钢结构栓钉焊接技术交底
- 格式:doc
- 大小:102.50 KB
- 文档页数:6


钢结构焊接工程技术交底一、任务背景和目的钢结构焊接工程是现代建筑领域中常见的施工工艺,为了确保焊接工程的质量和安全性,需要进行技术交底。
本文将详细介绍钢结构焊接工程的技术要求、施工流程、质量控制等内容,以确保工程施工的顺利进行。
二、技术要求1. 焊工资质要求:焊工应持有相关焊接证书,熟悉钢结构焊接工艺规范和操作规程。
2. 材料要求:钢结构焊接所使用的钢材应符合设计要求,具有相应的强度和耐腐蚀性能。
3. 焊接设备要求:焊接设备应符合国家标准,保持良好的工作状态,并定期进行维护和检修。
4. 焊接工艺要求:根据设计要求和相关规范,选择合适的焊接工艺,确保焊缝的质量和强度。
5. 焊接工艺参数要求:根据焊接材料和焊接位置的不同,合理设置焊接电流、电压、速度等参数,确保焊接质量。
三、施工流程1. 准备工作:确认施工图纸和焊接工艺规程,检查焊接设备和材料的质量和完整性。
2. 钢构件准备:按照设计要求,对钢构件进行清理、除锈和定位。
3. 焊接工艺选择:根据焊接位置、焊接材料和设计要求,选择合适的焊接工艺。
4. 焊接参数设置:根据焊接工艺规程,合理设置焊接电流、电压、速度等参数。
5. 焊接操作:焊工按照焊接工艺规程进行焊接操作,确保焊缝的质量和强度。
6. 焊接质量检查:对焊缝进行可视检查、尺寸检查和无损检测,确保焊接质量符合要求。
7. 焊接记录和验收:记录焊接过程中的参数、操作和检查结果,并进行焊接质量的验收。
四、质量控制1. 材料质量控制:对钢材进行质量检查,包括外观质量、化学成分和力学性能等方面。
2. 焊接质量控制:严格按照焊接工艺规程进行焊接操作,确保焊缝的质量和强度。
3. 焊接工艺参数控制:根据焊接工艺规程,合理设置焊接参数,并进行实时监控和调整。
4. 焊接质量检查控制:对焊接过程进行可视检查、尺寸检查和无损检测,确保焊接质量符合要求。
5. 焊接记录和验收控制:记录焊接过程中的参数、操作和检查结果,并进行焊接质量的验收。

钢结构焊接工程技术交底引言概述:钢结构焊接工程技术交底是指在钢结构施工过程中,施工方向施工人员详细交代焊接工艺、焊缝形式、焊材要求等相关技术细节。
这是确保钢结构焊接工程质量的重要环节,对于保证工程的安全性、可靠性和持久性具有重要意义。
本文将从五个大点出发,详细阐述钢结构焊接工程技术交底的内容。
正文内容:1. 焊接工艺1.1 焊接方法:交底中需明确采用的焊接方法,如手工电弧焊、埋弧焊或气体保护焊等。
1.2 焊接工艺规程:详细交底焊接工艺规程,包括焊接电流、电压、焊接速度等参数的设定,以及预热、焊后热处理等工艺要求。
2. 焊缝形式2.1 焊缝类型:根据设计要求,明确所需的焊缝类型,如对接焊缝、角焊缝或搭接焊缝等。
2.2 焊缝准备:交底中需说明焊缝的准备要求,包括焊缝坡口形状、尺寸、清洁度等。
2.3 焊缝尺寸和位置:详细阐述焊缝的尺寸和位置要求,确保焊接质量和结构强度。
3. 焊材要求3.1 焊条选择:明确焊接过程中所使用的焊条种类和规格,以及焊条的质量要求。
3.2 焊丝选择:交底中需说明所需的焊丝种类和规格,以及焊丝的质量要求。
3.3 焊接材料质量检验:强调焊接材料的质量检验,包括焊条焊丝的外观质量、化学成分和力学性能等。
4. 焊接设备要求4.1 焊接机选择:明确所需的焊接机种类和规格,根据焊接工艺规程选择合适的设备。
4.2 焊接机检验:交底中需说明焊接机的检验要求,包括焊接机的电气安全性和工作性能等。
5. 焊接质量控制5.1 焊接质量检验:强调焊接质量检验的重要性,包括焊缝外观质量、尺寸偏差、焊接缺陷等的检测。
5.2 焊接质量评定:明确焊接质量评定的标准和方法,确保焊接工艺符合设计要求。
5.3 焊接记录和报告:交底中需强调焊接记录和报告的编制和保存,以备工程验收和后期维护使用。
总结:钢结构焊接工程技术交底是确保钢结构焊接工程质量的重要环节。
通过详细阐述焊接工艺、焊缝形式、焊材要求、焊接设备要求和焊接质量控制等内容,可以有效地提高焊接工程的安全性、可靠性和持久性。
一、交底目的为确保钢结构焊接作业过程中的安全,防止事故发生,提高焊接作业人员的安全意识,特制定本安全技术交底。
二、适用范围本交底适用于所有参与钢结构焊接作业的人员,包括焊工、辅助工、管理人员等。
三、交底内容1. 安全操作规程- 进入施工现场,必须遵守安全操作规程和安全生产纪律,特种作业人员必须持证上岗。
- 戴好安全帽,扣好帽带,穿好防滑鞋,正确使用个人劳动防护用具。
- 焊接作业前,必须对焊接设备进行检查,确保设备安全可靠。
2. 焊接作业安全注意事项- 现场焊接属于明火作业,必须向甲方安全管理部门申请开具动火证,在得到甲方安全管理部门的同意后,方可进行焊接作业。
- 焊接作业区域周围应清理干净,不得有易燃、易爆物品。
- 焊接作业时,氧气瓶、乙炔瓶等气体瓶应远离明火,两瓶间距不得小于5米。
- 焊接作业时,应佩戴防护眼镜,防止弧光对眼睛的伤害。
- 焊接作业现场应配备灭火器材,如灭火器、沙子等。
3. 个人防护- 焊工应穿戴专用焊接防护服,佩戴防护手套、防护鞋等。
- 辅助工应穿戴工作服、工作鞋,并佩戴安全帽。
- 管理人员应随时检查施工现场的安全状况,确保焊接作业安全进行。
4. 焊接作业现场管理- 焊接作业现场应设置警示标志,提醒过往人员注意安全。
- 焊接作业现场应配备通风设备,确保作业环境空气质量。
- 焊接作业现场应定期进行安全检查,及时发现并消除安全隐患。
5. 事故应急处理- 发生火灾时,立即切断电源,使用灭火器材进行灭火。
- 发生人员受伤时,立即进行现场急救,并拨打急救电话。
- 发生意外事故时,立即启动应急预案,确保人员安全。
四、交底方法- 采用会议口头形式,由安全管理人员对焊接作业人员进行安全技术交底。
- 制作安全技术交底文件,发放给焊接作业人员。
- 通过现场示范操作,让焊接作业人员掌握安全操作技能。
五、交底记录- 各级技术交底应有文字记录,包括交底时间、地点、参加人员、交底内容等。
- 焊接作业人员应认真学习安全技术交底内容,确保掌握安全操作技能。

钢结构焊接工程技术交底引言概述:钢结构焊接工程技术交底是指在钢结构施工过程中,施工方向施工人员进行的技术交底,以确保施工质量和安全。
本文将从五个大点来详细阐述钢结构焊接工程技术交底的内容。
正文内容:1. 焊接工艺交底1.1 焊接方法选择:根据钢结构的特点和设计要求,选择合适的焊接方法,如手工电弧焊、埋弧焊、气体保护焊等。
1.2 焊接材料选择:根据焊接方法和钢结构材料的特性,选择合适的焊接材料,如焊条、焊丝等。
1.3 焊接参数设置:根据焊接材料的要求和焊接工艺规范,设置合适的焊接电流、电压、焊接速度等参数。
2. 焊接质量交底2.1 焊缝准备:在焊接前,对焊缝进行清理、除锈等处理,确保焊接质量。
2.2 焊接质量控制:在焊接过程中,要控制焊接质量,避免焊接缺陷,如气孔、裂纹等。
2.3 焊接质量检测:在焊接完成后,进行焊缝的质量检测,如X射线检测、超声波检测等,确保焊接质量符合要求。
3. 焊接安全交底3.1 焊接安全措施:在焊接过程中,要采取必要的安全措施,如佩戴防护眼镜、焊接手套等,确保施工人员的安全。
3.2 焊接防火措施:在焊接过程中,要注意周围的防火措施,避免引发火灾事故。
3.3 焊接设备安全:对焊接设备进行定期检查和维护,确保设备的安全可靠性。
4. 焊接工艺文件交底4.1 焊接工艺规范:交底焊接工艺规范,包括焊接方法、焊接材料、焊接参数等,供施工人员参考。
4.2 焊接工艺图纸:交底焊接工艺图纸,清晰明了地标注焊缝位置、尺寸等信息,供施工人员参考。
4.3 焊接工艺记录:交底焊接工艺记录,记录焊接过程中的关键参数和质量检测结果,供施工人员查阅。
5. 焊接人员培训交底5.1 焊接技能培训:对施工人员进行焊接技能培训,提高其焊接技术水平。
5.2 安全培训:对施工人员进行焊接安全培训,增强其安全意识和防范能力。
5.3 质量培训:对施工人员进行焊接质量培训,强调焊接质量的重要性和控制方法。
总结:钢结构焊接工程技术交底是保证钢结构施工质量和安全的重要环节。
钢结构栓钉焊接技术交
底
公司内部档案编码:[OPPTR-OPPT28-OPPTL98-OPPNN08]
2、当做分项工程施工技术交底时,应填写“分项工程名称”栏,其他技术交
2、当做分项工程施工技术交底时,应填写“分项工程名称”栏,其他技术交
工程名称科研综合楼交底日期
施工单位河北建设集团有限公司分项工程名称栓钉焊接
交底提要本交底为钢结构栓钉焊接相关材料、机具准备、质量要求及施工工
艺
审核人交底人接受交底人
1、本表由施工单位填写,交底单位与接受交底单位各存一份。
2、当做分项工程施工技术交底时,应填写“分项工程名称”栏,其他技术交
焊接磁环尺寸(mm)见下图
焊钉公称直径D D1D2H
Min Max
19202718
二、主要施工机具
名称规格单位用途
栓钉焊机YD-2000LS-2型栓焊
机+焊枪YS-223G
台焊接经纬仪J6台放线
钢尺30m把放线量距
盒尺5m把量距
钢板尺把检查栓钉
游标卡尺精度,30cm把检查栓钉及瓷环
手锤1~2Kg把打弯检查
2、当做分项工程施工技术交底时,应填写“分项工程名称”栏,其他技术交
2、当做分项工程施工技术交底时,应填写“分项工程名称”栏,其他技术交
2、当做分项工程施工技术交底时,应填写“分项工程名称”栏,其他技术交
2、当做分项工程施工技术交底时,应填写“分项工程名称”栏,其他技术交
2、当做分项工程施工技术交底时,应填写“分项工程名称”栏,其他技术交
2、当做分项工程施工技术交底时,应填写“分项工程名称”栏,其他技术交底可不填写。
技术交底2.2.4注意焊工的安全防护,尤其焊外围梁时,更应小心谨慎。
2.2.5焊工要熟练掌握焊机、焊枪的性能,搞好设备的维护保养。
当焊枪卡具上出现焊瘤、烧蚀或溅上熔渣时,及时清理或更换配件,以确保施工顺利并保证熔焊质量。
3质量控制3.1栓钉焊接质量检查序号栓钉焊接质量检查示意图1检查所焊栓钉规格、距离尺寸与图纸要求是否相符。
栓钉检查示意图2焊后检查栓钉底部的焊脚应完整并分布均匀。
3外观检查合格的栓钉还应按照规范要求用铁锤进行锤击,使其弯曲30°,并检查焊接部位是否出现裂纹。
3.2焊接栓钉质量保证措施序号焊接栓钉质量保证措施1 清理构件表面,栓钉施焊点不得有水分、杂物及油污2 焊前检查栓钉,发现生锈,除锈后使用或者放弃3 施焊前检查瓷环,发现有潮湿立即进行烘焙4 严格按照焊接工艺施工5 焊后根据规范对栓钉焊接质量进行检查4成品保护4.1栓钉应无有害的皱皮、毛刺、裂纹、锈蚀等。
母材焊接处不应有过量的氧化皮、锈、水分、油漆、灰渣、油污或其他有害物质。
如不满足要求应用抹布、钢丝刷、砂轮机等方法清扫或清除。
4.2保护瓷环陶瓷保护环的要求按照GB10433-89的规定。
保护瓷环应保持干燥受过4.3潮瓷环应在使用前置于烘箱中经120度烘干1~2h。
5安全环保措施5.1施工人员操作时,必须穿防滑劳保鞋,防止滑伤、砸伤。
5.2焊接操作工人应佩戴防护眼罩穿防护服装。
5.3施工现场必须戴安全帽,高空作业必须戴安全绳。
5.4单独进行施工电源布设。
5.5焊接电源及焊钉枪要求接地可靠5.6焊接时防止飞溅的熔渣引起火灾。
交底人:刘贵交底接受人:交底日期:2018.10.07。
钢结构焊接工程技术交底引言概述:钢结构焊接工程技术交底是指在进行钢结构焊接工程前,工程师与焊工之间进行的技术交流和说明。
通过技术交底,可以确保焊接工程的质量和安全性。
本文将从焊接前准备、焊接材料、焊接工艺、焊接质量控制和安全注意事项五个方面进行详细阐述。
一、焊接前准备:1.1 确定焊接工程的具体要求:在进行焊接工程技术交底前,首先需要明确焊接工程的具体要求,包括焊接的材料、规格和数量等。
1.2 检查焊接设备和工具:在焊接前准备阶段,需要对焊接设备和工具进行检查,确保其正常工作,并进行必要的维护和保养。
1.3 制定焊接计划和时间表:根据焊接工程的具体要求,制定焊接计划和时间表,确保焊接工作按时进行,并合理安排工作流程。
二、焊接材料:2.1 选择合适的焊接材料:根据焊接工程的要求,选择合适的焊接材料,包括焊条、焊丝和焊剂等。
同时,要确保焊接材料的质量符合相关标准。
2.2 进行焊接材料的质量检查:在使用焊接材料前,需要进行质量检查,包括焊接材料的外观、化学成分和力学性能等方面的检测。
2.3 储存和保护焊接材料:正确储存和保护焊接材料,避免其受潮、变形或污染,以确保焊接质量。
三、焊接工艺:3.1 确定合适的焊接工艺:根据焊接材料和焊接工程的要求,选择合适的焊接工艺,包括焊接方法、焊接参数和焊接顺序等。
3.2 进行焊接试样和焊接工艺评定:在进行实际焊接前,需要进行焊接试样和焊接工艺评定,以验证所选焊接工艺的可行性和稳定性。
3.3 进行焊接工艺的控制和调整:在焊接过程中,需要对焊接工艺进行控制和调整,确保焊接质量和焊接接头的强度和密封性。
四、焊接质量控制:4.1 进行焊接质量检查:在焊接完成后,进行焊接质量检查,包括焊缝的外观检查、尺寸检查和焊接接头的强度检测等。
4.2 进行非破坏性检测:对焊接接头进行非破坏性检测,包括超声波检测、射线检测和磁粉检测等,以发现潜在的焊接缺陷。
4.3 进行焊接质量记录和报告:对焊接质量进行记录和报告,包括焊接工艺参数、焊接质量检查结果和非破坏性检测报告等,以便于后续的质量评定和追溯。
交底内容:
工程范围
本工程应用于钢结构中的组合楼盖与钢梁焊接,压型钢板支座(钢梁上翼缘处),采用双排穿透压型钢板焊接栓钉,栓钉居梁中,均匀布置。
排与排之间间距为200mm
一、材料要求:
(1)栓钉
采用Ф 19*100,主要化学成分见下表
牌号
化学成分%
C Si Mn P S Ah
ML15 0.13-0.18 0.15-0.35 0.3-0.6 ≤0.35 ≤0.035 ————
力学性能
抗拉强度N/mm2抗拉强度N/mm2伸长率≥400 ≥320 ≥14
焊钉尺寸符合下表
d 公称 6 8 10 13 16 19 22 min 5.76 7.71 9.71 12.65 15.65 18.58 21.58 man 6.24 8.29 10.29 13.35 16.35 19.42 22.42
d k
min 10.65 15.35 18.35 22.42 29.42 32.5 35.5
man 11.35 14.65 17.65 21.58 28.58 31.5 34.5 k
min 5.48 7.58 7.58 10.58 10.58 10.58 12.7
man 5.00 7.00 7.00 10.00 10.00 12.00 12.00 r min 2 2 2 2 2 3 3 WA(参考) 4 4 4 5 5 6 6 公称长度I1 4
(2)配套焊接磁环
焊接瓷环瓷环检查内容如下:
1)中心孔的内外直径、椭圆度、薄壁均匀。
2)禁止使用已经破裂和有缺损的瓷环。
3)受潮瓷环要经过250℃,1h的烘焙,中间放潮气5min。
瓷环见下图
焊接磁环尺寸(mm)见下图
焊钉公称直径 D D1 D2 H
Min Max
19 19.5 20 27 31.5 18
二、主要施工机具
名称规格单位用途
栓钉焊机YD-2000LS-2型栓焊机+焊枪
YS-223G 台焊接
经纬仪J6 台放线
钢尺30m 把放线量距
盒尺5m 把量距
钢板尺0.15m 把检查栓钉
游标卡尺精度0.02mm,30cm 把检查栓钉及瓷环手锤1~2Kg 把打弯检查
记号笔细尖盒划线
墨汁小型盒放线
气割枪中型套
氧气瓶
乙炔瓶
电动砂轮小型把打磨仅2处梁面烘干箱小型台烘烤受潮瓷环清扫工具
对讲机对
三、作业条件
1、 钢结构构件表面的油漆应清除,没有露水、雨水、油及其他影响焊缝质量的污渍。
空气相对湿度不大于85%。
2、 施工所使用的栓钉和配套使用的瓷环应烘烤除湿。
3、栓钉施焊前进行工艺参数实验,(静力拉伸、反复弯曲、弯90°角)合格。
四、操作工艺 1、 工艺流程,如图:
焊枪筒的平移动
焊枪拆装、绝缘良好
电源线、控制线良好
栓钉试验合格 现场栓钉、瓷环检查(受潮烘干) 压型钢板安装验收合格后,清理现场、放线 栓焊机运转、自动控时性能良
焊枪检查
确定焊接参数内容
静力拉伸、反复弯曲及打弯90°试验
抗拉强度、延伸率及屈服强度合格
非穿透焊前试件 穿透焊除锌后做焊前试件
打弯试件合格 正式施焊栓盯
自检 专检
焊中检查
电流、电压、焊接时间 彭径尺寸 焊枪筒
瓷环位置正确稳固 母材清洁
2、栓钉操作工艺
2.1焊前准备工作:放线、抽检栓钉及瓷环,烘干。
潮湿时焊件也需进行烘干。
2.2 焊前实验:每天正式施焊前做两个试件,弯45°检查合格后,方可正式施焊。
3、操作要点:
3.1 焊枪要与工件四周呈90°角,瓷环就位,焊枪夹住栓钉放入瓷环压实。
3.2 搬动焊枪开关,电流通过引弧剂产生电弧,在控制时间内栓钉熔化,随枪下压,回弹、断弧,焊接完成。
稍等,用小锤敲掉瓷环。
3.4 镀锌板用乙炔氧焰载栓钉焊位置烘烤,敲击后双面除锌,采用螺旋钻开孔。
4、确定工艺参数,栓钉施焊前,必须对不同材质、不同规格、不同厂家、不同批号生产的栓盯,采用不同型号的焊机机焊枪进行严格的现场同条件的工艺参数试验。
首先根据“标准工艺焊接参数”(随机提供参数值)机增、减10%电流值分别施焊3组,确定最佳参数,按最佳参数做2组正式试件,进行静力拉伸、反复弯曲及拉弯试验。
4.1 静力拉伸试验:采用20°斜拉法检查拉断时的位移及抗拉强度、延伸率及屈服点。
4.2 反复弯曲试验:在一个纵向平面内反复弯曲45°以上,要求焊缝四周无任何断裂现象。
4.3 弯90°角试验:要求在焊缝的薄弱部位不裂。
4.4 经以上工艺试验合格的工艺参数,方可在工程中使用。
其焊接能量的大小与焊接的电压、电流及时间的乘积成正比。
为保证栓钉焊电弧的稳定,要靠调整焊接电流和通电时间来控制和改变焊接能量。
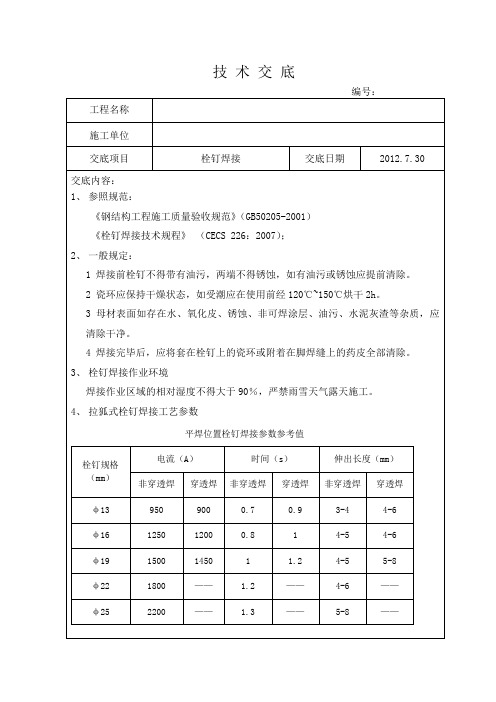
4.5 栓焊工艺参数见下表
以上数据要根据现场实际情况、不同季节、不同电缆线厂,可上下浮动。
5 、在楼板中进行穿透栓钉焊,具体见图4-2
瓷环 形式
焊接电流 (A ) 栓焊 时间 (S ) 栓钉 伸出 长度 (mm )
栓钉 直径 (mm )
栓钉 回弹 高度 (mm )
阻尼 调整 位置 (mm )
压型 钢板 厚度 (mm )
压型 钢板 间隙 (mm )
压型 钢板 层数 (mm )
穿透焊
1450 1250
1.0
2.0
7~8
φ19 3.0 适中 1.0 ﹤1.0 1~2
隐蔽工程验收
梁的上翼缘板
压型钢板
栓钉
混凝土压型钢板钢筋
栓钉
钢梁
穿透焊示意
栓钉试验必须具有丰富实践经验的焊工操作,在焊接工程师监督下进行。
五、质量检验及保证措施 1、材料检验
(1)栓钉焊接和焊接磁环的规格、尺寸偏差应符合GB/T10433的规定。
检查数量:按量抽检1%,且不少于10套。
检验方法:用钢尺和游标卡尺测量。
2、焊钉焊接检验
焊缝无气孔、无夹渣,焊脚应均匀:如果存在下列情况之一,应用手工电弧焊进行修补: 1) 焊脚立面未熔合或不足360° 2) 焊缝高度≤1mm 3) 焊缝宽度≤0.5mm 4)
焊缝咬肉≥0.5mm
检查数量:按总栓钉数量抽查1%,且不应少于10个。
检查方法:用焊接检验尺和观察检查。
六、成品保护
1、栓钉应无有害的皱皮、毛刺、裂纹、锈蚀等。
母材焊接处不应有过量的氧化皮、锈、水分、油漆、灰渣、油污或其他有害物质。
如不满足要求应用抹布、钢丝刷、砂轮机等方法清扫或清除。
2、保护瓷环,陶瓷保护环的要求按照GB10433-89的规定。
保护瓷环应保持干燥,受过潮瓷环应在使用前置于烘箱中经120度烘干1~2h 。
七、 安全环保措施
1、焊接操作工人应佩戴防护眼罩,穿防护服装。
2、单独进行施工电源布设。
3、焊接电源及焊钉枪要求接地可靠。
4、焊接时防止飞溅的熔渣引起火灾。