镍钢复合板封头制造
- 格式:pdf
- 大小:170.38 KB
- 文档页数:2
文件名称CNPC中国石油天然气集 团 公 司项目名称 吐孜洛克气田地面工程(二期)项目号 S2010-47/2E设计阶段施工图设计825镍合金复合板设备设计、制造、检验和验收技术要求中国石油集团工程设计有限责任公司西 南 分 公 司文件编号 TZLK(2)-MC-GS-001页码 1/15版次 00 供制造及存档用825镍合金复合板设备设计、制造、检验和验收技术要求CNPC集 团 公 司项目号 S2010-47/2E 设计阶段施工图设计825镍合金复合板设备 设计、制造、检验和验收技术要求中国石油集团工程 设计有限责任公司 西 南 分 公 司文件编号TZLK (2)-MC-GS-001页码2/15版次目 录1. 适用范围....................................................................................................................................................................................3 2. 名词定义....................................................................................................................................................................................3 3. 标准、规范及偏差....................................................................................................................................................................3 3.1 适用标准.............................................................................................................................................................................3 3.2 偏差.....................................................................................................................................................................................4 4. 设计要求....................................................................................................................................................................................5 4.1设计寿命.............................................................................................................................................................................5 4.2设计参数.............................................................................................................................................................................5 4.3 适用材料.............................................................................................................................................................................5 5. 材料要求....................................................................................................................................................................................6 5.1 基层材料.............................................................................................................................................................................6 5.2 覆层材料.............................................................................................................................................................................7 5.3 复合钢板.............................................................................................................................................................................8 6. 制造、检验与验收..................................................................................................................................................................10 6.1 一般要求..........................................................................................................................................................................10 6.2 材料复验..........................................................................................................................................................................10 6.3 焊接工艺评定及焊接.......................................................................................................................................................11 6.4 焊后热处理.......................................................................................................................................................................11 6.5 产品试板...........................................................................................................................................................................12 6.6 硬度检查...........................................................................................................................................................................12 6.7 耐蚀性能...........................................................................................................................................................................12 6.8 厚度允许偏差...................................................................................................................................................................13 6.9 覆层的表面质量...............................................................................................................................................................13 6.10无损检测.........................................................................................................................................................................14 6.11 压力试验.........................................................................................................................................................................14 7. 油漆、包装、运输..................................................................................................................................................................14 8. 现场施工..................................................................................................................................................................................15 9. 吊装 (15)CNPC集 团 公 司项目号 S2010-47/2E 设计阶段施工图设计825镍合金复合板设备 设计、制造、检验和验收技术要求中国石油集团工程 设计有限责任公司 西 南 分 公 司文件编号TZLK (2)-MC-GS-001页码3/15版次1. 适用范围本技术条件仅规定本工程中以Q345R 为基层,以825镍合金为耐蚀合金覆层的复合板压力容器设备制造、检验和验收的最低要求2. 名词定义本文件中适用的定义包括: 买方对某类商品有需求,并愿意通过支付一定的货币获得商品的所有权的自然人、法人或其他社会经济组织。
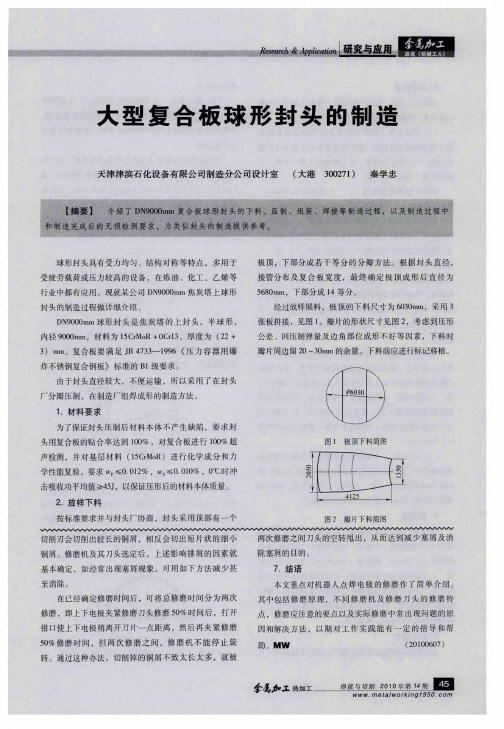
镍钢复合板压力容器的制造谭聚生(西北有色金属研究院压力容器厂宝鸡 721014)摘要主要介绍了镍钢(N6与16MnR)复合板制造的压力容器工艺结合镍钢复合板的特点镍层与钢之间使用Ni112焊条过渡严格控制加工工艺B类焊缝棱角度控制在3mm 以下不直度1.5mm²ÉÓÃÌØÊâµÄº¸½Ó¹¤ÒÕ¶àµÀ´Î¿ØÖƲã¼äζÈÔÚ80ʹº¸½Ó½ÓÍ·¼ÈÂú×ãÁËÇ¿¶ÈÒªÇóÓÖ¼õÉÙÈÛ³ØÖиֵÄÏ¡ÊͲ¢¼õÉÙÁËÄøµÄ¹ýÁ¿ÉÕËð¶ø½µµÍº¸·ìµÄÄÍÊ´ÐÔÓÖÄÜÂú×ãÄ͸¯Ê´ÐÔÒªÇóÒò¶ø¹ã·ºÓÃÓÚʯÓÍ»¯¹¤É豸ÖоßÓÐÓÅÒìµÄÄ͸¯Ê´ÐÔÄܽϺõÄÄÍÈÈÐÔÄܼ°ÌØÊâµÄµç´ÅºÍÈÈÅòÕÍÐÔÄܵ«ÓÉÓÚÄø²Ä¼Û¸ñ°º¹ó¶øʹÆäÓ¦ÓÃÊܵ½ÏÞÖÆ´óÃæ»ýÄø¸Ö¸´ºÏ°åÊÇÒ»ÖÖÐÂÐͲÄÁÏÒòΪÎÒ¹ú¹ØÓÚÄøÖÆѹÁ¦ÈÝÆ÷µÄÖÆÔìÑéÊÕÉÐδÖƶ©Í³Ò»±ê×¼2 镍钢复合板在压力容器上的应用西北有色金属研究院(下称西北院)利用镍材良好的耐腐蚀能力和钢材的强度作用用镍钢复合板制造容器的筒体与封头取得了良好的效果16MnR镍钢复合板碳钢之间采用手工电弧焊镍表1 反应釜技术要求指标名称单位设备内夹套内工作压力MPa 2.5 0.6设计压力MPa 2.75 0.66工作温度300 330 水质NaOH70% 导热油水压实验 4.0 1.01钢之间焊接采用GB/T13814-92Ni112焊条焊条选用ERNi-1B类焊缝镍层与钢之间使用Ni112焊条过渡设备本体AÄÚͲ100%射线探伤夹套20%射线探伤全部C¼¶ºÏ¸ñ×é×°Íê±ÏÒÔ1.01MPa对夹进行水压试验在釜口处测定向跳动不大于0.3mm釜口处搅拌轴垂直度偏差为0.3mm20 稀有金属快报 2001年第7期稀有金属快报 2001年第7期 21下端摆动量不大于1mm ÖÆÔ칤ÒÕв¢½áºÏÄø¸Ö¸´ºÏ°åµÄÌص㼰ͼֽ¼¼ÊõÒªÇóÑϸñÖ´ÐÐ16MnR 镍钢复合板卷制拼焊而成钝边2mm为了保证制造精度B类焊缝棱角度在3mm 以下不直度1.5mmÒÔ·ÀÖ¹º¸½Ó¶ø²úÉúµÄ¾Ö²¿ËúÏÝÓÃÑù°å¼ì²éͲÌåÄÚÔ²ÓÉÓÚÄøµÄÁ÷¶¯ÐÔ²îÒò´ËÆ¿ڽǶȼ°Ô²»¡°ë¾¶Ó¦ÉÔ´óЩº¸½Ó˳ÐòÈç±í2所列1 手工电弧焊 E50154.0140~180 3 手工电弧焊 E50153.2170~210 5 手工电弧焊 E50154.0180~220 7 手工氩弧焊ERNi-13.2160~190钢材之间采用手工电弧焊3.2mm4.0mm,Äø¸ÖÖ®¼ä²ÉÓÃNi112º¸ºó¾-Íâ¹Û¼ì²éÒÔ¼°°´ÕÕJB4730-94标准对A·ûºÏÉè¼ÆÒªÇóÑ¡ÓÃERNi-1焊丝选用较小电流多道次焊接不采用脉冲减少熔池搅动钢的稀释量应控制在4%以下,适当减少焊接速度和控制层间温度在80ÓÉÓÚÄøµÄÁ÷¶¯ÐԲ½Ó¹æ·¶Ïê¼û±í2ÓøÖË¿Ë¢»ò±ß²ù½«º¸·ìÁ½²à·É½¦ÎïÇå³ý¸É¾»ÒÔÃâÔÓÖʽøÈ뺸·ìÈÛ³ØÐγÉÆø¿×ÔÚ¹¤Òµ´¿Äøº¸½Ó¹ý³ÌÖÐÑõÓëÄø¼´ÐγÉÑõ»¯Äø)Ôڽϸߺ¸½Ó²ÐÓàÓ¦Á¦×÷ÓÃÏÂÍùÍùµ¼Öº¸·ì¼°ÈÈÓ°ÏìÇø²úÉúÁÑÎÆÕâÖÖÁÑÎÆÓÃÒ»°ãX 光射线探伤仪不易检测到焊后全部Cµ«Î´·¢ÏÖÁÑÎƺ¸½Ó½ÓÍ·µÄÀ-Éì³å»÷ÐÔÄܾù´ïµ½GB150-98和图纸设计要求从焊接接头的金相组织可以看出能有效减少钢在镍焊缝的稀释量22 稀有金属快报 2001年第7期表3 焊接接头力学性能试样编号 抗拉强度0.2(MPa)断后伸长率)弯心直径 (mm) 冲击实验 (AKV) A03S-1T 546 381 23 A03S-2T 559 398 23 A03S-3SB 100 48 A03S-4RB 100 48 A03S-5I 166 A03S-6I 172 A03S-7I171纯镍的组织呈树枝状晶方向性强经受多次加热过的焊缝镍焊接接头过热区组织为粗大的单相奥氏体过渡区的焊缝组织致密同时晶粒长大倾向也较小但微裂纹的存在甚至发生破坏事故控制基体金属中杂质元素的含量以防止焊接接头形成过热倾向法兰采用焊环密封结构筒体内壁与接管处采用衬圈密封焊199mmµ«ÔÚÉ豸°²×°ºóÊÔ³µÊ±·ÖÎöÆäÔ-ÒòÊÇÊÔ³µÊ±¼ÓμÓѹʹº¸·ì¿ªÁÑ在上封头凸缘与机座连接处采用整体加工设备完工后按GB150-98标准及设计技术要求进行外观检验夹套内径1.01MPa 水压试验合格轴的窜动手动盘车轴的下端摆动量均达到设计要求在试车过程中发现机械密封系统泄露该设备是一台压力较高设计要求更高的压力容器确定了合理的焊接工艺及焊接次序证明本台设备的制造工艺是完全符合使用要求的25mm~80mm 的厚壁热轧管的生产工艺及小型轧管机又可用作随后冷轧用的管坯在管。

镍钢复合制品的生产工艺及其对成本的影响镍钢复合制品是一种具有高强度、高耐磨性和耐腐蚀性的金属材料,广泛应用于船舶建造、航空航天、化工设备等领域。
本文将从生产工艺和成本两个方面探讨镍钢复合制品的相关内容。
一、镍钢复合制品的生产工艺镍钢复合制品的生产工艺主要包括熔覆、轧制和热处理三个环节。
1. 熔覆熔覆是将镍合金和钢基体熔化后通过喷射方式涂覆在一起的工艺。
熔覆工艺可以通过火焰喷涂、电弧喷涂和等离子喷涂等方式进行。
其中,电弧喷涂是最常用的熔覆工艺,通过电弧产生高温和气压,在钢基体上形成镍合金涂层。
2. 轧制轧制是指将熔覆后的镍钢复合板进行压延,使其较厚的板材变成较薄的薄板,以满足不同领域的应用需求。
轧制工艺包括多道次的热轧和冷轧,通过不同的轧制工艺可以获得不同厚度和表面光洁度的镍钢复合板。
3. 热处理热处理是使镍钢复合板获得一定的力学性能和耐腐蚀性的工艺。
常用的热处理方法包括固溶处理和时效处理。
固溶处理是将材料加热至合金元素溶解,然后快速冷却,使合金元素均匀分布在基体内部;时效处理是将材料经过固溶处理后再加热保温,通过析出相的形成来提高其硬度和强度。
二、镍钢复合制品对成本的影响镍钢复合制品的生产工艺和选材对成本有重要影响。
1. 材料成本镍钢复合制品主要由镍合金和钢基体组成,镍合金是高成本材料,其价格相对较高。
用于镍钢复合板的钢基体可以选择廉价的碳素钢,从而降低制品成本。
因此,在材料选择上需要兼顾成本和性能的平衡。
2. 生产工艺不同的生产工艺会对成本产生不同的影响。
熔覆工艺中,电弧喷涂是常用的方法,但设备成本较高,对成本有一定影响;轧制工艺则需要使用较大型的压延设备和磨削机器,也会增加成本。
热处理工艺中,固溶处理和时效处理需要投入较多的能源和人力,会增加生产成本。
3. 产品质量镍钢复合制品的质量直接影响到成本。
复合板的质量取决于熔覆工艺的控制、轧制工艺的精细化和热处理工艺的优化。
若工艺参数无法控制,可能导致复合层结合不良或者板材表面出现缺陷,从而降低产品的使用寿命和性能,增加维修和更换成本。
ft I i8备与管ilPROCESS EQUIPMENT & PIPING第57卷第4期2020年8月Vol. 57 No. 4Aug. 2020复合板SA-537 CL.1封头成形和焊接的一个解决方案朱志刚(森松(江苏)重丁.有限公司,江苏如皋226532)摘 要:为使得封头SA-537 CL.l+SA-240 304L 经热成形和正火后得到满意的力学性能和冲击韧性,对 材料进行了不同类别的模拟热处理试验。
试验表明,封头热成形后采用正火(水冷)+回火(NACT )能有效保证材料的力学性能和冲击韧性。
封头成形等热处理过程与材料供货状态必须一致,在满足 ASME SA-20规范并征得客户同意的前提下,SA-537 CL.1供货状态改为正火(水冷)+回火(NACT )(SA-537 CL.1标准为正火态)。
对于目前国内钢厂生产的碳钢厚板材料(SA-516 70, SA-537 CL.1等),在经过热压和正火后强度和冲击性能往往变差,甚至低于标准值。
为满足封头焊缝的低温与力 学性能,应选用合适的焊材和母材进行焊接工艺评定。
关键词:热成形和正火;低温冲击;材料供货状态;焊接工艺和热处理工艺中图分类号:TQ 050.6; TH 162文献标识码:A文章编号:1009-3281 (2020) 04-0024-005某国外项目中,有一台低温复合板产品,设 计图纸材料为SA-537 CL.l+SA-240 304L,内径1.D.4216.4X (84+3.6)的压力容器产品,按照ASME VIII-1—2017标准制造,另外还要满足客户规范(Specification )o 按照设计图纸要求,本体受压件要求-46°C 冲击,31 J 合格。
容器本体封头为左右两件,由于受到板材尺寸 的限制,每件封头由3块拼成,2条拼缝,见图1。
封头先拼焊,再成形和消应力热处理(PWHT )0图 1 复合板 SA-537 CL.1+SA-240 304L 封头Fig.l Head of SA-537 CL.1 +SA-240 304L clad plate为使封头成形后母材和焊缝都能达到规定的强 度和低温性能,需要对母材供货状态、封头成形工艺进行认真的前期试验。
随着工业技术的不断发展,热成型技术在制造过程中得到了广泛的应用。
热成型封头是最常见的热成型产品之一,其具有耐高温、耐腐蚀、耐磨损等优势。
然而,在热成型封头的生产过程中,可能会出现拼缝开裂等问题,给产品质量带来极大的影响。
本文以S32168+15CrMoR(H)复合板热成型封头为例,对拼缝开裂的原因进行深入的分析和探讨。
一、材料特性及工艺流程S32168 是一种高合金Austenitic 不锈钢,其主要成分包括Cr、Ni 和Mo ,钢板具有良好的耐腐蚀性和耐高温性能。
15CrMoR(H)是一种钢材,常用于生产高压容器和锅炉等设备。
复合板是将两种或多种材料通过冷压、热压等复合工艺紧密结合而成的板材。
在生产过程中,首先采用焊接工艺将S32168 和15CrMoR(H)钢材松散地连接起来,随后进行热压复合,最终形成复合板。
在复合板生产完成后,需要通过热成型工艺制成热成型封头。
其中热成型封头的制造过程包括下料、成型、取样、检验等步骤。
成型过程中,热成型封头的外形通过压制、拉伸、切割等工艺完成,随后进行热处理,以改善材料的力学性能和耐高温性能。
最后,对热成型封头进行检验,判断产品质量是否合格。
二、拼缝开裂的原因分析1. 材料的选择和焊接质量在复合板的生产过程中,S32168 和15CrMoR(H)钢材之间存在一定的松散连接。
如果焊接质量不好,就容易产生焊接裂纹和气孔等缺陷。
这些缺陷可能会导致热成型封头拼缝处的应力集中,从而引发开裂现象。
此外,在材料选型过程中,如果材料的选择不合理,例如,两种材料的热膨胀系数差异较大,也会导致在复合板的生产过程中,两种材料之间形成残余应力。
这些残余应力将在成型过程中引起应力集中,从而导致拼缝处的开裂问题。
2. 热成型工艺及工艺参数在热成型工艺中,成型温度、成型速度等工艺参数将直接影响热成型封头的质量。
如果工艺参数选取不当,例如成型温度过高、成型速度过快等,就会导致热成型封头的形态变形过大,从而超过了材料耐受范围,产生开裂等问题。
双相钢复合板制封头成型工艺与材料要求刘英东;胡亚敏;丁日林;孙亚鹏【摘要】The forming process and materials requirements of clad steel plate head are described,according to the characteristics of duplex stainless steel clad plate,some requirements and inspection must be proposed for base plate,cladding plate and clad steel plate when the material purchase check and accept.Through the analysis of material and manufacturing experience,head forming is selected hot forming.According to physical and chemical analysis and mechanical properties test of the test plate,the forming process is verified to be workable and without harmful influence to the properties of the raw materials,also provide a reference for the qualification of future production of similar products.%主要阐述复合板材料封头的成型工艺及材料要求,针对双相不锈钢复合板材料本身的特性,在原材料采购和验收时分别对基层、覆层以及复合板提出相关要求与检查.通过对封头板材料的分析及制造经验,封头成型时选择热压成型,并对随炉试板进行理化分析和力学性能试验,验证原材料的性能没有降低,确定封头成型工艺的可行性,为今后制造类似材料的封头提供一定经验.【期刊名称】《压力容器》【年(卷),期】2018(035)001【总页数】6页(P73-78)【关键词】复合材料;双相不锈钢;封头;成型;检查与试验【作者】刘英东;胡亚敏;丁日林;孙亚鹏【作者单位】大连菱日电力设备有限公司,辽宁大连 116032;大连菱日电力设备有限公司,辽宁大连 116032;大连新重集团有限公司,辽宁大连116113;巨涛海洋船舶工程服务(大连)有限公司,辽宁大连116021【正文语种】中文【中图分类】TH49;TG142.71;TG440 引言封头是压力容器的重要受压元件之一,它不但直接影响容器的制造质量和成本,而且影响生产装置的安全长期运行,因此,采用合理的封头制造工艺极其重要。