而不是2.5mm ,这一项对于直线多脚排列的
长方焊孔
图3.2.4
元件来说,更为重要。
3.5常见插装元器件引脚直径d、焊孔直径d1、焊盘直径D配合速查:3.5.1若无特殊说明,“引脚直径d”指圆形引脚截面直径最大值,见图
3.1.1所示。
“引脚截面尺寸”指方形(或扁形)引脚截面尺寸w*t的
最大值。
3.5.2椭圆(方形)焊盘尺寸为W*L。
若无特殊说明,椭圆(或方形)焊盘长L
与引脚排列方向垂直(多排脚元器件以引脚排列数最多的方向定为引
脚排列方向)。
3.5.3焊盘有三种规格,根据布局密度(影响焊盘间距)和安规距离,单面
板选D或椭圆焊盘W*L;多层板可在三种焊盘中选取一种,布局密度
高时,建议优先选取Dmin或椭圆焊盘w*L。
3.5.4三端器件(二极管、三极管等)类:
注3、注4、注5:为使焊孔相同,且保持较大的焊盘间距,焊孔间
距
比引脚间距加大了6mil。
另外也是为了使TO225AA、TO126、SOT32
封装兼容(MJE172、MJE182有不同的封装)。
3.5.5电解电容类:
注9、注10:焊孔间距比脚距略有增大。
注11:本体长度不同,引脚直径不同。
为了兼容,焊孔直径相同。
3.5.6集成电路类:
3.5.7热敏电阻类:
3.5.8 压敏电阻类(引脚间距沿本体径向的分量为E ,沿本体厚度方向的分量
为A ,如图3.5.10所示)
图3.5.8
3.5.9插针、插座类:
3.5.10用组合螺钉的装配孔:
3.5.11放电管:
注15:方焊盘仅用于后焊焊盘一端。
3.5.12带引线保险管(品牌:HOLLY):
3.5.13电位器:
3.5.14其它:
(注:可编辑下载,若有不当之处,请指正,谢谢!)。