无损检测射线常见缺陷图集及分析.
- 格式:ppt
- 大小:8.19 MB
- 文档页数:61
常见缺陷射线图谱⼤全,NDT互联⽹联盟倾情奉献!内下载链接!本图谱根据缺陷性质共分6个章节:1. 裂纹Cracks2. 未焊透Lack of Penetration3. 未熔合Incomplete Fusion4. 条状缺陷Linear indication5. 圆形缺陷Rounded indication6. 伪缺陷Image Artifacts1. 裂纹Cracks定义:裂纹是指材料局部断裂形成的缺陷。
影像特征:底⽚上裂纹和典型影像是轮廓分明的⿊线或⿊丝。
其细节特征包括:⿊线或⿊丝上有微⼩的锯齿,有分叉,粗细和⿊度有时有变化,有些裂纹影像呈较粗的⿊线与较细的⿊丝相互缠绕状;线的端部尖细,端头前⽅有时有丝状阴影延伸。
2. 未焊透Lack of Penetration定义:未焊透是指母材⾦属之间没有熔化,焊缝⾦属没有进⼊接头的根部造成的缺陷。
影像特征:未焊透的典型影像是细直黒线,两侧轮廓都很整齐,为坡⼝钝边痕迹,宽度恰好为钝边的间隙宽度。
有时坡⼝钝边有部分溶化,影像轮廓就变得不很整齐,线宽度和⿊度局部发⽣变化,但只要能判断是处于焊缝根部的线性缺陷,仍判定为未焊透。
未焊透有底⽚上处于焊缝根部的投影位置,⼀般在焊缝中部,因透照偏、焊偏等原因也可能偏向⼀侧。
未焊透呈断续或连续分布,有时能贯穿整张底⽚。
3. 未熔合Incomplete Fusion定义:未熔合是指焊缝⾦属与母材⾦属可焊缝⾦属之间未熔化结合在⼀起的缺陷。
影像特征:根部未熔合的典型影像是连续或断续的⿊线,线的⼀侧轮廓整齐且⿊度较⼤,为坡⼝或钝边的痕迹,另⼀侧轮廓可能较规则,也可能不规则。
根部未熔合在底⽚上的位置就是焊缝根部的投影位置,⼀般在焊缝的中间,因坡⼝形状或投影⾓度等原因出可能偏向⼀边。
坡⼝未熔合的典型影像是连续或断续的⿊线,宽度不⼀,⿊度不均匀,⼀侧轮廓较齐,⿊度较⼤,另⼀侧轮廓不规则,⿊度较⼩,在底⽚上的位置⼀般在中⼼⾄边缘的1/2处,沿焊缝纵向延伸。

射线探伤缺陷图谱之未焊透(高清图文并茂,值得收藏)
本图谱根据缺陷性质共分6个章节:
1. 裂纹Cracks
2. 未焊透Lack of Penetration
3. 未熔合Incomplete Fusion
4. 条状缺陷Linear indication
5. 圆形缺陷Rounded indication
6. 伪缺陷Image Artifacts
1. 未焊透Lack of Penetration定义:未焊透是指母材金属之间没有熔化,焊缝金属没有进入接头的根部造成的缺陷。
影像特征:未焊透的典型影像是细直黒线,两侧轮廓都很整齐,为坡口钝边痕迹,宽度恰好为钝边的间隙宽度。
有时坡口钝边有部分溶化,影像轮廓就变得不很整齐,线宽度和黑度局部发生变化,但只要能判断是处于焊缝根部的线性缺陷,仍判定为未焊透。
未焊透有底片上处于焊缝根部的投影位置,一般在焊缝中部,因透照偏、焊偏等原因也可能偏向一侧。
未焊透呈断续或连续分布,有时能贯穿整张底片。
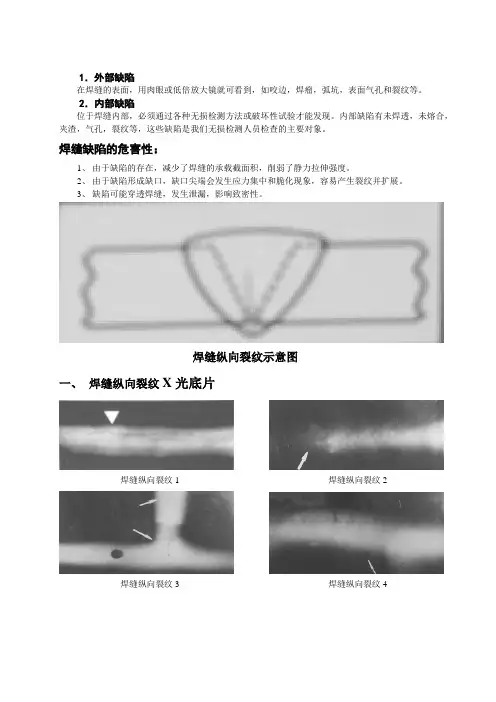
1.外部缺陷在焊缝的表面,用肉眼或低倍放大镜就可看到,如咬边,焊瘤,弧坑,表面气孔和裂纹等。
2.内部缺陷位于焊缝内部,必须通过各种无损检测方法或破坏性试验才能发现。
内部缺陷有未焊透,未熔合,夹渣,气孔,裂纹等,这些缺陷是我们无损检测人员检查的主要对象。
焊缝缺陷的危害性:1、由于缺陷的存在,减少了焊缝的承载截面积,削弱了静力拉伸强度。
2、由于缺陷形成缺口,缺口尖端会发生应力集中和脆化现象,容易产生裂纹并扩展。
3、缺陷可能穿透焊缝,发生泄漏,影响致密性。
焊缝纵向裂纹示意图一、焊缝纵向裂纹X光底片焊缝纵向裂纹1 焊缝纵向裂纹2焊缝纵向裂纹3 焊缝纵向裂纹4焊缝纵向裂纹5 焊缝纵向裂纹6焊缝纵向裂纹7 焊缝纵向裂纹8焊缝纵向裂纹9 焊缝纵向裂纹10焊缝纵向裂纹11 焊缝纵向裂纹12焊缝纵向裂纹13 焊缝纵向裂纹14焊缝纵向裂纹15 焊缝纵向裂纹16焊缝纵向裂纹17 焊缝纵向裂纹18焊缝纵向裂纹19 焊缝纵向裂纹20 纵向裂纹的表面特征是沿焊缝长度方向出现的黑线,它既可以是连续线条,也可以是间断线条。
纵向裂纹影像产生的原因是沿焊缝长度破裂而导致的不连续黑线。
二、热影响区纵向裂纹X光底片热影响区纵裂1 热影响区纵裂2 热影响区撕裂呈线性黑色锯齿状,平行于熔合线,穿晶扩展,表面无明显氧化色彩,属脆性断口的延迟裂纹。
焊缝横向裂纹示意图三、焊缝横向裂纹X光底片焊缝横向裂纹1 焊缝横向裂纹25焊缝横向裂纹3 焊缝横向裂纹4焊缝横向裂纹的表征是横在焊接影像上的一根细小黑线(直线或曲线),它产生的原因是由焊缝上的金属破裂引起的。
当焊接应力为拉应力并与氢的析集和淬火脆化同时发生时,极易产生冷裂纹。
四、母材裂纹X光底片母材裂纹1 母材裂纹2裂纹:材料局部断裂形成的缺陷。
裂纹的分类方法:按延伸方向可分为纵向裂纹、横向裂纹、辐射状裂纹;按发生部位可分为焊缝裂纹、热影响区裂纹、熔合区裂纹、焊趾裂纹、弧坑裂纹、母材裂纹;按发生条件和时机可分为热裂纹、冷裂纹、再热裂纹。
本文源自:中国无损检测论坛weld-01 (High - Low、高-低)也叫错边welld-02 (Incomplete Root Fusion、根部未熔合)welld-03 (Insuffucient Reinforcement、内凹)welld-04 (Excess Root Penetration、根部焊瘤)(External Undercut、外部咬肉)welld-06(Internal Undercut、内部咬肉)welld-07(Root Concavity、根部凹陷) (Root Concavity、根部凹陷)welld-08(Burn Through、烧穿) (Burn Through、烧穿)welld-09(Isolated Slag Inclusion、单个的夹渣) (Isolated Slag Inclusion、单个的夹渣)Wagon Track - Slag Line、线状夹渣线状夹渣(Interrun Fusion、内部未熔合) (Interrun Fusion、内部未熔合)welld-12(Lack of Sidewall Fusion、内侧未熔合) (Lack of Sidewall Fusion、内侧未熔合)welld-13(Porosity、气孔) (Porosity、气孔)(Cluster Porosity、链状气孔) (Cluster Porosity、链状气孔)welld-15(Hollow Bead、夹珠) (Hollow Bead、夹珠)welld-16(Transverse Crack、横向裂纹) (Transverse Crack、横向裂纹)(Centerline Crack、中心线裂纹) (Centerline Crack、中心线裂纹)welld-18(Root Crack、根部裂纹) (Root Crack、根部裂纹)(Tungsten Inclusion)夹钨(Tungsten Inclusion)夹钨。

未熔合
定义:
未熔合是指焊缝金属与母材金属可焊缝金属之间未熔化结合在一起的缺陷。
影像特征:
根部未熔合的典型影像是连续或断续的黑线,线的一侧轮廓整齐且黑度较大,为坡口或钝边的痕迹,另一侧轮廓可能较规则,也可能不规则。
根部未熔合在底片上的位置就是焊缝根部的投影位置,一般在焊缝的中间,因坡口形状或投影角度等原因出可能偏向一边。
坡口未熔合的典型影像是连续或断续的黑线,宽度不一,黑度不均匀,一侧轮廓较齐,黑度较大,另一侧轮廓不规则,黑度较小,在底片上的位置一般在中心至边缘的1/2处,沿焊缝纵向延伸。
层间未熔合的典型影像是黑度不大的块状阴影,开关不规则,如伴有夹渣时,夹渣部位黑度较大。
一般在射线照相检测中不易发现。
条状缺陷
• 不属于裂纹、未焊透和未熔合的缺陷,当缺陷的长宽比大于3
时,定义为条状缺陷,包括条渣和条孔。
其他缺陷。