锤锻模
- 格式:ppt
- 大小:115.50 KB
- 文档页数:17
试述锤上模锻的锻模模膛的分类试述锤上模锻的锻模模膛的分类导读:锤上模锻是一种重要的金属成形工艺,利用锤击力和模具来改变金属材料的形状。
在锤上模锻过程中,锻模模膛扮演着至关重要的角色。
锻模模膛的分类影响着锻造过程中的成形效果和产品质量。
本文将对锤上模锻的锻模模膛进行分类,并探讨各种分类的特点和适用范围。
一、概述锤上模锻是一种通过锤击力和模具来改变金属材料形状的金属成形工艺。
在这个过程中,锻模模膛起着举足轻重的作用。
锤上模锻的锻模模膛可以分为凸显模和凹显模两大类。
二、凸显模凸显模是一种锻模模膛,在锤上模锻过程中,模具凸显的部分直接作用于金属坯料上。
凸显模主要分为顶凸模和侧凸模两种类型。
1. 顶凸模顶凸模是一种将锻模模膛的凸起部分应用到金属坯料顶部的模膛。
顶凸模最常见的应用是制作各种形状的头部或者凸起部分的零件。
汽车发动机曲轴的制作就是利用顶凸模进行锻造。
2. 侧凸模侧凸模是一种将锻模模膛的凸起部分应用到金属坯料的侧面的模膛。
侧凸模常见于制作各种形状独特、有倾斜或有外部扩张的零件。
飞机发动机叶片的制作中,常使用侧凸模进行锻造。
三、凹显模凹显模是一种锻模模膛,在锤上模锻过程中,模具的凹陷部分直接作用于金属坯料。
1. 水平凹显模水平凹显模是一种将锻模模膛的凹陷部分逐渐向下凹陷的模膛。
水平凹显模适用于制作有平底或者表面平直的零件。
制作锻件的平底孔就需要使用水平凹显模。
2. 垂直凹显模垂直凹显模是一种将锻模模膛的凹陷部分逐渐向内凹陷并延伸的模膛。
垂直凹显模常见于制作有内腔或者空心结构的零件。
制作镂空结构的锻件就需要使用垂直凹显模。
四、总结与展望通过本文的论述,我们可以了解到锤上模锻的锻模模膛的分类及其特点。
凸显模适用于制作有凸起部分的零件,而凹显模适用于制作有凹陷部分或内腔结构的零件。
选择适当的锻模模膛类型对于保证锻件的形状和质量至关重要。
未来,随着技术的不断革新和工艺的进步,锤上模锻的锻模模膛分类也将不断发展和完善。
塑性成形工艺第十一章锤上模锻工艺及模具设计锤上模锻工艺是一种常见的金属塑性成形工艺,通过锤击和挤压金属材料,使其在锻模的作用下得到塑性变形,从而得到所需形状和尺寸的零件。
本文将从锤上模锻工艺及模具设计两个方面进行详细介绍。
一、锤上模锻工艺锤上模锻工艺是将预热好的金属坯料放置于模具中,通过锤击和挤压使其在模具的作用下得到塑性变形,从而得到所需形状和尺寸的零件。
具体的工艺流程如下:1.材料选择:根据零件的要求选择合适的金属材料,并对其进行预热处理,以提高其塑性和可锻性。
2.模具设计:根据零件的形状和尺寸要求,设计和制造适用的锻模。
3.预热坯料:将金属坯料放入预热炉中对其进行预热处理,使其达到适合锻造的温度。
4.放料:将预热好的金属坯料取出,放置于模具中。
5.锤击和挤压:用锤子对金属坯料进行锤击和挤压,使其在模具的作用下得到塑性变形,并逐渐冷却固化。
6.去毛刺:在锻造后对零件进行去除表面的毛刺处理。
7.检验和整形:对锻造后的零件进行质量检验,如尺寸、表面质量等,并进行修整和整形。
二、模具设计模具是实现锤上模锻工艺的重要工具,合理的模具设计能够保证锻件的形状和质量。
以下是模具设计的一些要点:1.模具材料:模具需要具有足够的硬度和耐磨性,常用的模具材料有合金工具钢、合金炉电极材料等。
2.模具结构:模具应具有足够的强度和刚度,能够承受锻造过程中的冲击和挤压力。
模具的结构应尽可能简单,易于制造和安装。
3.模具尺寸:模具的尺寸应根据零件的形状和尺寸要求进行合理确定。
模具的开裂数量和形式、上、下模的高度和准确度等都需要进行细致的计算和设计。
4.模具润滑:模具表面应涂抹适当的润滑剂,以减小模具与金属之间的摩擦力,提高成形性能。
5.模具冷却:模具内部应设置冷却装置,以保持模具在工作过程中的合适温度,减少模具磨损和延长使用寿命。
总之,锤上模锻工艺及模具设计是塑性成形工艺中的重要环节。
通过合理的工艺流程和模具设计,可以获得形状和尺寸精确的零件,并满足各种机械零件的使用要求。
锤锻模的用材,选材与热处理工艺设计锻造业是传统工业, 是制造汽车、飞机、机器重要零件不可少的行业, 如汽车上连杆、曲轴等运动零件大都用锻造方法生产。
美国预计到2020 年, 锻件产量增加63%。
可见,锻造行业不是夕阳产业。
去年,英国伯明翰大学机械工程学教授著名温锻专家,T. A.Dean 在《Metallurgia》以“锻造进步,聚集大学研究”为题撰文说:“欧洲的锻造者将是把工业带入21 世纪的高科技零件的源泉”。
这就意味着要我们采用先进技术来武装传统的工业,采用先进成形技术,锻造行业也是高科技行业。
如果不思进步,得过且过,不用先进技术去改造传统的工业,仍然搞乌烟瘴气,肥头大耳,势必会被淘汰掉。
锻模工艺今后发展趋势主要是“三化”和“三提高”。
①锻件精密化整个锻造技术发展的总体趋势是更精更省,达到不需要机械加工或少许机械加工就可以使用。
实现锻件精密化,就要在精锻工艺上下功夫。
因为精锻件可降低成本80%—90%降低劳动成本。
用精密模锻工艺制造出价廉物美的产品,是汽车制造商奋力拼搏的杀手铜。
如丰田汽车厂属下家分厂,其中就有家致力干精锻件的开发和生产;美国伊顿公司年产精锻齿轮多万件,公差为±(0.03~0.05)mm 。
近年来,国内在挤压成形、冷锻、温锻及粉末锻造等高效率、高质量、高精度、节能及节材工艺的应用方面发展很快。
有代表性的锻造新技术是净形精密锻造,典型零件是齿形锻造和闭式锻造的汽车变速器零件。
众多厂家都在锻造齿轮类零件方面进行研究开发。
Ⅰ.冷温热锻的复合工艺冷锻在室温下成形,锻件精度可达IT8一IT11;温锻在高于室温但低于金属再结晶温度以下成形,一般在700一850℃锻造。
此时,氧化皮厚度仅在10μm左右,精度可达IT11一IT14;热锻一般在金属再结晶温度以上成形,即在850一1250℃锻造,精度可达IT13一IT16。
Ⅱ.等温模锻工艺等温模锻工艺等温锻造是指把模具加热到与坯料变形相同或相近的温度,在速度较低的变形过程中,使热毛坯和模具温度基本保持不变的锻造方法。
45Cr2MoVNiSi锤锻模整体堆焊修复工艺探讨摘要:锤锻模工作环境恶劣,使用寿命短。
模具失效后的进一步修复成为延长锤锻模使用寿命的重要措施。
目前常用的局部焊修和整体下落的修复方法都存在着不同的缺陷,针对两种方法的不足,就45cr2movnisi锤锻模提出用整体堆焊修复工艺,可以大幅提高模具的综合机械性能,最终提高使用寿命。
关键词:45cr2movnisi钢;锤锻模;整体堆焊0 引言45crmovnisi是近年来研制的新型热作模具用钢,相比5crmnmo 和5crnimo等常见钢种,其高温强度有所提高,且含碳量有略微下降,韧性有所提高,弥补了5crmnmo和5crnimo在较大载面和较高温度时热稳定性、热疲劳性及洋透性不够的缺陷。
45crmovnisi常用于大吨位锤锻模和机锻模。
锤锻模是在高温、高压、高冲击负荷的条件下工作的,恶劣的工作条件导致模具产生磨损、裂纹、软化等失效,致使模具使用寿命大大缩短。
目前模具失效后的修复主要有两种方法,一是局部焊修,二是整体下落。
局部焊修适用于局部尺寸超差或局部损坏的模具,但无法修复设备下限的模具,对模具的一次使用寿命提高不明显,经济效益不高。
整体下落一方面造成模具材料的浪费,,无形中缩短了模具的使用寿命——锤锻模一般下落3~5次即报废;另一方面模体高度减小,机械性能加速下降,易造成模具在使用性能上的提前报废。
同时,整体下落的机械加工费和热处理费用也是非常可观的。
针对局部焊修和整体下落两种方法的不足,本文提出整体堆焊工艺对模具实行修复,模体高度无需整体下落,根据模具不同部位的性能要求采用不同的焊接材料,可以大幅提高模具的综合机械性能,最终提高模具的使用寿命。
1 45cr2movnisi锤锻模工作环境和失效分析45cr2movnisi锤锻模在高温下通过冲击加压,强制金属成形。
模具在工作过程中经受巨大的冲击负荷,同时经受压应力、拉应力和附加弯曲应力,被锻金属在模具型腔内流动又产生强烈的摩擦力,型腔表面经常与高温金属(钢铁坯料约为1100~1150℃)接触,模具本身温度高达300~400℃,局部达到500~600℃,高温使模腔表面的硬度和强度显著降低;锻件取出后,模具型腔要用水或压缩空气冷却,模具受到反复加热和冷却,在交变热应力的作用下,极易产生热疲劳损伤。
锤上模锻的锻模结构
锤上模锻是一种传统的金属加工方法,它可以通过高速冲击力将金属材料塑造成所需形状。
而锤上模锻的锻模结构则是保证锻造过程顺利进行的关键。
锤上模锻的锻模结构一般包括上下两部分:上模和下模。
上模通常由锤头和锤柄组成,而下模则由模座和底座构成。
上模是锤上模锻过程中直接接受冲击力的部分。
锤头是用来传递由锤击力产生的冲击力的,它需要具备高强度和耐磨损的特性。
锤柄则负责将冲击力传递到锤头,并且要能承受锤击时的反冲力。
锤柄通常由高强度合金材料制成,以保证其强度和耐用性。
下模是锤上模锻过程中用来塑造金属材料的一侧。
模座是下模的支架,它需要具备足够的强度来承受锤击力和金属材料的压力。
底座则是用来固定模座的,它需要具备稳固的特性,以确保下模在锤击过程中不会移动。
为了提高锤上模锻的效率和质量,锻模结构还可以增加一些辅助部件,如导向装置和定位装置。
导向装置可以确保上模和下模在锤击过程中的准确对齐,以避免偏移和变形。
定位装置则可以确保上模和下模在多次锤击过程中保持相对位置的稳定。
锤上模锻的锻模结构是为了实现金属材料塑性加工过程中冲击力的传递和形状塑造而设计的。
它需要具备高强度、耐磨损和稳定性的特点,以确保锻造过程的顺利进行,并获得满足要求的产品质量。
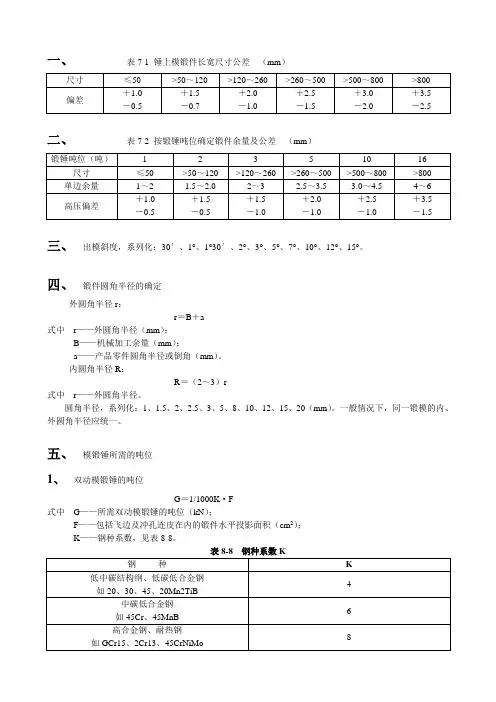
一、表7-1 锤上模锻件长宽尺寸公差(mm)二、表7-2 按锻锤吨位确定锻件余量及公差(mm)三、出模斜度,系列化:30′、1°、1°30′、2°、3°、5°、7°、10°、12°、15°。
四、锻件圆角半径的确定外圆角半径r:r=B+a式中r——外圆角半径(mm);B——机械加工余量(mm);a——产品零件圆角半径或倒角(mm)。
内圆角半径R:R=(2~3)r式中r——外圆角半径。
圆角半径,系列化:1、1.5、2、2.5、3、5、8、10、12、15、20(mm)。
一般情况下,同一锻模的内、外圆角半径应统一。
五、模锻锤所需的吨位1、双动模锻锤的吨位G=1/1000K·F式中G——所需双动模锻锤的吨位(kN);F——包括飞边及冲孔连皮在内的锻件水平投影面积(cm2);K——钢种系数,见表8-8。
2、单动模锻锤的吨位G单=(1.5~1.8)G式中G单——单动模锻锤吨位(kN);G——双动模锻锤吨位(kN)。
六、所需自由锻锤的吨位自由锻锤用于胎模锻。
钢锻件在有飞边的合模中锻造时,所需吨位可按下式计算:G=K·F·1/1000式中G——所需吨位(kN);K——系数,通常K=5~10。
形状简单、制坯较好的锻件取5~6;较复杂的形状取6~7;直接终锻小型锻件取7~9;扁薄锻件取8~10;F——锻件锻造部分的投影面积(cm2),计算时可不计飞边面积。
七、摩擦压力机的吨位P=(3.5~5.5)K·F式中P——摩擦压力机吨位(kN);F——锻件投影面积,包括飞边及连皮(cm2);K——钢种系数,对于10、20、Q235号钢K=0.9;45、20Cr钢K=1;45Cr、45CrNi钢K=1.1;GCr15、45CrNiMo钢K=1.25。
上述公式适用于一次打击成形。
若采用2~3次打击成形,可按上述P值折半选用。
试述锤上模锻的锻模模膛的分类。
锤上模锻的锻模模膛可以分为以下几类:
1. 开放式模膛:这种模膛是最常见的类型,其特点是上下开口,钢坯
可以在模膛中自由进出。
开放式模膛适用于大量生产和频繁的模具更换,操作方便,但在锻造过程中容易产生一定程度的侧向挤压。
2. 半封闭式模膛:这种模膛在开口位置设置了一定的挡板或侧向支撑,使得钢坯在锻造过程中受到一定的限制。
半封闭式模膛能够有效控制
钢坯的挤压变形,并减小模具侧壁的磨损,适用于需要较好形状保持
性的锻件。
3. 封闭式模膛:封闭式模膛是完全封闭的,没有任何开口。
模具的两
侧都有活塞或滑块,以控制和固定钢坯的位置。
封闭式模膛能够提高
锻件形状保持性,减少挤压变形和毛边的产生。
但由于模具封闭,模
具更换和操作较为复杂。
这些分类可以根据锻件的要求、锻造工艺和设备的特点来选择合适的
模膛类型。
锤模锻工艺过程
1.预制材料:首先需要准备一定数量的金属材料,通常是铸铁、钢、铝等金属材料,根据需要的形状和尺寸对其进行切割和加工。
2. 热处理:为了增强材料的强度和韧性,需要对其进行热处理。
这一步骤通常包括加热至一定温度、保温一段时间和冷却。
3. 模具设计:根据需要的形状和尺寸设计出合适的模具,通常需要考虑到材料特性、压力和温度等因素。
4. 锤模压制:将预制好的材料放入模具中,然后用锤子或压力机施加压力,使其形成所需的形状。
5. 冷却和精修:在完成锤击后,需要进行冷却和精修,以确保零件的尺寸和表面光洁度符合要求。
以上是锤模锻工艺过程的基本步骤,这种加工方法具有高效、精度高、耐用等特点,广泛应用于汽车制造、机械制造、航空航天等领域。
- 1 -。
锻模术语中英文对照表锻模术语中英文对照表1、锻模forging die模锻时使坯料成形而获得锻件的2、开式锻模open forging die金属流动不完全受模膛限制的模具3、闭式锻模closed forging die金属流动完全受模膛限制的模具4、锤锻模hammer forging die在模锻锤上使坯料成形为模锻件或其半成品的模具5、机械压力机锻模(或简称机锻模)mechanical press forging die 在机械压力机上使坯料成形为模锻件或其半成品的锻模6、平锻模upset forging die在水平锻造机上使坯料成形为模锻件或其半成品的模具7、辊锻模forge rolling die在辊锻机上将毛坯纵轧成形的扇形模具8、螺旋压力机锻模screw perss die在螺旋压力机上使坯料成形为模锻件或其半成品的模具9、冷镦模cold heading die在冷镦机上使坯料切断、预成形、成形为冷成形件的模具10、高速锤锻模high speed hammer forging die在高速锤上使坯料成形为模锻件的模具11、校正模suraightening die用于校正已成形的锻件成为准确的形状和尺寸的模具12、压印模coining die使锻件表层变形产生凹凸印纹的模具13、切边模trimming die切除锻件飞边的模具14、冲孔模piercing die切除孔内连皮等使锻件具有透孔的模具15、挤压模extrusion die使金属挤压成形的模具16、精锻模precision forging die锻制精密锻件的模具。
精密模锻件是指在形状尺寸精度方面高于普通模锻件的锻件17、精压模sizing die对锻件进行少量压缩,以提高锻件局部或整体的尺寸精度的模具18、多向锻模multi-ram forging die能从垂直和水平(或倾斜)方向分别或同时对金属毛坯施加压力,使毛坯能多向成形的模具19、闭塞锻模core forging die具有锻件外轮廓形状的模膛先闭合,然后将冲头压进模膛内部,使金属充满模膛同时冲出锻件孔部所用模具20、胎膜loose tooling在自由锻设备上锻造模锻件时使用的模具21、锻模模块forging die block模锻时承受某一变形工步全部锻击力并带有工作部分的模具主体22、锻模镶块forging die insert对锻模的复杂或易损工作部分单独分开制造,然后镶入模块的零件23、飞边槽flash cave在分模面沿模膛周边设置的、用于保证模膛充满和容纳在成形过程中产生多余材料的凹槽,它由飞边桥和飞边仓组成24、飞边桥flash land飞边槽中和模膛紧相连接的间隙面,多余金属越过该间隙面挤出而形成飞边,它可产生阻力使金属充满模膛25、飞边仓cutter or flash gutter围绕着飞边桥外周的凹槽,用于容纳多余的金属材料26、阻力沟resistance slot在飞边桥部或在模膛难充满处的外边沿垂直于金属流动方向局部设置的小沟槽。
模锻锤的安全操作(1)工作前检查各部分螺钉、销子等紧固件,发现松动及时拧紧。
在拧紧密封压紧盖的各个螺钉时,用力应均匀防止产生偏斜。
(2)锻模、锤头及锤杆下部要预热,尤其是冬季。
不允许锻打低于终锻温度的锻件,严禁锻打冷料或空击模具。
(3)工作前要先提起锤头进行溜锤,判明操纵系统是否正常。
如操作不灵活或连击,不易控制,应及时维修。
(4)在进行操作时,应注意检查模座的位置,发现偏斜应予以纠正,严禁用手伸人锤头下方取放锻件;也不得用手清除模膛内的氧化皮等物。
(5)锻锤开动前,工作完毕或操作者暂时离开操作岗位时,应把锤头降到最低位置,并关闭蒸汽。
打开进气阀后,不准操作者离开操作岗位。
还要随时注意检查蒸汽或压缩空气的压力。
(6)检查设备或锻件时,应先停车,将气门关闭,采用专门的垫块来支撑锤头,并锁住起动手柄。
(7)装卸模具时不得猛击、振动,上模楔铁靠操作者方向,不得露出锤头燕尾lOOmm以外,以防锻打时折断伤人。
(8)工作中要始终保持工作场地整洁。
工作结束后,在下模上放入平整垫铁,缓慢落下锤头,使上、下模之间保持一定空间,以便烘烤模具。
(9)同一设备操作者必须相互配合一致,听从统一指挥。
模锻锤的安全操作(二)模锻锤是一种常用的金属加工设备,广泛应用于锻造行业。
然而,由于其操作时存在一定的风险,必须严格遵守安全操作规程,以确保工作人员和设备的安全。
本文将详细介绍模锻锤的安全操作,以便工作人员正确使用设备,预防事故的发生。
一、设备检查和准备工作1. 确保模锻锤和周围的工作区域干净整洁,没有杂物阻碍工作人员的视线和操作,避免发生跌倒和滑倒的意外。
2. 检查模锻锤的机械结构是否完好,包括锤头、连杆、活塞、压缩空气系统等部分,如有异常现象应及时维修或更换,以免发生设备故障。
3. 检查模锻锤的润滑系统是否正常运行,润滑油是否充足,如发现不足应及时添加或更换。
4. 工作人员应正确佩戴个人防护装备,包括工作服、安全鞋、安全帽、耳塞等,以防止发生意外事故时造成伤害。
锻压技术:锤上模锻的模锻方法多数锻件是单个模锻。
即一个坯料只锻一个锻件。
但在一定条件下,中型锻件可采用调头模锻,小型锻件可采用一火多件、一模多件等不同的模锻方法,以取得提高生产效率、节省金属和其它方面的效果。
(一)调头模锻调头模锻是指用可供两个锻件用的坯料,多数锻件是单个模锻。
即一个坯料只锻一个锻件。
但在一定条件下,中型锻件可采用调头模锻,小型锻件可采用一火多件、一模多件等不同的模锻方法,以取得提高生产效率、节省金属和其它方面的效果。
(一)调头模锻调头模锻是指用可供两个锻件用的坯料,整个加热,锻成第一个锻件之后,180。
调头,用钳子夹住第一个锻件再锻另一锻件的方法。
调头锻的毛陪重量要在6~7kg以下,配料长度不超过300mm。
(二)一火多件一火多件是用一根加热好的棒料连续锻几锻件。
每锻完一个锻件,用切刀将锻件从棒上分离下来。
运用于单个重量在0.5g以下的小锻件。
连续锻打的锻件数一般为4~6件。
(三)一模多件一模多件是在同一模块上一次模锻两个或多个锻件。
运用于重量在0.5kg以下,长度不超过00mm小型锻件。
带落差的锻件,通过对排列,可以抵消模锻单个锻件时会产生的错移为。
一模多件的优点是明显的,但模具制造时,要不注意严格控制几个终锻模膛之间的位置精度。
(四)连皮和钳夹头的利用对于内孔较大的齿轮(如汽车后桥齿轮),可适当设计其连皮的厚度。
使冲下的连皮可以满足锻打另一较小饼类件的要求。
对带钳夹头的轴类件,应考虑钳夹头的利用,像曲轴等大锻件尤应考虑。
其方法之一是适当改变钳夹头的长度,使切下来的钳夹头可以用来锻造另一个较小的锻件。
(五)锻件的合锻一次可以锻出两种锻件,使锻件和模具的品种减小,便于管理。
有时还有使金属分布均匀,更易成形的优点。
确定模锻工步和方法时,应地考虑实行合锻的可能性。
引用网址:/zhishi/jc/181186.htm。