施耐德大型PLC入门培训
- 格式:pdf
- 大小:798.36 KB
- 文档页数:87
施耐德培训M340培训教程1.引言施耐德电气作为全球能源管理和自动化领域的领导者,一直致力于为客户提供高效、可靠和安全的解决方案。
M340作为施耐德电气的一款高性能可编程逻辑控制器(PLC),具有强大的数据处理能力、灵活的编程环境和广泛的应用领域。
为了帮助用户更好地掌握M340的使用方法和编程技巧,本教程将详细介绍M340的基本概念、硬件组成、软件安装与配置、编程方法以及应用案例。
2.M340基本概念2.1PLC概述PLC(可编程逻辑控制器)是一种广泛应用于工业自动化领域的通用控制器。
它通过编程实现对输入信号的逻辑处理,输出信号控制执行器完成各种任务。
PLC具有结构紧凑、编程灵活、抗干扰能力强、可靠性高等特点。
2.2M340特点1)强大的数据处理能力:M340采用高性能处理器,具备强大的数据处理能力,满足复杂控制需求。
2)灵活的编程环境:支持多种编程语言,如LD(梯形图)、IL (指令列表)、FBD(功能块图)等,满足不同用户的需求。
3)广泛的应用领域:M340适用于各种工业自动化领域,如生产线控制、机床控制、过程控制等。
4)高可靠性:采用模块化设计,具备良好的抗干扰能力和散热性能,保证系统稳定运行。
3.M340硬件组成3.1处理器模块处理器模块是M340的核心部件,负责执行用户程序、处理输入输出信号和与其他设备通信。
根据性能和功能需求,M340处理器模块分为多个系列,如BMX、CMX、EMX等。
3.2输入输出模块输入输出模块用于连接外部设备,如传感器、执行器等。
M340提供丰富的输入输出模块,包括数字量、模拟量、热电阻、热电偶等类型。
3.3通信模块通信模块用于实现M340与其他设备或系统之间的数据交换。
M340支持多种通信协议,如以太网、CANopen、Modbus等。
4.M340软件安装与配置4.1软件安装M340编程软件为SoMachine,用户需从施耐德电气官网相应版本并进行安装。
安装过程中,需确保计算机满足软件运行要求。

施耐德M340PLC培训教材•PLC基础知识•施耐德M340PLC硬件系统•施耐德M340PLC软件系统•基本指令与功能实现目录•高级功能应用与扩展•故障诊断与维护保养策略01PLC基础知识PLC定义与发展历程PLC定义可编程逻辑控制器(Programmable Logic Controller,PLC)是一种数字运算操作的电子系统,专为在工业环境下应用而设计。
发展历程从1969年美国DEC公司研制出第一台PLC开始,经过几十年的发展,PLC已经由最初的逻辑控制扩展到运动控制、过程控制等领域,成为工业自动化领域的重要组成部分。
PLC工作原理及结构组成工作原理PLC采用循环扫描的工作方式,通过输入接口采集现场信号,经过内部处理后再通过输出接口控制现场设备。
结构组成主要包括CPU、存储器、输入输出接口、电源等部分。
其中,CPU是PLC的核心部件,负责执行用户程序;存储器用于存储用户程序和数据;输入输出接口用于连接现场设备和PLC内部电路;电源为PLC提供工作电压。
PLC编程语言与标准编程语言PLC的编程语言主要有梯形图(LD)、指令表(IL)、功能块图(FBD)、顺序功能图(SFC)和结构化文本(ST)五种。
其中,梯形图是最常用的编程语言,具有直观易懂的优点。
标准国际电工委员会(IEC)制定了PLC的编程语言和通信标准,即IEC 61131-3标准。
该标准规定了PLC编程语言的语法、语义和显示方式,以及PLC之间通信的协议和规范,为不同厂商生产的PLC 提供了统一的编程和通信接口。
02施耐德M340PLC硬件系统CPU 模块内存模块通信模块提供大容量存储空间,支持程序和数据的高效存储。
支持多种通信协议,实现与其他设备的可靠通信。
0302 01采用高性能处理器,实现快速逻辑运算和数据处理。
可根据需求添加扩展模块,实现更多功能。
体积小巧,节省安装空间。
采用工业级元器件,确保长时间稳定运行。
支持在线诊断和远程维护,降低维护成本。


Modicon M218 培训试验教材植根中国化繁为简的SoMachine平台目录M218基础培训示例教材 (3)M218高速计数器示例 (3)PTO使用示例 (17)PWM示例 (47)串口Modbus通讯示例 (52)自由协议通讯 (62)以太网通讯示例 (69)PID示例 (77)RTC实现示例 (84)M218基础培训试验教材 (103)试验一-SoMachine软件入门 (103)试验二-开关量和模拟量试验 (113)试验三-PTO试验 (118)试验四-串口通信试验 (128)试验五-以太网通信试验 (134)M218基础培训示例教材M218高速计数器示例内容简介:本文介绍如何通过M218的高速计数器功能实现冷弯成型机的定长裁剪控制。
1.冷弯成型机控制系统描述:冷弯成型机最基本的控制要求是将滚压成型完成的材料送到指定位置,然后进行压膜或者裁切动作。
材料的输送电机由变频器控制。
在靠近压膜或者裁剪机构的滚轮上安装有用于计长的旋转编码器,PLC实时检测该编码器的脉冲信号并换算成长度数值。
当机器启动时,PLC将实际检测的长度数值与设定数值进行比较,控制变频器进行多段速定位。
即当长度到达阀值0时,变频器切换到低速;当长度到达阀值1时变频器输出0速。
(图1) 冷弯机控制系统说明裁剪机构上检测开关的上升沿可以用于捕捉,当裁剪机构动作时的编码器值,通过该值自动修正阀值1的设定值;同时,该检测开关的下降沿用于将编码器的当前值复位成预设值,重新计数。
变频器多段速设置,当阀值0和阀值1的反馈输出都为FALSE的时候,变频器以高速运行,频率50Hz;当阀值0输出TRUE时,频率切换到第二段速低速5Hz;当阀值1输出TRUE时,频率切换到第三段速0Hz。
2.编码器选型:安装编码器的滚轮周长是250mm,冷弯机的设计速度是15米/分钟,即滚轮的最大速度是1转/秒。
设计采用的编码器脉冲输入是2000脉冲/转,即脉冲输入信号最大为2KHz,小于M218高速计数器的最大采样输入100KHz。
Modicon Easy M 200&M100 PLC培训手册Schneider ElectricSoMachine Basic培训手册[软件篇]施耐德电气不做任何关于本手册的陈述或保证,并在法律赋予的最大限度内,明确限制其在手册更换中隐含的违约责任。
另外,施耐德电气保留在任何时候修订本手册而不对任何修订相关人员履行告知义务的权利。
本文件提供的信息包括文件所述产品性能的概述和/或技术特点。
本文件不可替代用户手册,也不能用于确定这些产品对具体用户应用的适用性或可靠性。
任何用户或集成商有义务对该产品就相关的具体应用及其使用进行适当而完整的风险分析、评估和测试。
施耐德电气及其任何附属机构或子公司均不对手册信息的误用承担责任。
如有任何改进或修正建议,或发现该手册中有错误,敬请告知。
在安装和使用本产品时必须遵守各相关州、地区和地方安全规定。
基于安全原因,也为了帮助确保与存档的系统数据相符,仅制造商可以执行零部件维修。
当装置用于对技术安全有特定要求的应用场合时,必须遵循相关指示。
如不搭配使用施耐德电气的软件或经认可的软件可能导致人员受伤、设备损害或运行异常。
拒不遵守本信息可能导致人员受伤或设备损坏。
@2013施耐德电气保留所有权利。
本手册内容属施耐德电气专有财产。
施耐德电气保留所有权利,包括版权。
未征得施耐德电气明确的书面许可,不得以任何形式或通过任何方式,不论是电子或机械形式(包括影印,复制本文件的任何部分。
SoMachine Basic培训手册介绍和法律公告购买SoMachine Basic培训手册的用户即享有参加SoMachine Basic培训课程的权利。
必须通过课程测验,方可获得施耐德电气的培训课程结业证书。
对依据本培训手册做出的行为,施耐德电气不承担任何责任。
商标施耐德电气已尽最大努力提供有关本手册中提及的公司名称、产品和服务的商标信息。
以下显示的商标来自不Microsoft Windows、Windows XP、Windows Vista、Windows 7、Windows 8、Microsoft Office 和Microsoft Excel 是Microsoft公司在美国和®/或其它国家的注册商标或商标。

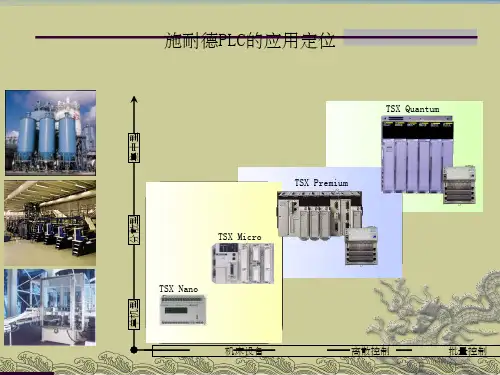
施耐德培训M340培训教程施耐德电气是全球领先的能源管理和自动化解决方案提供商,其业务覆盖全球100多个国家和地区,服务于众多领域,包括地铁、大型商场、机场、工厂、电力公司等。
M340是施耐德电气推出的高性能PLC,广泛应用于各种自动化控制领域。
本文主要介绍施耐德培训M340培训教程的内容和意义。
一、施耐德培训M340培训教材内容1. 基础知识在进行M340培训之前,需要掌握一些基本的电气知识和PLC的基本概念。
施耐德培训的教程中会涵盖这些知识点,包括电气开关、继电器、传感器和PLC的基本构成。
2. M340硬件配置在进行M340编程前,需要了解它的硬件配置和安装方法。
这些知识点包括M340的机箱、电源、CPU模块、I/O模块等构成,这些构成的理解对编写PLC程序非常重要。
3. M340软件配置施耐德M340的编程软件为Unity Pro,培训中将介绍该软件的安装过程和界面功能,包括软件配置、连接PLC、下载程序等操作流程。
4. 编程语言Unity Pro支持的编程语言有IL、ST、FBD、LD和SFC等,培训教程将详细介绍这些编程语言的特点、使用方法和示例应用,帮助学员了解和掌握这些语言。
5. PLC程序设计通过理解基础知识、掌握软件配置和编程语言,培训教程将鼓励学员开始进行PLC程序设计。
通过实际案例和示例,学员将学会编写PLC程序,也将了解如何进行部署和调试。
二、施耐德M340培训教程的意义1. 提高技能水平M340培训教程将为学生提供必要的技能和知识,包括电气知识、PLC硬件和软件配置、编程语言等,使学员能根据需求设计和编写灵活、高效的PLC程序,并对其进行部署和维护。
2. 改善职业发展通过施耐德M340培训,学员将掌握PLC程序设计的必要技能和经验。
这些技能在自动化控制领域具有广泛应用性,是未来职业发展的必备技能之一。
3. 提高效率PLC的自动化控制是近年来越来越重要的工业行业。
在学习施耐德M340培训教程后,PLC程序设计者能够更快速地设计和编写程序,也可以更容易地对工业设备和系统进行诊断和维护,从而提高效率和质量。
施耐德M238内部培训教程一、施耐德 M238 简介施耐德 M238 是一款功能强大、性能稳定的可编程控制器,广泛应用于工业自动化领域。
它具有紧凑的设计、丰富的功能模块和易于编程的特点,能够满足各种复杂的控制需求。
二、硬件组成1、处理器单元处理器单元是 M238 的核心部分,负责执行程序和处理数据。
它具有高速的运算能力和可靠的性能,确保系统的稳定运行。
2、输入输出模块输入模块用于接收外部信号,如传感器的信号;输出模块则用于控制外部设备,如电机、阀门等。
M238 提供了多种类型的输入输出模块,以适应不同的应用场景。
3、通信模块通信模块使 M238 能够与其他设备进行数据交换,如上位机、其他控制器等。
常见的通信方式包括以太网、串口等。
4、电源模块电源模块为整个系统提供稳定的电源供应,确保各部分正常工作。
三、编程软件1、 SoMachineSoMachine 是专门用于施耐德 M238 编程的软件,具有友好的用户界面和强大的功能。
2、编程步骤(1)创建新项目:在 SoMachine 中,选择新建项目,并设置相关参数,如控制器型号、编程语言等。
(2)配置硬件:根据实际的硬件连接情况,在软件中配置输入输出模块、通信模块等。
(3)编写程序:使用梯形图、功能块图或指令表等编程语言,编写控制逻辑。
(4)调试程序:通过在线调试功能,检查程序的运行情况,及时发现并解决问题。
四、编程语言1、梯形图(LD)梯形图是一种直观易懂的编程语言,类似于电气原理图,适合初学者。
2、功能块图(FBD)功能块图以功能块为基本单元,通过连接各个功能块来实现控制逻辑,适用于复杂的控制任务。
3、指令表(IL)指令表是一种基于指令的编程语言,需要对指令有深入的了解,编程效率较高。
五、常用功能指令1、数学运算指令包括加法、减法、乘法、除法等运算指令,用于处理数据的计算。
2、逻辑运算指令如与、或、非等逻辑运算指令,用于实现逻辑判断和控制。
3、定时计数指令定时指令用于实现定时控制,计数指令用于对脉冲信号进行计数。