三菱CNCM网络设置方法
- 格式:docx
- 大小:2.32 MB
- 文档页数:3

60/60SånóÒëÄçÏÅ@ñæÅ@前 言本手册说明如何使用MELDAS M6060S 系列本手册说明如何设定程序在使用本数控系统前请仔细阅读本手册此外您本人必须熟悉下页所述的有关安全方面的注意事项以确保对本NC系统进行安全操作MELDAS M60系列包括M64A/M64/M65/M66/M65V等机种MELDAS M60S 系列包括M64AS/M64S/M65S/M66S等机种关于阅读本手册的注意事项注意如果本手册中关于限制或使用条件的说明与机床制造商发行的操作手册中的说明有冲突则以后者的说明为准本手册中未加说明的操作应当认为是不可行的本手册编写的前提是假定您的机床配备了全部选项的操作功能在开始操作机床前请参考机床制造商所提供的规格确认您的机床可使用的功能各种机床设备的使用说明请参照机床设备制造商所提供的说明书 在某些型号的NC 系统中画面上所出现的显示可能会有所不同在这种情况下机床的操作方式会改变或者某些功能不能使用请务必确认系统规格与型号必要时也可以参考配合使用下列说明书MELDAS 60/60S 系列 报警/参数手册..................................................................................... BNP–B2180 MELDAS 60/60S 系列 MELDAS MAGIC 64 编程手册......................................................... BNP–B2182 MELDAS 60/60S 系列 MELDAS MAGIC 64 编程手册......................................................... BNP–B2181使用前的注意事项 在这个控制系统中加工程序参数刀具补偿数据被保存在内存存储器中因为这个控制系统的内存是通过干电池供电来备份这些数据和内容所以在出厂后的一般使用状态情况下六年中有效但如果发生下列情况会导致数据和内容的消失 为了防止此类情况发生请参照本说明书的-8维修功能请把重要的程序和参数等输出并保存在输出/输入设备中 续后页续前页下列情况发生后会导致内存数据内容消失1发生错误操作情况变更了原本不应该变更的程序编辑功能参数设定功能以上发生的数据内容消失并非真正意义上的数据内容消失而是原来的数据和内容被不正确地消去或改动而导致但由于数据和内容确实消失了所以这里也把它定义为数据内容消失2电池寿命结束的情况因为电池寿命结束不能为存储器提供必要的电压或电源被切断3发生故障的情况某种故障发生后导致必须更换控制系统关于安全的注意事项在安装操作设定程序维修和检查之前请仔细阅读机床制造商的规格说明本手册有关的操作手册和其它的辅助文件只有在您完全了解了这一系统并熟悉了安全操作步骤以后才能操作NC机床本手册把安全注意事项分为三个层次危险警告和注意不适当的操作可能会立即危及操作者的生命或使操作者受到严重的伤害不适当的操作可能会危及操作者的生命或使操作者受到严重的伤害不适当的操作可能会伤害操作者或使他们的财产遭到损失 即使是以注意所标示的项目在某些情况下也可能会引起严重的问题所有这三种警示性的符号包含很重要的信息因此需要绝对认真地对待有关安全的注意事项 限制或使用条件的说明与机床制造商发行的操作手册中的说明有冲突则以后者的说明为准 本手册中未加说明的操作应当认为是不可行的 本手册编写的前提是假定您的机床配备了全部选项的操作功能在开始操作机器前请参考机床制确认您的机床可使用的功能各种机床设备的使用说明请参照机床设备制造商所提供的说明书NC 系统中画面上所出现的显示可能会有所不同在这种情况下机床的操作方式会改变或者某些功能不能使用请进行信号电缆的接地另外为了使控制单元的本体强电盘机床使用同电位请进行同一点接地当把控制单元的旋转开关设定为7时NC的全部数据内容会消失系统将无法启动在没有设定的情况下机床端可能会发生冲突输出设备的电缆在连接和拆卸时必须先关闭电源在电源开启的状态下进行安装和拆卸会导自动运转包含单节停止时如果刀具补偿量或工件坐标系补偿量发生变化补偿量将从下一单节或其后的单节指令开始有效机床运转时在诊断画面中进行强制数据设定强制输出时请注意机床的动作顺序如果进行格式化NC内存的数据将被全部删除所以在进行格式化前把必要的数据使用输出功输出到其他记忆装置中去即使在图形检查画面中执行刀具补偿量写入指令参数写入指令或变量写入指令时原来的数据将为了防止通讯时发生数据出错或乱码输入和输出加工程序后必须进行核对请勿变更准备参数关于程序的注意事项在实际操作中操作EOB和EOR都是解释性的记号这些实际编码在中是直线进给和在EIA中是单节结束和记录结束未经机床制造商允许请勿变更固定循环程序关于运转时的注意事项在自动运转中请不要进入机械移动范围请不要把手脚或头部靠近正在运转中的主轴在进行实际加工前进行空运转操作以确认加工程序刀具补偿量工件坐标系补偿量等等在单节运转中设定程序启动将不能运行被设定的单节以前的程序如果设定的单节以前存在坐标S T B指令请在模式等中发出必要的指令如果不进行这些操作而设定单节启动时可能发生机械干涉的危险编程时以镜像的中心进行镜像功能的开关如果在镜像中心以外进行镜像功能的开关时加工轨迹请先把加工程序刀具数据参数存入输出再更换电池在发生飞车或出现噪音现象时请立即按下紧急停止键使轴停止移动电缆连接不正确会损坏机床因此请正确地连接电缆连接插头时请勿连接本手册指定以外的电压否则可能会导致机床的误动作或损坏在通电中请勿连接或断开装置间的连接电缆在断开电缆时请勿用力拉拔电缆线或使之短路加热请勿焚烧或分解电池被替换下的电池请按照当地法规进行废弃处理单元在通电中请勿更换控制器电源板在通电中请勿更换扩展用的电路板在通电中请勿更换存储卡请勿使存储卡的插座接触金属切削粉末目录I. 操作说明1. 设定和显示装置的操作..............................................................................................................................I-11.1 CRT设定和显示装置外观................................................................................................................I-11.2 显示区域的功能................................................................................................................................I-31.3 画面变换图........................................................................................................................................I-51.3.1 电源接通时的画面变换........................................................................................................I-51.3.2 画面变换图车床/磨床..................................................................................................I-61.3.3 画面变换图中心加工机...............................................................................................I-81.4 画面选择顺序..................................................................................................................................I-101.5 数据设定方法..................................................................................................................................I-141.6 屏幕保护功能..................................................................................................................................I-182. 位置显示....................................................................................................................................................I-202.1 相对值..............................................................................................................................................I-212.1.1 CRT画面的关闭.................................................................................................................I-232.1.2 相对值显示的计数归零原点归零..................................................................................I-232.1.3 手动数值指令S, T, M指令.........................................................................................I-242.1.4 自动运转程序显示..............................................................................................................I-272.2 坐标值..............................................................................................................................................I-282.2.1 缓冲区修改..........................................................................................................................I-302.3 指令值..............................................................................................................................................I-422.3.1 执行程序的监视..................................................................................................................I-422.3.2 执行持续信息的监视..........................................................................................................I-432.3.3 累积时间显示......................................................................................................................I-442.4 呼叫..................................................................................................................................................I-462.4.1 记忆呼叫..............................................................................................................................I-472.4.2 DNC呼叫............................................................................................................................I-482.4.3 核对停止M65/65S166/66S系列适用........................................................................I-502.5 程序再启动功能..............................................................................................................................I-522.5.1 程序再启动的操作步骤......................................................................................................I-542.5.2 程序再启动呼叫的操作步骤..............................................................................................I-572.5.3 程序再启动位置回归方式..................................................................................................I-632.5.4 程序再启动的手动数值指令..............................................................................................I-652.5.5 注意事项..............................................................................................................................I-662.6 PLC开关..........................................................................................................................................I-682.6.1 PLC开关的ON/OFF操作..................................................................................................I-682.7 共变量..............................................................................................................................................I-692.7.1 共变量的显示......................................................................................................................I-702.7.2 共变量的设定......................................................................................................................I-712.7.3 共变量的删除......................................................................................................................I-712.8 局变量..............................................................................................................................................I-722.8.1 局变量的显示......................................................................................................................I-73 3(). 刀具补偿车床/磨床......................................................................................................................I-753.1 刀尖磨耗补偿车床/磨床.........................................................................................................I-763.1.1 刀具补偿数据的设定..........................................................................................................I-773.1.2 刀具补偿数据的清除..........................................................................................................I-773.1.3 刀具磨耗刀具长度数据的设定模式增量值绝对值..........................................I-783.2 刀具数据车床/磨床.................................................................................................................I-793.2.1 手动刀具长度测量I............................................................................................................I-803.2.2 刀具数据画面上执行手动数值指令操作M, T..........................................................I-863.2.3 手动刀具长度测量..........................................................................................................I-873.3 刀径车床/磨床.........................................................................................................................I-953.4 刀具寿命管理I#1096 T-L type 是1车床/磨床..............................................................I-963.4.1 寿命管理方式......................................................................................................................I-973.4.2 计算条件增量..............................................................................................................I-973.4.3 刀具寿命管理数据的设定..................................................................................................I-983.4.4 显示画面上刀具寿命管理数据的清除..............................................................................I-983.4.5 注意事项..............................................................................................................................I-983.5 刀具寿命管理II#1096 T_L type是2车床/磨床............................................................I-993.5.1 刀具组的登录......................................................................................................................I-993.5.2 刀具寿命的计算方法........................................................................................................I-1013.5.3 参数....................................................................................................................................I-1033.6 刀具登录车床/磨床...............................................................................................................I-1043.6.1 功能概要............................................................................................................................I-1043.6.2 刀库座中刀具的登录........................................................................................................I-1053.6.3 主轴刀预备刀和索引区的刀具登录............................................................................I-1063.6.4 刀具登录数据的删除........................................................................................................I-1063.6.5 在刀具登录画面上执行手动数值指令操作M, T....................................................I-107 3(). 刀具补偿中心加工机铣床.....................................................................................................I-1083.1 刀具补偿........................................................................................................................................I-1093.1.1 刀具补偿数据的设定........................................................................................................I-1103.1.2 刀具补偿数据的清除........................................................................................................I-1103.1.3 刀具补偿数据的设定模式绝对值/增量值...............................................................I-1113.1.4 手动刀具长度测量............................................................................................................I-1133.1.5 刀具补偿画面上执行手动数值指令操作M, T........................................................I-1163.2 刀具登录........................................................................................................................................I-1173.2.1 功能概要............................................................................................................................I-1173.2.2 刀库座中刀具的登录........................................................................................................I-1183.2.3 主轴刀预备刀和索引区的刀具登录............................................................................I-1193.2.4 刀具登录数据的清除........................................................................................................I-1193.2.5 刀具登录画面上执行手动数值指令操作M,T.........................................................I-1203.3 刀具寿命管理................................................................................................................................I-1213.3.1 功能概要............................................................................................................................I-1213.3.2 刀具寿命画面数据的显示................................................................................................I-1223.3.3 刀具寿命数据的显示和设定刀具寿命管理数据画面第2页................................I-1263.3.4 刀具寿命管理数据的清除................................................................................................I-1274. 用户参数..................................................................................................................................................I-1284.1 工件坐标........................................................................................................................................I-1294.1.1 工件坐标系补偿数据的设定............................................................................................I-1304.1.2 外部工件坐标系补偿数据的设定....................................................................................I-1304.1.3 机械位置数据的显示........................................................................................................I-1304.1.4 工件坐标补偿值测量功能车床................................................................................I-1314.1.5 工件坐标补偿值测量功能加工中心........................................................................I-1364.2 加工参数........................................................................................................................................I-1374.2.1 加工参数1..................................................................................................................I-1374.2.2 控制参数............................................................................................................................I-1454.2.3 轴参数................................................................................................................................I-1474.2.4 禁区数据L/G.............................................................................................................I-1484.3 输入/输出用参数...........................................................................................................................I-1504.3.1 输入/输出基本参数...........................................................................................................I-1504.3.2 输入输出装置参数1..................................................................................................I-1514.3.3 计算机链接B参数COMPUTER LINK B................................................................I-1544.4 开启准备参数机械参数........................................................................................................I-1574.5 参数备份画面................................................................................................................................I-1584.5.1 参数备份的操作................................................................................................................I-1594.5.2 已备份参数的回存操作....................................................................................................I-1605. 程序..........................................................................................................................................................I-1615.1 功能概要........................................................................................................................................I-1625.2 菜单功能........................................................................................................................................I-1635.2.1 MDI 画面的菜单功能.......................................................................................................I-1635.2.2 编辑画面的菜单功能........................................................................................................I-1665.3 程序编辑操作................................................................................................................................I-1685.3.1 数据显示更新移动1 个画面....................................................................................I-1685.3.2 数据显示更新移动1 行............................................................................................I-1695.3.3 数据的变更........................................................................................................................I-170 5.3.4 数据的插入SHIFT DELETE INS..............................................................................................I-171 5.3.5 字符删除DELETEINS ...........................................................................................................I-172 5.3.6 1个单节的删除C.BCAN .................................................................................................I-1735.3.7 1个画面数据的删除.........................................................................................................I-1745.4 MDI 画面的扩展操作...................................................................................................................I-175 5.4.1 MDI 数据在存储器内的登录MDI 登录.......................................................................I-1755.5 编辑画面的扩展操作....................................................................................................................I-176 5.5.1 编辑数据的呼出呼叫...........................................................................................I-1765.5.2 新程序的登录和作成........................................................................................................I-180 5.6 录返................................................................................................................................................I-1815.6.1 录返操作............................................................................................................................I-1825.6.2 编辑操作............................................................................................................................I-1875.6.3 限制事项............................................................................................................................I-1885.7 整句编辑字编辑....................................................................................................................I-1895.7.1 在整句编辑时各种操作键的说明....................................................................................I-1925.7.2 字符串呼叫的单位............................................................................................................I-1945.7.3 相同字符串搜索功能........................................................................................................I-1955.7.4 匹配字符串搜索功能........................................................................................................I-1965.7.5 删除字符字符串................................................................................................................I-1985.7.6 整行删除的操作................................................................................................................I-1995.7.7 字符替换功能....................................................................................................................I-2005.7.8 插入字符字符串................................................................................................................I-2015.7.9 字符复制功能....................................................................................................................I-2035.7.10 编辑程序............................................................................................................................I-2045.7.11 删除程序............................................................................................................................I-2055.7.12 编辑新程序........................................................................................................................I-2065.7.13 呼叫操作............................................................................................................................I-2075.7.14 背景编辑呼叫....................................................................................................................I-2085.7.15 背景编辑结束....................................................................................................................I-2095.7.16 程序注解输入....................................................................................................................I-2095.7.17 设定程序操作开始位置....................................................................................................I-2106. 数据输入/输出.........................................................................................................................................I-2116.1 数据输入........................................................................................................................................I-2126.1.1 输入与比较的切换............................................................................................................I-2136.1.2 加工程序的输入................................................................................................................I-2146.1.3 刀具补偿数据的输入........................................................................................................I-2166.1.4 参数数据的输入................................................................................................................I-2176.1.5 共变量的输入....................................................................................................................I-2186.1.6 输入操作历史数据............................................................................................................I-2196.1.7 输入波形显示数据............................................................................................................I-2206.1.8 输入辅助轴参数数据........................................................................................................I-2216.2 数据输出........................................................................................................................................I-2226.2.1 加工程序的输出................................................................................................................I-2256.2.2 刀具补偿数据的输出........................................................................................................I-2286.2.3 参数数据的输出................................................................................................................I-2296.2.4 共变量的输出....................................................................................................................I-2326.2.5 历史数据的输出................................................................................................................I-2336.2.6 输出波形显示数据............................................................................................................I-2346.2.7 输出辅助轴参数数据........................................................................................................I-2356.3 程序删除........................................................................................................................................I-2366.4 程序复制........................................................................................................................................I-2406.4.1 加工程序的复制................................................................................................................I-2406.4.2 加工程序的压缩................................................................................................................I-2416.4.3 加工程序的合并................................................................................................................I-2426.4.4 加工程序的号码变更........................................................................................................I-2436.5 程序一览表....................................................................................................................................I-2446.6 RS-232C I/O机器的连接..............................................................................................................I-2456.6.1 读带机打带机列表机FLD的连接........................................................................I-2456.7 数据保护........................................................................................................................................I-2466.7.1 数据保护键........................................................................................................................I-2466.7.2 编辑锁住B和C................................................................................................................I-2487. 诊断..........................................................................................................................................................I-2507.1 报警信息........................................................................................................................................I-2517.1.1 报警和停止码的跟踪........................................................................................................I-2527.2 伺服监视........................................................................................................................................I-2537.2.1 伺服监视1..................................................................................................................I-2537.2.2 伺服监视(2)..................................................................................................................I-2547.2.3 伺服诊断............................................................................................................................I-2557.2.4 伺服诊断(2)..................................................................................................................I-2567.2.5 PW诊断.............................................................................................................................I-2577.2.6 同期误差的显示项目........................................................................................................I-2587.3 主轴监视........................................................................................................................................I-2607.4 PLC接口诊断................................................................................................................................I-2647.4.1 接口诊断的设定及显示....................................................................................................I-2647.4.2 PLC 装置数据的显示........................................................................................................I-2667.4.3 PLC 接口信号强制定义(一次有效型)........................................................................I-2677.4.4 PLC 接口信号强制定义(持续型)................................................................................I-2687.4.5 紧急停止状态发生时的诊断执行方法............................................................................I-2697.5 绝对位置监视................................................................................................................................I-2707.5.1 绝对伺服监视......................................................................................................................I-2707.5.2 绝对位置初期化..................................................................................................................I-2717.6 调整................................................................................................................................................I-2737.6.1 调整准备............................................................................................................................I-2737.6.2 模拟输出自动调整............................................................................................................I-2737.6.3 调整步骤............................................................................................................................I-2747.6.4 参数输入/输出...................................................................................................................I-2757.7 运转历史........................................................................................................................................I-2767.8 NC规格.........................................................................................................................................I-2777.8.1 软件构成模块....................................................................................................................I-2777.8.2 硬件安装状态监视............................................................................................................I-2787.9 辅助轴参数....................................................................................................................................I-2797.9.1 MR-J2-CT参数和N目标编号.........................................................................................I-2907.9.2 备份....................................................................................................................................I-2927.10 辅助轴监视....................................................................................................................................I-2967.10.1 报警历史显示....................................................................................................................I-2977.10.2 辅助轴调整功能................................................................................................................I-2977.10.3 辅助轴调整功能的操作方法............................................................................................I-3007.11 MELDAS NET支持功能的相关参数.........................................................................................I-3037.12 NC数据采样画面.........................................................................................................................I-3067.13 安心网络(Anshin-net)..............................................................................................................I-3078. 高速程序服务器(IC卡服务器)(M65/M66/M64SM/M65SM/M66SM适用)..............................I-3088.1 主机设定(Host Setting)(M64SM/M65SM/M66SM系列)..................................................I-3098.1.1 设定用户名称....................................................................................................................I-310。
新代CNC网络设置步骤一、网络线制作方法二、网络布线三、控制器设置步骤(CNC_9.167版本以上)四、电脑设置步骤( Windows 95/98设置)五、电脑设置步骤( Windows 2000设置)六、CNC网络软体设定(适用CNC系统7.0(含)版以上)七、网络疑难问题解决方法一、网络线制作方法网络线通常分为直通线与对等线两种直通线:用来与集线器或交换机连接,达到多台电脑的资源共享对等线:单独的电脑与控制器连接以实现网络连接直通线两头的图示说明:发送端\接收端对等线两头的图示说明:发送端 接收端注:1.请检查网络线两头的8根线颜色是否和接线图示完全相同,如果颜色不一致会造成网络无法连接。
2.请检查网络线水晶头的8个小铜片是否全部压到低部,如果压不到低部,会造成网络线无法导通。
3.请检查水晶头接的底端,看是否8根铜线都插在低端,如果参差不齐,有可能会引起网络线无法导通。
4.如果有网络测试仪直接检查网络线效果会更好。
二、网络布线1.如果控制器与电脑相连是经过集线器或者交换机,那么网络线则选用两根直通线,一根线是电脑与集线器或者交换机相连,另外一根线是控制器中的主机板网卡与集线器或者交换机相连接2.如果控制器直接与电脑相连接,那么直接选用对等线相连接起来就可以了。
注:1. 固定网络线时切记勿压,钉子勿直接穿入网络线,这样会使网络有可能开成短路。
2.网络线尽量离开一些干扰性比较大的地方。
三、控制器设置步骤(CNC_9.167版本以上)1进入控制器界面:2.进入参数设定画面(F6):3.按下一页键(键盘F10)进入此画面4.接F3进入此画面:A.(注):上图为CNC出厂默认信息,根据电脑的设置而改变控制器的配置,以实现网络连接,这样更方便、简捷。
控制器名称:不同控制器有不同的名称,且不可与网络上相连的其它电脑或控制器同名。
地址设定:根据电脑上的IP地址而设定,若个人电脑上IP地址为:192.168.0.10,则控制器中地址设定为:192.168.0.15,只要最后一位不同且范围在1~254之间即可。
三菱以太网连接软件使用说明MITSUBISHI CNC Network8。
三菱数控网络的应用这个工具软件是适用于M700和M70系列,用户可以将控制器和PC端之间进行文件传输。
它不仅方便使用,而且是提高传输速度的FTP软件。
它使用简单,初级用户可以很容易理解,但M60S和之前的版本是无法使用的8.1安装软件安装前,三菱数控网络是需要安装客户API 。
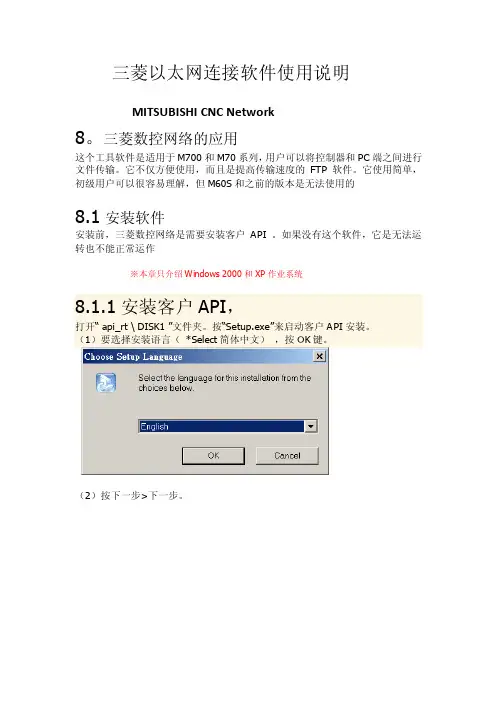
如果没有这个软件,它是无法运转也不能正常运作※本章只介绍Windows 2000和XP作业系统8.1.1安装客户API,打开“ api_rt \ DISK1 ”文件夹。
按“Setup.exe”来启动客户API安装。
(1)要选择安装语言(*Select简体中文),按OK键。
(2)按下一步>下一步。
3)按下一步>下一步。
如果你想安装到不同的文件夹,单击Browe ......选择另一个文件夹(4)按下一步>下一步。
(5)安装完成后选择,然后按“ ☉不要设置数控身份证号码。
”下一页> 。
(6)选择“ ☉是的,我想现在重新启动我的电脑” ,并按下Finish键。
8.1.2安装三菱数控网络打开文件夹\MITSUBISHI CNC Network\“setup.exe” 。
(1)按下一步开始安装。
(2)选择“ ☉我接受许可协议中的条款”,然后按下一步> 。
(3)更改安装文件夹,按变化,否则直接按下一页>继续下一步。
(4)按Install开始安装MITSUBISHI CNC Network。
(5)等安装完成点FINISH。
(6)安装成功在桌面会显示三菱CNC网络图标。
如果软件安装不成功,它会显示一个文件夹。
成功不成功8.2三菱CNC网络设置8.2.1 PC端设置(1)从PC端的IP地址设置○ 1在桌面选择“网络邻居”属性。
○ 2 以太网窗口,选择本地网络右键属性。
○ 3 选择,“Internet协议(TCP / IP协议)”,然后选择属性。
.新代CNC网络设置步骤一、网络线制作方法二、网络布线三、控制器设置步骤(CNC_9.167版本以上)四、电脑设置步骤( Windows 95/98设置)五、电脑设置步骤( Windows 2000设置)六、CNC网络软体设定(适用CNC系統7.0(含)版以上)七、网络疑难问题解决方法一、网络线制作方法网络线通常分为直通线与对等线两种直通线:用来与集线器或者交换机连接,达到多台电脑的资源共享对等线:单独的电脑与控制器连接以实现网络连接直通线两头的图示说明:对等线两头的图示说明:注:1.请检查网络线两头的8根线颜色是否和接线图示完全相同,如果颜色不一致会造成网络无法连接。
2.请检查网络线水晶头的8个小铜片是否全部压到低部,如果压不到低部,会造成网络线无法导通。
3.请检查水晶头接的底端,看是否8根铜线都插在低端,如果参差不齐,有可能会引起网络线无法导通。
4.如果有网络测试仪直接检查网络线效果会更好。
二、网络布线1.如果控制器与电脑相连是经过集线器或者交换机,那么网络线则选用两根直通线,一根线是电脑与集线器或者交换机相连,另外一根线是控制器中的主机板网卡与集线器或者交换机相连接2.如果控制器直接与电脑相连接,那么直接选用对等线相连接起来就可以了。
注:1. 固定网络线时切记勿压,钉子勿直接穿入网络线,这样会使网络有可能开成短路。
2.网络线尽量离开一些干扰性比较大的地方。
三、控制器设置步骤(CNC_9.167版本以上)1进入控制器界面:2.进入参数设定画面(F6):3.按下一页键(键盘F10)进入此画面4.接F3进入此画面:A.(注):上图为CNC出厂默认信息,根据电脑的设置而改变控制器的配置,以实现网络连接,这样更方便、简捷。
控制器名称:不同控制器有不同的名称,且不可与网络上相连的其他电脑或控制器同名。
位址设定:根据电脑上的IP地址而设定,若个人电脑上IP地址为:192.168.0.10,则控制器中位址设定为:192.168.0.15,只要最后一位不同且范围在1~254之间即可。
第4章设备层网络-CC-LINK4.1 CC-LINK的基础知识信息数据的现场网络系统,可以提供高效、一体化的工厂和过程自动化控制。
做为开放式现场总线,CC-Link是唯一起源于亚洲地区的现场总线,具有性能卓越、应用广泛、使用简单、节省成本等突出特点。
通过ISO认证成为国际标准,并且获得批准成为中国国家推荐标准GB/T19760-2008,同时也已经取得SEMI标准。
CC-Link是Control & Communication Link的简称,是一种可以同时高速处理控制和信通信速率下传输距离达到100m,并能够连接64个站。
到2008年3月为止他已经拥有超过1000家会员,其中海外会员已经多达57%,这一事实表明全球客户均已经开始认可CC-Link现场网络——这一源于日本,并逐步走向世界的网络标准。
随着越来越多的供应商加入CC-Link协会,目前累计发售的CC-Link兼容产品已经超过了900种。
鉴于这些产品的的卓越性能逐渐被越来越多的用户所认可4.1.1CC-Link特性1.减少配线,提高效率和其它总线一样,总线的使用减少了配线和安装设备的时间费用,减少配线时间,更有利于维护,大大提高生产效率。
2.广泛的多厂商设备使用环境可以从广泛的CC-Link产品群中选择适合您自动化控制的最佳设备。
●CC-Link会员生产厂商:已经超过506家●CC-Link兼容产品:已经超过490多种在电磁阀,传感器,转换器,温度控制器,传输设备,条形码阅读器,ID系统,网关,机器人,伺服驱动器,PLC等多种产品类型都有对应总线的产品。
3.高速的输入输出响应CC-Link实现了最高为10Mbps的高速通讯速度,输入输出响应可靠,并且响应时间快,可靠和具有确定性。
4.距离延长自由自在CC-Link的最大总延长距离可达1.2km(156kbps).另外,通过使用中继器(T型分支)或光纤中继器,可进一步延长传输距离,适用于网络扩张时需远距离设置的设备。
三菱plc怎样用网口和电脑通讯设置三菱PLC(可编程逻辑控制器)是一种常用的工业自动化设备,它可以通过网口和电脑进行通讯设置。
下面将介绍三菱PLC如何使用网口和电脑进行通讯设置。
首先,我们需要确认PLC类型和型号,以便选择正确的通讯方式和设置方法。
三菱PLC的型号有很多种,不同型号的PLC可能有不同的通讯方式和设置方法。
因此,在开始设置之前,我们需要对PLC的型号和通讯接口有所了解。
一般来说,三菱PLC的通讯接口有串口和网口两种,如果选择使用网口进行通讯设置,我们首先需要确保PLC具备网口接口。
同时,我们还需要一台装有三菱PLC编程软件和网口驱动程序的电脑。
接下来,我们将详细介绍三菱PLC使用网口和电脑进行通讯设置的步骤。
第一步,安装网口驱动程序。
在进行网口通讯设置之前,我们需要先安装PLC网口驱动程序。
通常情况下,三菱PLC编程软件的安装包中已经包含了网口驱动程序。
我们只需要按照软件安装指南逐步进行安装即可。
第二步,连接PLC和电脑。
将PLC的网口接口与电脑的网口接口相连。
确保连接正确可靠,避免松动或断开。
第三步,打开编程软件。
打开三菱PLC编程软件,选择正确的PLC型号和网口通讯方式。
在软件的菜单栏中通常有一个“设置”或“通讯设置”的选项,点击进入。
第四步,配置通讯参数。
在通讯设置界面中,我们需要填入正确的通讯参数,包括IP地址、子网掩码、网关等信息。
这些参数需要与PLC所处的网络环境相匹配,才能确保通讯顺利进行。
第五步,测试通讯连接。
在完成通讯参数的设置后,我们可以进行通讯连接的测试。
软件通常提供“测试连接”的功能,我们可以通过该功能来验证通讯是否正常。
如果通讯连接成功,我们可以进行后续的程序下载、监控和调试等操作。
最后,需要注意的是,在进行PLC通讯设置时,我们需要确保PLC和电脑处于同一个局域网中,并且网络连接稳定。
同时,我们还需要保证PLC的固件版本和编程软件的兼容性,以免由于版本不匹配导致通讯失败或其他问题。

三菱电机通信网络应用指南-CCLINK-----好讲解学习第4章设备层网络-CC-LINK4.1 CC-LINK的基础知识信息数据的现场网络系统,可以提供高效、一体化的工厂和过程自动化控制。
做为开放式现场总线,CC-Link是唯一起源于亚洲地区的现场总线,具有性能卓越、应用广泛、使用简单、节省成本等突出特点。
通过ISO认证成为国际标准,并且获得批准成为中国国家推荐标准GB/T19760-2008,同时也已经取得SEMI标准。
CC-Link是Control & Communication Link的简称,是一种可以同时高速处理控制和信通信速率下传输距离达到100m,并能够连接64个站。
到2008年3月为止他已经拥有超过1000家会员,其中海外会员已经多达57%,这一事实表明全球客户均已经开始认可CC-Link现场网络——这一源于日本,并逐步走向世界的网络标准。
随着越来越多的供应商加入CC-Link协会,目前累计发售的CC-Link兼容产品已经超过了900种。
鉴于这些产品的的卓越性能逐渐被越来越多的用户所认可4.1.1CC-Link特性1.减少配线,提高效率和其它总线一样,总线的使用减少了配线和安装设备的时间费用,减少配线时间,更有利于维护,大大提高生产效率。
2.广泛的多厂商设备使用环境可以从广泛的CC-Link产品群中选择适合您自动化控制的最佳设备。
●CC-Link会员生产厂商:已经超过506家●CC-Link兼容产品:已经超过490多种在电磁阀,传感器,转换器,温度控制器,传输设备,条形码阅读器,ID系统,网关,机器人,伺服驱动器,PLC等多种产品类型都有对应总线的产品。
3.高速的输入输出响应CC-Link实现了最高为10Mbps的高速通讯速度,输入输出响应可靠,并且响应时间快,可靠和具有确定性。
4.距离延长自由自在CC-Link的最大总延长距离可达1.2km(156kbps).另外,通过使用中继器(T型分支)或光纤中继器,可进一步延长传输距离,适用于网络扩张时需远距离设置的设备。
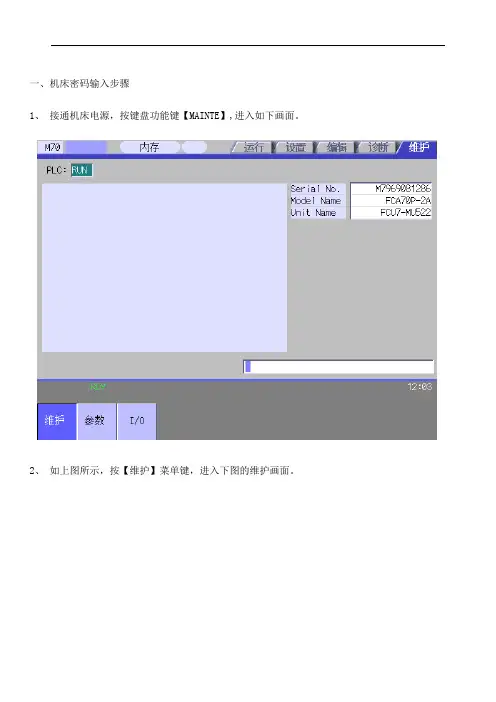
一、机床密码输入步骤1、接通机床电源,按键盘功能键【MAINTE】,进入如下画面。
2、如上图所示,按【维护】菜单键,进入下图的维护画面。
3、按【密码输入】软件,则提示要输入密码,此时在光标处输入“MPARA”并按键盘上【INPUT】键后,即完成了密码输入。
二、参数的搜索与修改1、按键盘功能键【MAINTE】,进入如下画面。
2、如上图所示,按【参数】软件,进入下图所示的参数设置画面3、接上图,选择【参数编号】软键,搜索要修改的参数,并按键盘上的【INPUT】键。
参照下图(以参数8001号为例)三、加工程序的缓存区修改步骤功能简介:自动运转(内存、存储卡)运行时,可以停止程序段,对下一指令进行修正和变更。
另外在不发生错误时,可以不进行NC复位,直接对发生错误的程序段进行修改,然后继续运转。
1、按操作面板上的单节执行键,使程序处于单节执行状态。
按键盘上的【MONITOR】键,并通过菜单扩展键找到如下图所示的画面2、如上图所示,按【PRG修改】软件,进入缓存区修正界面,如下图:3、将光标移动到要修改的程序段,执行相应的修正,修改完成后按【INPUT】键即可。
4、确认程序修改无误后,则可以继续执行以下程序。
四、程序搜索操作步骤功能简介:利用程序搜索功能可以调用内存、串行设备和存储卡中的加工程序。
1、在运转画面中按【搜索】软件键,进入如下搜索画面2、如上所示,选择要执行搜索的装置(存储器、串口或存储卡)。
下面以存储器搜索为例,按存储器软件,出现存储器内的程序,将光标移动要执行的文件名上,按【INPUT】键,即完成对该程序的搜索。
五、程序再搜索操作功能简介:程序再搜索功能是因刀具破损等原因暂时中断加工程序时,搜索到希望继续执行的加工程序段,从该程序段开始继续加工的功能。
1、在运转画面(按【MONITOR】后出现的画面),通过菜单翻页键找到如下所示画面。
2、如上图所示按【在搜索软件】,执行在搜索功能,如下图3、通过文件设定找到需要执行在搜索功能的程序,按键盘上的【INPUT】键后,即找到了上次结束前的程序段。
三菱传输参数设定三菱CNC具有的通信方式1.RS232 E60/E68 M64 C64 M70均具备RS232通信口;2.以太网M70属于标配。
M64,C64属于选配;3.CF卡E68 M70属于标配。
M64,C64属于选配;RS– 232通信参数的含义及设置参数号参数名称参数说明设定值推荐设定9101通信设备的名称设定与NC进行通信的设备名称英文,数字和符号组合。
3字符以内FDD 9102传输速度设定串行通信的传输速度即波特率;bit/s 0:19200 bps 1:9600 2:4800 3:2400 4:1200 5:600 6:300 7:110 19103停止位长度设定异步通信中停止位的长度(一般设定停止位=2) 1:1bit 2:1.5 3:2bit 39104奇偶校验位设定数据中有无奇偶校验位(一般不执行奇偶校验)0:无奇偶校验位;1:有奇偶校验位;0 9105奇偶校验选择设定是进行奇校验还是偶校验0:奇校验1:偶校验0 9106数据长度设定数据位的长度(一般设定数据位的长度=8)0:5 bit 1:6 2:7 3:8 39107结束符类型设定"结束数据读入"的代码(一般选择EOR)End Of Reel纸带卷结束0,3:EOR 1,2:EOB 39108通信握手方式(数据流控制方式)设定"通信握手方式"设定值在"1-3"之外,为无协议方式(一般选择软件握手(DC-数据控制方式))1:硬件RTS/CTS方式;2:无协议方式;3:软件握手(DC-数据控制方式)3 9109控制代码校验设定"软件握手(DC-数据控制方式)"时是否进行控制代码校验0:在DC码中无校验;DC3=13H 1:在DC码中进行校验;DC3=93H 1一般设定=1 9111输出代码的使用输出数据到输出设备时,设定DC代码的使用(一般设定=3)DC2 DC4 0:无无1:有无2无有3有有3 9112 CR码的使用(CR是回车符)设定在数据输出时,在EOB(L/F)前是否附加(CR)码0:不加;1:加1 9113输出数据代码选择选择数据输出时是EIA码还是ASCII码;数据输入时自动判别EIA码/ASCII码;0:ASCII码1:EIA码0:选择ASCII码9114导孔段长度纸带输出时,设定数据前面和后面的导孔段长度0-999(字符)100 9115奇偶校验V设定是否对输入数据进行奇偶校验V 0:不进行奇偶校验1:进行奇偶校验0 9116超时时间设定通信超时时间0-30秒30 9117 DR检验设定数据输入/输出时是否进行DR数据检验0:DR有效1:DR无效资料输出码0:以ISO/EIA码输出(与#9113相关)1:以ASCII码输出0/1 09119数据输入方式0:标准输入1:跳跃输入0/1 09120-9130 01.#9112-9130是与纸带传输相关的参数;2.在传输"PLC梯形图"时一定将#9118=1,传输参数和加工程序时,一定将#9118=0;(有时客户报告只能传参数不能传PLC程序可能与此参数设置有关)3.#9001-9009传输口编号必须设置为2。
三菱电机自动化(上海)有限公司营业技术GMITSUBISHI CNC PLC 基本操作(M70/M700)_VerA0PLC基本操作PLC基本操作-M70/M700三菱电机自动化(上海)有限公司营业技术GMITSUBISHI CNC PLC 基本操作(M70/M700)_VerA0PLC基本操作目录1.M7的PLC 接口的系统构成2.M7的PLC 开发环境3.GX Develoer 创建新的M7PLC 程序4.M7的离线传输操作5.M6到M7的PLC 格式转换6.M7的联机操作三菱电机自动化(上海)有限公司营业技术GMITSUBISHI CNC PLC 基本操作(M70/M700)_VerA0PLC基本操作M7的PLC接口的系统构成M7系列提供了更多的扩展I/O单元接口.M7的PLC接口构成三菱电机自动化(上海)有限公司营业技术GMITSUBISHI CNC PLC 基本操作(M70/M700)_VerA0PLC基本操作M7PLC的开发环境M7的PLC主要有离线开发和联机操作两种方式.M7的开发环境三菱电机自动化(上海)有限公司营业技术GMITSUBISHI CNC PLC 基本操作(M70/M700)_VerA0PLC基本操作M7的离线开发M7的离线开发是指通过PC机开发PLC程序,再传输到NC的开发过程.实现步骤:•使用GX Developer软件创建PLC程序•PLC程序传输到NC以太网方式RS232C方式IC卡方式M7的离线开发三菱电机自动化(上海)有限公司营业技术GMITSUBISHI CNC PLC 基本操作(M70/M700)_VerA0PLC基本操作GX Developer创建新的M7PLC程序M7的离线开发三菱电机自动化(上海)有限公司营业技术GMITSUBISHI CNC PLC 基本操作(M70/M700)_VerA0PLC基本操作GX Developer创建新的M7PLC程序一.新建M7PLC项目二.进行GX Developer的通信设定三.装置点数的修改四.允许将M7 LADDER写入NC ROM的设定五.编写M7PLC信息文件六.将编写好的M7PLC程序写入到NC缓存七.将M7PLC程序写入到NC ROM八.M7PLC信息文件的命名方式九.M7PLC信息文件编写的注意事项M7的离线开发三菱电机自动化(上海)有限公司营业技术GMITSUBISHI CNC PLC 基本操作(M70/M700)_VerA0PLC基本操作新建M7PLC程序项目M7的离线开发选择功能表下[Project]-[New Project],显示[New Project]设置界面,设定PC 机类型点击OK 确定打开新建程序编辑画面.选择PLC序列及类型CPU类型必须选择Q4A,否则传输程序时会报错.选择PLC程序类型为梯形图类型三菱电机自动化(上海)有限公司营业技术GMITSUBISHI CNC PLC 基本操作(M70/M700)_VerA0PLC基本操作选择功能表下[Online]-[Transfer-setup],显示Connection Setup 界面.M7的离线开发进行GX Developer的通信设定界面的设置根据选择通信方式的不同而进行不同的设置.三菱电机自动化(上海)有限公司营业技术GMITSUBISHI CNC PLC 基本操作(M70/M700)_VerA0PLC基本操作双击画面左侧树状显示的[Parameter]下的[PLC parameter],出现[QnA Parameter]画面.选择[Device]页,将[Inside relay][M]的[Dev.point]改为10K,[Retentive timer][ST]的[Dev.point]改为64.M7的离线开发装置点数的修改三菱电机自动化(上海)有限公司营业技术GMITSUBISHI CNC PLC 基本操作(M70/M700)_VerA0PLC基本操作双击画面左侧树状显示的[Parameter]下的[PLC parameter],出现[QnA Parameter]画面.选择[PLC system]页,选中[Remoter reset]栏内的[Allow],按下[END]键.若不选择,写入操作将无法进行.M7的离线开发允许将M7 ladder写入NC ROM内的设定三菱电机自动化(上海)有限公司营业技术GMITSUBISHI CNC PLC 基本操作(M70/M700)_VerA0PLC基本操作选择[Online]-[Remote operation]菜单,[Operation]栏的下拉菜单内选择[STOP],按下[Execute]键后,PLC停止.[Operation]栏的下拉菜单内选择[Pause],按下[Execute]键后,PLC写入ROM中.M7的离线开发将新建M7PLC程序写入NC ROM三菱电机自动化(上海)有限公司营业技术GMITSUBISHI CNC PLC 基本操作(M70/M700)_VerA0PLC基本操作PLC 中除了基本的梯形图外,还包含了相关的报警信息﹑操作员信息﹑PLC 开关信息以及注释信息等.这些信息也可通过GX Developer 直接在线编写.各种信息的编写有其固定的格式,即使信息字符串为空白时,也要记叙[,]和[CR].M7的离线开发编写PLC的信息数据(必须在WRITE MODE下)三菱电机自动化(上海)有限公司营业技术GMITSUBISHI CNC PLC 基本操作(M70/M700)_VerA0PLC基本操作依次打开GX Developer的[Project][Edit Data][New]菜单设定[Data name]和[Title],点击[OK]确认.M7的离线开发PLC信息文件的数据名PLC信息文件的标题PLC数据类型新建PLC的信息文件三菱电机自动化(上海)有限公司营业技术GMITSUBISHI CNC PLC 基本操作(M70/M700)_VerA0PLC基本操作再依次打开[View][Statement],即可进行编辑操作.双击需要编辑的行间,在弹出的对话框中编辑,点击[OK]确定.编辑完成后使用PLC写入操作方法,传输到NC内.M7的离线开发新建PLC的信息文件三菱电机自动化(上海)有限公司营业技术GMITSUBISHI CNC PLC 基本操作(M70/M700)_VerA0PLC基本操作选择[Online]的[Write to PLC]菜单,显示[Write to PLC]界面.选择[File selection]页面,将树状显示的编辑好的各个PLC 程序文件分别选中,按下[Execute]键,将PLC 写入NC.M7的离线开发PLC 程序信息文件PLC 程序LADDER 文件PLC 程序注释文件PLC 程序参数文件将新建M7PLC程序传入NC三菱电机自动化(上海)有限公司营业技术GMITSUBISHI CNC PLC 基本操作(M70/M700)_VerA0PLC基本操作M7的离线开发PLC信息文件的命名根据语言指定方式的不同而不同.PLC的信息文件的命名方式三菱电机自动化(上海)有限公司营业技术GMITSUBISHI CNC PLC 基本操作(M70/M700)_VerA0PLC基本操作PLC信息数据有其最大值,超过最大信息数量,写入时发生错误.超过最大信息长度,写入时超过部分不显示,可采用以下方法编写.M7的离线开发PLC的信息文件编写的注意事项三菱电机自动化(上海)有限公司营业技术GMITSUBISHI CNC PLC 基本操作(M70/M700)_VerA0PLC基本操作M7PLC程序的传输操作M7的离线开发三菱电机自动化(上海)有限公司营业技术G MITSUBISHI CNC PLC 基本操作(M70/M700)_VerA0PLC基本操作M7PLC程序的传输操作一.以太网方式传输M7PLC时的通信设定二.以太网方式离线操作M7PLC1.以太网方式读写M7PLC2.以太网方式在线监控M7PLC3.以太网方式在线修改M7PLC三.RS232C方式离线操作M7PLC1.将M7PLC项目保存到IC卡内2.将IC卡内的M7PLC程序传入NC3.将M7PLC文件保存到NC ROMM7的离线开发三菱电机自动化(上海)有限公司营业技术GMITSUBISHI CNC PLC 基本操作(M70/M700)_VerA0PLC基本操作选择功能表下[Online]-[Transfer-setup],显示Connection Setup 界面.M7的离线开发以太网方式传输时M7PLC的通信设定三菱电机自动化(上海)有限公司营业技术GMITSUBISHI CNC PLC 基本操作(M70/M700)_VerA0PLC基本操作在[Connection Setup]界面双击[PC-sideI/F]栏内的[Ethernet Module],出现[PC side I/f detailed setting of ethernet module]设定画面,输入NC的IP 地址.M7的离线开发选择AJ71Q5E71PLC单元型号(使用UDP协议通信)设置通讯NC的IP地址以太网方式传输时M7PLC的通信设定三菱电机自动化(上海)有限公司营业技术GMITSUBISHI CNC PLC 基本操作(M70/M700)_VerA0PLC基本操作以太网方式操作PLCM7的离线开发1.读取写入PLC选择[Online]的[Read from PLC]读取NC侧的PLC文件.选择[Online]的[Write to PLC] 将PLC文件写入NC侧.通过以太网进行PLC操作的优点是响应速度更快,传输更稳定.从NC 读取PLC 界面写入PLC 到NC 界面三菱电机自动化(上海)有限公司营业技术GMITSUBISHI CNC PLC 基本操作(M70/M700)_VerA0PLC基本操作2.在线监控PLC选择[Online]的[Monitor]的扩展菜单[Monitor mode],可以在线监控PLC,实时的观测到PLC信号状态的变化.M7的离线开发以太网方式操作PLC三菱电机自动化(上海)有限公司营业技术GMITSUBISHI CNC PLC 基本操作(M70/M700)_VerA0PLC基本操作3.在线直接修改PLC选择[Online]的[Monitor]的扩展菜单[Monitorwrite mode],可以在线修改PLC,实时的进行PLC的各种文件的修改.修改完成后需要[Convert].再通过[Remote operation]操作方式写入NC的ROM.M7的离线开发以太网方式操作PLC 正在修改区域三菱电机自动化(上海)有限公司营业技术GMITSUBISHI CNC PLC 基本操作(M70/M700)_VerA0PLC基本操作RS232C方式离线操作PLCRS232C方式的离线操作与M6机型一样.M7的离线开发三菱电机自动化(上海)有限公司营业技术GMITSUBISHI CNC PLC 基本操作(M70/M700)_VerA0PLC基本操作IC卡方式离线操作PLC1.将M7PLC项目保存到IC卡内通过GX Developer的[Project]菜单下的[Save as]将PLC程序保存到IC卡中.将IC卡插入NC,通过PLC联机操作将IC卡内的程序保存到NC的缓存中,最后写入NC的FROM里.M7的离线开发三菱电机自动化(上海)有限公司营业技术GMITSUBISHI CNC PLC 基本操作(M70/M700)_VerA0PLC基本操作M7的离线开发IC卡方式离线操作PLC2.将IC卡内的M7PLC程序传入NC按下NC[F0]界面进入联机操作界面,再依次按下[EXT.FILEOPERATION][EXT.→NC],会自动弹出IC卡的PLC程序一览界面.[Select]选中所需文件,[READ]读取PLC程序.三菱电机自动化(上海)有限公司营业技术GMITSUBISHI CNC PLC 基本操作(M70/M700)_VerA0PLC基本操作IC卡方式离线操作PLC3.将M7PLC文件保存到NC ROM.读取文件时NC会自动提示是否需要停止PLC,按提示操作.读取结束后需要将PLC程序写入NC的ROM中.在[F0]界面依次按下[NC FILE][ROM WRITE]键,进入ROM写入界面,按[YES]键执行.M7的离线开发三菱电机自动化(上海)有限公司营业技术GMITSUBISHI CNC PLC 基本操作(M70/M700)_VerA0PLC基本操作M6到M7的PLC格式转换M6到M7的PLC格式转换三菱电机自动化(上海)有限公司营业技术GMITSUBISHI CNC PLC 基本操作(M70/M700)_VerA0PLC基本操作M6到M7的PLC格式转换一.PLC4B格式的梯形图的转换流程二.获取M6的LKX形式梯形图三.以M5PLCWIN软件分解LK4文件四.以M5PLCWIN软件分解LK4文件,得到LAD和MSG文件五.以M5PLCWIN软件转换LAD文件成列表形式六.以CNVM6软件转换LAD列表文件成M7格式梯形图七.以CNVM6软件转换MSG文件成M7格式信息文件八.以CNVM6软件转换MSG文件成M7格式注释文件九.GX Developer中进行PLC参数设定,再导入上面三个文件十.在GX Developer中进行手工修改十一.M6(PLC4B格式)转换成M7后需注意的元件表M6到M7的PLC格式转换三菱电机自动化(上海)有限公司营业技术GMITSUBISHI CNC PLC 基本操作(M70/M700)_VerA0PLC基本操作由于M6等机型与M7的PLC 接口信号有所不同,要使用M6等机型的PLC,则必须要进行PLC 的转化.目前M6机型的PLC主要有PLC4B和GX两种格式.要进行格式的转化,需要使用到的软件有M5PLCWINCNVM6GX ConverterGX DeveloperM6到M7的PLC格式的转换M6到M7的PLC格式转换三菱电机自动化(上海)有限公司营业技术GMITSUBISHI CNC PLC 基本操作(M70/M700)_VerA0PLC基本操作PLC4B格式的梯形图的转换流程获取M6的LKX 形式梯形图以M5PLCWIN软件转换成LK4形式以M5PLCWIN软件分解LK4文件,得到LAD 和MSG 文件以M5PLCWIN 软件转换LAD 文件成列表形式以CNVM6软件转换LAD 列表文件成M7格式梯形图以CNVM6软件转换MSG 文件成M7格式信息文件以CNVM6软件转换MSG 文件成M7格式注释文件先进行PLC 参数设定,导入上面三个文件。
三菱机械手以太网通讯机器人IP:使用默认192.168.0.20 或者 192.168.0.*(确保同一网段)通讯对象IP:请使用OPT12-19之间的端口,双击进入设定,避免使用OPT11端口。
情况一、机械手做客户端(client)(1)参数设定模式(M):选择客户端。
IP地址:设定通讯对象服务器IP,(若上位机做服务器server,请设定上位机IP,确保在同一网段)端口号:与上位机一至。
协议:请使用当前2:数据连接(data link),使用三菱print 、input必须选择此项。
结束编码:标准以太网格式选择CR。
(若有特殊情况自行选择,如康耐视insight相机为CR+LF)。
分配:程序语言中使用COM口识别号,请使用COM2-COM8。
完成设定后相应COM画面对应显示选定的通讯对象参数。
并写入机械手臂重启生效。
通讯对象侧:请保持IP和端口号不变。
注:服务器侧上位机先打开侦听端口。
机械手程序部分:如机械手接收上位机发送目标位置:X,Y,C “100.2,234.4,30.2”,机械手移动,并反馈当前坐标格式“RBTPOS:(X:100.2 Y:234.4 C:30.2)”,可以做到任意格式,常量变量任意组合)。
Open "COM3:" As #1Wait M_Open(1)=1Print #1,"RBT OPEN OK " ‘通道打开后机械臂发送打开成功信息Input #1,CCMD$ ‘接收上位机发送的指令,机械手可做判断,此处省略Input #1,M1,M2,M3,M4‘X,Y,C,Z的左边P3.X=M1P3.Y=M2P3.Z=M4P3.C=Rad(M3)Mov P2Mvs P3C1$="RBT POS:(X:"+Str$(P_Curr.X)+"y:"+Str$(P_Curr.Y) + "c:" +Str$(Deg(P_Curr.C))+")"Print #1,C1$HltClose #1End情况二、机械手做服务器(server)(1)参数设定模式(M):选择客户端。
新代CNC网络设置步骤一、网络线制作方法二、网络布线三、控制器设置步骤版本以上)四、电脑设置步骤(Windows95/98设置)五、电脑设置步骤(Windows2000设置)六、CNC网络软体设定(适用CNC系统(含)版以上)七、网络疑难问题解决方法一、网络线制作方法网络线通常分为直通线与对等线两种直通线:用来与集线器或者交换机连接,达到多台电脑的资源共享对等线:单独的电脑与控制器连接以实现网络连接直通线两头的图示说明:发送端接收端对等线两头的图示说明:发送端 接收端注:1.请检查网络线两头的8根线颜色是否和接线图示完全相同,如果颜色不一致会造成网络无法连接。
2.请检查网络线水晶头的8个小铜片是否全部压到低部,如果压不到低部,会造成网络线无法导通。
3.请检查水晶头接的底端,看是否8根铜线都插在低端,如果参差不齐,有可能会引起网络线无法导通。
4.如果有网络测试仪直接检查网络线效果会更好。
二、网络布线1.如果控制器与电脑相连是经过集线器或者交换机,那么网络线则选用两根直通线,一根线是电脑与集线器或者交换机相连,另外一根线是控制器中的主机板网卡与集线器或者交换机相连接2.如果控制器直接与电脑相连接,那么直接选用对等线相连接起来就可以了。
注:1.固定网络线时切记勿压,钉子勿直接穿入网络线,这样会使网络有可能开成短路。
2.网络线尽量离开一些干扰性比较大的地方。
三、控制器设置步骤版本以上)1进入控制器界面:2.进入参数设定画面(F6):3.按下一页键(键盘F10)进入此画面4.接F3进入此画面:A.(注):上图为CNC出厂默认信息,根据电脑的设置而改变控制器的配置,以实现网络连接,这样更方便、简捷。
控制器名称:不同控制器有不同的名称,且不可与网络上相连的其他电脑或控制器同名。
位址设定:根据电脑上的IP地址而设定,若个人电脑上IP地址为:则控制器中位址设定为:,只要最后一位不同且范围在1~254之间即可。
子网络掩码:(IP地址设为或者(IP地址设为连线PC名称:与控制器相连接的电脑名称.连线目录名称:此名称为与控制器相连接的电脑上创建的共享文件夹名称.注:如果需要设置工作组则按PageDown(按键上的下一页)打开此画面(通常不需设置,因为工作组不一样也可网络连接):工作组群:这台控制器在网络中所要加入的工作组的名称,需依使用者所在控制器中的网络名称来决定,预设值为“SYNTEC”连线使用者:此为连接电脑所要使用的名称,可使用电脑的名称关闭DHCP:控制器是否要激活DHCP功能,预设为1:关闭设定方式建议(1)与PC一对一连接时,建议不修改使用默认值(2)当有内部局域网络时,且网络内有使用DHCP服务器时可以设为0:开启,若无DHCP服务器而设为开启,有可能导致开不了机重设网络密码:控制器开机时会依照联机使用者所设定的密码来登入控制器,在第一次设定时会用enter键来表示不需要询问密码,若有设定密码则每次开机时都会停下等待密码输入,此时可将此字段设1,下次开机时会要求使用者重设密码连线使用者:此为电脑开机时所使用的用户名称。
M70网络设置范例
一、范例内容:
1、NC IP 地址:192.168.0.99
2、PC IP 地址:192.168.0.4
3、PC 目录:C:\CNC (注:共享目录应建立在C盘中)
二、NC侧设置如下:
1、设置NC侧IP参数;
2、设置PC侧及用户参数
三、设置PC机IP及网络:
1、注意计算机本身的防火墙最好是关掉;
2、杀毒软件,包括WINDOWS自带的防火墙对其端口等一些都有默认设置关闭;
3、设置IP地址:
4、按照硬件进行连接后,用PING 来PING一下网路是否会通,如下图:假设机台的IP为192.168.0.154
PING 完,通了如下图:(这是连机的基础)
如果不通则是:
四、设置SERV-U
1、设置DOMAINS=“NC”
2、设置USER=NC;
注:其中C:\CNC的文件夹为共享(可读写);
3、设置USER的文件夹属性:
4、设置安全性:
5、连接SERV_U:
五、IO连接测试:
Vconx 20080603。
数控机床的网络连接和远程监控方法随着科技的发展和工业的进步,数控机床作为一种高精度、高效率的设备,被广泛应用于各个工业领域。
而为了提高数控机床的运行效率和管理水平,网络连接和远程监控方法成为了现代数控机床的重要组成部分。
数控机床的网络连接是指将数控机床与计算机、服务器等设备通过网络进行连接,实现数据传输和通信。
这一连接方式可以在不同地点之间建立实时的通信和数据传输渠道,极大地提高了信息的传递效率和生产管理的迅捷性。
数控机床与网络连接后,可以通过电子邮件、即时消息等方式实现与操作人员的远程交互,从而使得操作更加方便灵活。
要实现数控机床的网络连接,首先需要建立一个稳定的网络环境。
这就要求我们在生产车间内部布置网络设备,包括路由器、交换机、网线等,保障网络的连通和稳定。
同时,还要设置安全防护措施,防止网络被非法侵入和病毒攻击,确保生产数据和机器状态的安全。
其次,在数控机床上安装网络接口模块,使其具备网络通信的能力。
这个模块通常由硬件和软件两部分组成。
硬件部分包括与机床控制系统连接的接口和数据传输线路,其作用是将机器产生的数据转换为网络可以传输的格式。
软件部分则是控制机床与网络的数据交互和系统管理,使机床能够与其他设备进行通信和交互。
一旦数控机床与网络连接成功,我们便可以使用远程监控方法对机床进行远程管理和监控。
远程监控可以通过网络连接的方式实现,使得操作人员可以在任何地点监控数控机床的运行状态和加工过程。
这对于大型企业来说尤为重要,因为数控机床往往分布在不同的生产车间和工厂,传统的人工管理方式效率较低而且成本较高。
远程监控使得操作人员无需亲临现场就能对数控机床进行实时监控和操作,大大提高了生产管理的效率和水平。
远程监控的方法有很多种,根据实际需求和系统配置选择合适的方法。
其中,最常见的远程监控方法之一是通过网络视频监控系统实现。
这种方法可以在数控机床周围安装监控摄像头,将机床的运行过程实时传输到远程操作人员的计算机上,方便操作人员观察和分析生产过程。