数控铣床基本编程指令与简单程序编写教材
- 格式:pptx
- 大小:666.42 KB
- 文档页数:36
数控铣床编程入门<精编版>(FANUC 0i MC)加工中心是在数控机床的基础上发展起来的,都是通过程序控制多轴联动走刀进行加工的数控机床。
不同的是加工中心具有刀库和自动换刀功能。
本章以FANUC 0i MC 系统加工中心为例介绍数控铣、加工中心编程的基本编程应用。
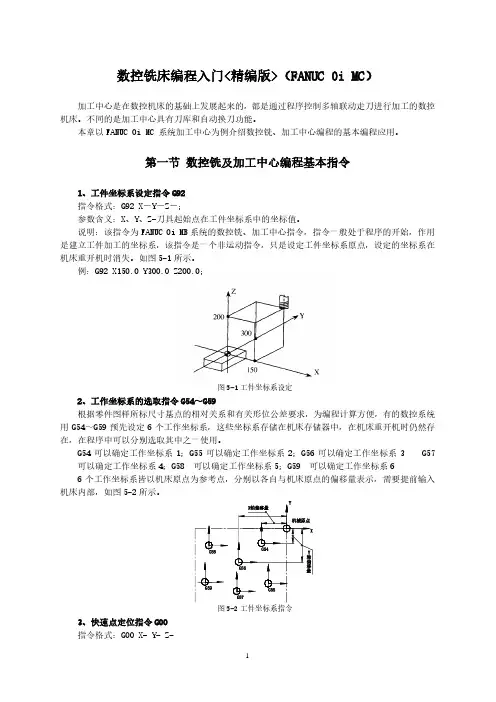
第一节数控铣及加工中心编程基本指令1、工件坐标系设定指令G92指令格式:G92 X-Y-Z-;参数含义:X、Y、Z-刀具起始点在工件坐标系中的坐标值。
说明:该指令为FANUC 0i MB系统的数控铣、加工中心指令,指令一般处于程序的开始,作用是建立工件加工的坐标系,该指令是一个非运动指令,只是设定工件坐标系原点,设定的坐标系在机床重开机时消失。
如图5-1所示。
例:G92 X150.0 Y300.0 Z200.0;图5-1工件坐标系设定2、工作坐标系的选取指令G54~G59根据零件图样所标尺寸基点的相对关系和有关形位公差要求,为编程计算方便,有的数控系统用G54~G59预先设定6个工作坐标系,这些坐标系存储在机床存储器中,在机床重开机时仍然存在,在程序中可以分别选取其中之一使用。
G54可以确定工作坐标系1;G55可以确定工作坐标系2;G56可以确定工作坐标系3 G57可以确定工作坐标系4;G58 可以确定工作坐标系5;G59 可以确定工作坐标系66个工作坐标系皆以机床原点为参考点,分别以各自与机床原点的偏移量表示,需要提前输入机床内部,如图5-2所示。
图5-2工件坐标系指令3、快速点定位指令G00指令格式:G00 X- Y- Z-参数含义:X-Y-Z刀具快速点定位的目标点坐标。
说明:G00在编程中常用来作快速接近工件切削起点或快速退刀、返回换刀点等。
其运动速度程序中不设定,由机床原始设置来确定。
G00只实现定位作用,对实际所走的路径不作严格要求,刀具与工件的运动轨迹也由制造厂确定。
运动时也不进行切削加工,编程时应注意参考所用机床的有关说明,注意在快速近定位点时,避免刀具与工件等发生干涉碰撞。