工业机器人设计大作业
- 格式:doc
- 大小:335.50 KB
- 文档页数:11
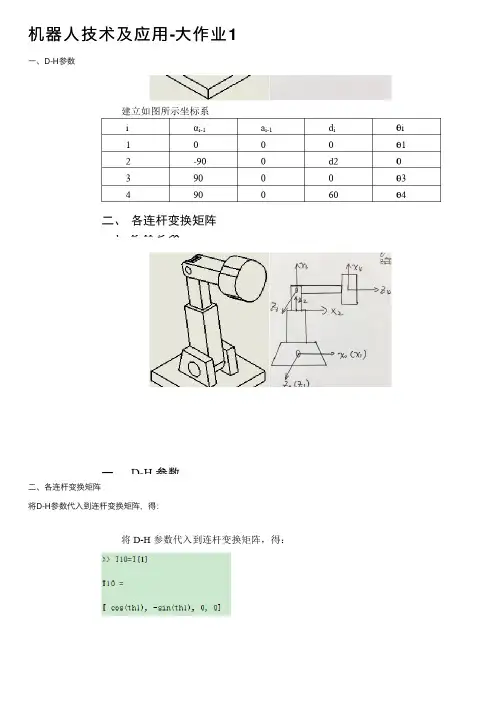
机器⼈技术及应⽤-⼤作业1⼀、D-H参数⼆、各连杆变换矩阵将D-H参数代⼊到连杆变换矩阵,得:三、各连杆⾄末端连杆的变换矩阵T43=T43T42=T32*T43;T41=T21*T42;Matlab 编程:clcclear allsyms af a d th realsyms d2 th1 th3 th4 realDH=[ 0 0 0 th1 ;-90 0 d2 0 ;90 0 0 th3 ;90 0 60 th4 ]; %DH参数for i=1:4af=DH(i,1) ; %取出DH参数a=DH(i,2) ;d=DH(i,3) ;th=DH(i,4);T{i}=[cos(th) -sin(th) 0 a;sin(th)*cos(af) cos(th)*cos(af) -sin(af) -d*sin(af) ; sin(th)*sin(af) cos(th)*sin(af) cos(af) d*cos(af) ;0 0 0 1 ] ; %连杆变换⽅程endT10=T{1}T21=T{2}T32=T{3}T43=T{4}T42=T32*T43T41=T21*T42四、雅可⽐矩阵雅可⽐矩阵结果:Matlab编程:clcclear allsyms d2 realsyms th1 th3 th4 realT21 =[ 1, 0, 0, 0;0, cos(90), sin(90), d2*sin(90);0, -sin(90), cos(90), d2*cos(90);0, 0, 0, 1];T32 =[ cos(th3), -sin(th3), 0, 0;cos(90)*sin(th3), cos(90)*cos(th3), -sin(90), 0;sin(90)*sin(th3), sin(90)*cos(th3), cos(90), 0;0, 0, 0, 1];T44=[ 1, 0, 0, 0;0, 1, 0, 0;0, 0, 1, 0;0, 0, 0, 1];T43 =[ cos(th4), -sin(th4), 0, 0;cos(90)*sin(th4), cos(90)*cos(th4), -sin(90), -60*sin(90); sin(90)*sin(th4), sin(90)*cos(th4), cos(90), 60*cos(90); 0, 0, 0, 1];T42=T32*T43n1=T41(1:3,1);o1=T41(1:3,2);a1=T41(1:3,3);p1=T41(1:3,4);n2=T42(1:3,1);o2=T42(1:3,2);a2=T42(1:3,3);p2=T42(1:3,4);n3=T43(1:3,1);o3=T43(1:3,2);a3=T43(1:3,3);p3=T43(1:3,4);n4=T44(1:3,1);o4=T44(1:3,2);a4=T44(1:3,3);p4=T44(1:3,4);Sp1=[0 -p1(3) p1(2);p1(3) 0 -p1(1);-p1(2) p1(1) 0] ; %位置⽮量的反对称矩阵Sp2=[0 -p2(3) p2(2);p2(3) 0 -p2(1);p2(2) p2(1) 0];Sp3=[0 -p3(3) p3(2);p3(3) 0 -p3(1);p3(2) p3(1) 0];Sp4=[0 -p4(3) p4(2);p4(3) 0 -p4(1);p4(2) p4(1) 0];pxn1=Sp1*n1;pxo1=Sp1*o1;pxa1=Sp1*a1;pxn2=Sp2*n2;pxo2=Sp2*o2;pxa2=Sp2*a2;pxo3=Sp3*o3;pxa3=Sp3*a3;pxn4=Sp4*n4;pxo4=Sp4*o4;pxa4=Sp4*a4;JL1=[pxn1(3) pxo1(3) pxa1(3)].' ;JL2=[pxn2(3) pxo2(3) pxa2(3)].' ;JL3=[pxn3(3) pxo3(3) pxa3(3)].' ;JL4=[pxn4(3) pxo4(3) pxa4(3)].' ;Ja1=[n1(3) o1(3) a1(3)].' ;Ja2=[n2(3) o2(3) a2(3)].' ;Ja3=[n3(3) o3(3) a3(3)].' ;Ja4=[n4(3) o4(3) a4(3)].' ;J1=[JL1 ; Ja1] ;J2=[JL2 ; Ja2] ;J3=[JL3 ; Ja3] ;J4=[JL4 ; Ja4] ;Jn=[J1 J2 J3 J4];JJn=vpa(Jn,2)五、关节驱动⼒如下图所⽰,杆各长设为li,受外⼒4F=(fx,fy)T静⼒传递:关节驱动⼒:设⼿抓坐标系原点受⼒:4F=[fx,fy,0]T 杆3受⼒:=fz fx f 033-=???=3030010*333fxl fzl fz fx l n杆2受⼒:-+=--===fz c fz s c fx s fz s s fx c fz fx c s s c c c s s s s c c f x R z R f R f 22112110*2202121121121)*,(*),(3321332322θθ-++-=?+=32232131321313332332322fxl c fxl fxl s c fzl s fxl s s fzl c f P n R n杆1受⼒:+---+=??-+-===fz c c fzs c fxs s fzs c fzs c fxs c s fzs fx c fz c fz s c fx s fz s s fx c c s s c f x R f R f 21)211(112)211(12112211211*110110001)*1,(22221211θ-+++++-=?+=321)231132(1132)231132(1213312221221211fxl c c s fxl c s fzl fxl s s fxl c s fxl c s fzl fxl c s s fxl fzl c f P n R n关节驱动⼒:关节1为转动关节:321)231132(11fxl c c s fxl c s fzl fxl s -++=τ关节2为移动关节:fz c 22=τ关节3为转动关节:33fxl -=τ六、速度与加速度分析操作臂的速度和加速度分析该机械⼿由四个关节组成,其中第⼆个关节为移动关节其余三个为转动关节,俩个连杆为l1和l2,应⽤递推法对末端构件的速度、⾓速度和雅克⽐矩阵计算如下所⽰,平⾯简图如下所⽰。
《机器人》作业设计方案一、作业目标:通过本次作业设计,学生将能够深入了解机器人的定义、分类、应用领域以及未来发展趋势,培养学生对科技创新的兴趣和探索精神,提高学生的科学素养和创新能力。
二、作业内容:1. 了解机器人的定义和分类:让学生通过查阅资料或观看视频,了解机器人的定义以及常见的分类方式,包括按用途分类、按结构分类等。
2. 钻研机器人的应用领域:让学生选择一个特定的领域(如医疗、农业、工业等),深入钻研该领域中机器人的应用情况,并撰写一份报告。
3. 探讨机器人的未来发展趋势:让学生通过查阅资料或采访专家,了解机器人未来的发展趋势,包括人工智能、自主进修等方面的发展。
4. 设计一个简单的机器人:让学生结合所学知识,设计一个简单的机器人模型,并编写程序实现其基本功能,如挪动、抓取等。
5. 制作展示:让学生将设计的机器人模型展示出来,并向全班同砚介绍其功能和原理。
三、作业要求:1. 学生需要在规定的时间内完成所有任务,并按时提交作业。
2. 学生需要认真钻研机器人相关知识,确保作业内容准确全面。
3. 学生需要展示出对机器人的热情和探索精神,积极参与讨论和展示环节。
四、评分标准:1. 对机器人定义和分类的理解和描述是否准确清晰。
2. 对机器人应用领域的钻研是否深入,报告内容是否有价值。
3. 对机器人未来发展趋势的探讨是否有见地,是否能够提出合理的观点。
4. 设计的机器人模型是否符合要求,程序是否能够实现基本功能。
5. 展示环节是否生动有趣,能否清晰表达设计理念和原理。
五、作业安排:1. 第一周:学生开始钻研机器人的定义和分类,准备相关资料。
2. 第二周:学生选择一个特定的领域,深入钻研机器人的应用情况。
3. 第三周:学生探讨机器人的未来发展趋势,准备撰写报告。
4. 第四周:学生设计机器人模型,并编写程序实现其基本功能。
5. 第五周:学生准备展示材料,进行展示环节。
六、总结:通过本次作业设计,学生将能够全面了解机器人的相关知识,培养科学素养和创新能力,激发学生对科技的热爱和探索精神,为未来的进修和发展奠定坚实基础。
无锡科技职业学院中德机电学院
工业机器人技术大作业
设计题目搬运机器人设计与检修
学生姓名
系别控制系
专业
班级
授课教师龚运新
大作业的内容和要求(含技术要求、图表要求等):
1、论述搬运机器人的机械设计部分
⑴叙述搬运机器人机械各部分名称及功能
⑵各部件图纸设计及要求(最低画出一个部件图纸)
2、叙述搬运机器人电气设计各部分名称及功能
3、画出搬运机器人电气控制电路图
4、编写部分搬运机器人控制子程序
5、叙述搬运机器人故障检修方法
1。
摘要在当今轮毂制造业中,企业为提高生产效率,保障产品质量,普遍重视生产过程的自动化程度,工业机器人作为自动化生产线上的重要成员,逐渐被企业所认同并采用。
工业机器人的技术水平和应用程度在一定程度上反映了一个国家工业自动化的水平,目前,工业机器人主要承担着焊接、喷涂、搬运以及堆垛等重复性并且劳动强度极大的工作,工作方式一般采取示教再现的方式。
本文设计和研究了一个六自由度的工业机器人,用于生产线的进送料和装配。
首先,本文对生产线布局进行改造设计,提高生产的工作效率,然后,根据设计要求设计了机器人的整体方案和具体的机械结构,选择了合适的传动方式、驱动方式,设计了机器人的底座、大臂、小臂和手部的结构;并且对机器人的传动结构进行设计,机器人为六自由度关节型机器人,全部采用转动关节,关节处采用电机,减速机,齿轮传动机构,蜗轮蜗杆传动机构来实现各个自由度,从而实现所需的运动。
在此基础上,本文将设计该机器人的控制系统,采用PC+DSP运动控制卡的控制方式,确定了控制系统的总体方案,设计了PCI 总线接口电路和DSP。
关键词: 六自由度工业机器人;生产线;结构设计;控制系统;各位如果需要此设计的全套内容(包括二维图纸、中英文翻译、完整版论文、程序、答辩PPT)可加解。
AbstractIn the modern large-scale manufacturing industry, enterprises pay more attention on the automation degree of the production process in order to enhance the production efficiency, and guarantee the product quality. As an important part of the automation production line, industrial robots are gradually approved and adopted by enterprises. The technique level and the application degree of industrial robots reflect the national level of the industrial automation to some extent, currently, industrial robots mainly undertake the jops of welding, spraying, transporting and stowing etc. , which are usually done repeatedly and take playback way.In this paper ,I will design an industrial robot with six DOFs.First, I will transform line layout and design the structure of the baseto improve the work efficiency of production ,and then, according to the design requirements ,I design the robot mechanical structure of the overall plan and specific ,and chose the right means of transmission and drive mode,Then ,I design the big arm, the small arm and the end manipulator of the robot,and I design the transmission structure, This robot is a 6-DOF joint robot,These joints are all rotary joints, joints used motor, reducer, gear transmission, worm gear and worm drive mechanism to realize various degrees of freedom, so as to achieve the required movement.On this basis, this paper will design the control system of the robot, which controlled by PC and DSP motion control card, and determine the overall scheme of the control system, design DSP and PCI bus interface circuit .Keywords: 6-DOF industrial robot, line layout , structure design, the control system目录摘要 (I)Abstract ............................................................................................................. I I 第1章绪论 . (5)1.1 课题背景及研究的目的和意义 (5)1.2国内外在该方向的研究现状及分析 (6)1.3 本文的主要研究内容 (9)第2章生产线布局及总体方案的确定 (9)2.1 生产线布局方案 (9)2.1.1机械手 (10)2.1.2 工作流程 (10)2.1.3方案预期达到的目标 (11)2.2总体方案的设计 (11)2.2.1机构的选型 (11)2.2.2驱动方式的选择 (12)2.2.3 传动方案的选择 (13)2.2.4 总体结构方案设计 (14)2.2.5控制方案的设计 (17)2.2.6技术参数列表 (17)2.3 本章小结 (18)第3章结构的设计 (19)3.1 引言 (19)3.2 电机力矩的计算以及驱动电机的选择 (19)3.3减速器的设计 (21)3.4 腰部的设计 (21)3.5 手臂的设计 (22)3.5.1手臂的设计基本要求 (22)3.5.2大臂和小臂 (22)3.5.3连杆 (24)3.6手腕部的设计 (24)3.7末端执行器的设计 (24)3.8本章小结 (26)第4章传动系统的设计及校核 (26)4.1腰部蜗轮蜗杆设计及校核 (26)4.2 腕部传动系统设计及校核 (27)4.2.1传动方案 (27)4.2.2齿轮的设计及校核 (27)4.2.2.1齿轮组设计 (27)4.2.2.2 直齿圆锥齿轮的设计 (27)4.2.3 轴的设计 (27)4.3 本章小结 (29)第5章控制系统设计 (29)5.1 引言 (29)5.2 控制系统的设计 (29)5.2.1 控制系统的类型选择 (29)5.2.2 控制系统的硬件电路 (30)5.3 PCI的接口设计 (30)5.4 DSP的设计 (31)5.4.1 DSP概述 (31)5.4.2 DSP硬件电路 (31)5.4.3 DSP软件 (32)5.5本章小结 (32)结论 (32)参考文献 (34)致谢 (35)第1章绪论1.1 课题背景及研究的目的和意义轮毂制造业属于劳动密集型的行业,除了繁重的体力工作外,几乎每个工序都存在着对人体有害的污染源和潜在的工伤事故:热加工工序烫灼伤的危险,大量易燃易爆燃料及消耗材料时时刻刻威胁着操作手的安全;铝液除气除渣产生的有毒烟尘,机加工冷却液的有害蒸汽,以及涂装工序液体漆、粉漆、前处理药液等等都会严重影响工人的健康;无处不在的轰鸣及刺耳的噪音会使你情绪坏到极点。
工业机器人搬运码垛毕业设计可以是一个非常有趣和具有挑战性的项目。
以下是一个可能的方案,供您参考:一、项目简介随着工业自动化的发展,工业机器人已经在许多领域得到广泛应用。
搬运码垛是工业生产中常见的一种作业,通过使用工业机器人可以实现高效、精准和无人化的搬运码垛作业。
本项目旨在设计一个能够实现搬运码垛功能的工业机器人系统。
二、设计内容机器人选型与配置首先,需要对机器人进行选型,选择适合搬运码垛作业的机器人型号。
需要考虑机器人的负载能力、运动范围、精度和稳定性等参数。
同时,还需要配置合适的控制器、伺服系统、传感器等硬件设备。
搬运码垛方案设计根据实际需求,设计合理的搬运码垛方案。
需要考虑搬运物料的种类、尺寸、重量等因素,以及码垛的目标位置和方式。
同时,还需要考虑机器人的运动轨迹、速度和加速度等参数。
控制系统设计设计机器人的控制系统,包括硬件和软件两部分。
硬件部分包括控制器、伺服系统、传感器等设备的选型和配置;软件部分包括控制算法的设计、运动控制程序的开发等。
人机交互界面设计为了方便操作和管理,需要设计一个人机交互界面。
界面应该具有实时监控、远程控制、参数设置等功能,并且要具备良好的用户体验。
系统调试与优化在完成硬件和软件的设计后,需要进行系统的调试和优化。
需要对机器人的运动轨迹、速度、加速度等参数进行调整,以保证机器人的稳定性和精度。
同时,还需要对控制系统进行测试和优化,以保证机器人的性能和可靠性。
三、总结通过本次毕业设计,您将能够掌握工业机器人系统的基本原理和技术,了解搬运码垛作业的流程和要求,并且能够独立设计一个具有实际应用价值的工业机器人系统。
这将为您未来的职业发展打下坚实的基础。
《机器人技术》大作业(2015年秋季学期)题目工业机器人概述姓名学号班级专业机械设计制造及其自动化报告提交日期2015年12月5日哈尔滨工业大学内容及要求1.以某种机器人(如搬运、焊接、喷漆、装配等工业机器人;服务机器人;仿生鱼、蛇等仿生机器人;军用及其它机器人等)为例,撰写一篇大作业,题目自拟,以下内容仅作参考:1) 机器人的机械结构设计(包括各部分名称、功能、传动等);2) 机器人的运动学及动力学分析;3) 机器人的控制及轨迹规划;4) 驱动及伺服系统设计;5) 电气控制电路图及部分控制子程序。
2.题目自拟,拒绝雷同和抄袭;3.参考文献不少于7篇,其中至少有2篇外文文献;4.报告统一用该模板撰写,字数不少于5000字,上限不限;5.正文为小四号宋体,倍行距;图表规范,标注为五号宋体;6.用A4纸单面打印;左侧装订,1枚钉;7.提交打印稿及03版word电子文档,由班长收齐。
8.此页不得删除。
评语:成绩(20分):教师签名:年月日工业机器人概述机器人学是当今世界极为活跃的研究领域之一,它涉及计算机科学、机械学、电子学、自动控制、人工智能等多种学科。
随着计算机、人工智能和光机电一体化技术的迅速发展,机器人已经成为人类的好帮手。
在航空航天,深海探测中,往往使用机器人代替人类去完成复杂的极限工作任务。
工业机器人是一个多功能、多自由度的机械和电气一体化的自动机械设备和系统,它可以在制造过程中完成各种任务。
它结合制造主机或生产线,可以形成一个单一的或多台机器自动化系统,在无人参与下,实现搬运、焊接、装配和喷涂等多种生产作业。
目前,工业机器人技术飞速发展,在生产中的应用日益广泛,已成为现代制造业重要的生产高度自动化设备。
一、工业机器人特性自20世纪60年代美国第一代机器人的开始,工业机器人的发展和应用迅速发展起来,工业机器人的最重要的特性概括如下。
1、可编程。
生产自动化的进一步发展是柔性自动化。
工业机器人能根据工作环境不同、做出相应规划和变化,因而在小批量多品种的高效柔性制造过程可以起到很好的作用,是柔性制造系统(FMS)的重要组成部分。
工业机器人设计(含全套CAD图纸)工业机器人设计摘要在生产过程工业机械手是模拟人手动作的机械设备,它可以替代人工搬运重物或单调,在高粉尘,高温,有毒,易燃,放射性和其他相对较差的工作环境。
机器人可用于在生产过程中的自动化抓住并移动工件自动化设备,它是在生产过程的机械化和自动化,开发出一种新的类型的设备。
近年来,随着电子技术,特别是计算机的广泛使用机器人的开发和生产的高科技领域已成为迅速发展起来的一项新兴技术,它更促进机器人的发展,使得机械手能更好地实现与机械化和自动化的有机结合。
机械手能够代替人类完成危险、减轻人类劳动强度、重复枯燥的工作,提高劳动生产力。
本设计是关于三自由度的圆柱形机械手。
利用Auto CAD软件对制件进行设计绘图。
其包括夹持器、小臂、大臂和底座。
明确合理的设计思路,确定了机械手工作原理并对然夹持器、气缸、步进电机、轴承进行了校核计算并附带了简图并对零件的质量、重心、惯性主轴和惯性力矩进行辅助设计计算,可以大大减轻在设计过程中繁琐计算及校核步骤。
关键字:机械手,气缸,校核。
IIIAbstractIndustrial manipulator is the mechanical equipment which is used in the production process and simulate to the behave of hands withelectrical integration. It can carry heavy objects and work in the harsh environment which is high temperature, poisonous ,full of dust,flammable and combustible monotonous and full of radioactive substance instead of people. Manipulator is a automatic device which is used in the automatic production process and it can carry and move things. It is a new device which is developed in the mechanization and automatic production process. In recent years , with the widely used of electronic technique especially the electronic computer. The research and production of robot has became a new technology which is developing rapidly in the high-tech industry . It promotes the development of manipulator. It makes the combination of the manipulator with mechanization and automation become easier . Manipulator can complete the dangerous and boring work instead of people. It can reduce labour intensity of people and raise the labour productivity .This design is a cylindrical manipulator which is related to delta degrees of freedom. It designs and draws the picture with Auto cad software ,it includes holder, a small arm, the big arm and the base. The clear and reasonable thinking determines the working principle of the manipulator . This also checks and calculates the holder, cylinder, stepper motor and bearing. Apart from this , it contains some pictures and design and measure the quality , barycentre principal axis ofinertia and force of parts. It can greatly reduce the complicated calculation and check in the design process.Keywords: robot, cylinder, checkingIV目录摘要 (III)ABSTRACT ............................................................... .... IV 目录 ..................................................................... ... V 1 绪论 ......................................................................1 1.1 本课题研究的内容和意义 ................................................. 1 1.2 国内外发展概况 ......................................................... 1 1.3 工业机械手设计内容 (2)1.4 机械手设计的作用 ....................................................... 2 1.5 工业机械手的分类和组成 ................................................. 2 2手部的设计 (5)2.1 机械手设计参数和运动方案 (5)2.1.1 运动方案 (5)2.1.2 驱动系统和位置检测装置的选择: ..................................... 5 2.2 手部设计的结构和计算 (6)2.2.1 机械手的基本要求 ................................................... 6 2.3 手部力的计算 .. (7)2.3.1 夹紧力的计算 (7)2.3.2 手爪驱动气缸的设计 (8)2.3.3 手部误差的分析 .................................................... 10 3 机械手臂的设计 ........................................................... 12 3.1 机械小臂设计 ..........................................................123.1.1 小臂驱动力的计算 (12)3.1.2 小臂驱动气缸的设计 (13),3.1.3 气缸筒壁厚的计算 (14)3.1.4 气缸的选用 (14)3.1.5 校核活塞的稳定性 (14)3.1.6 小臂刚度校核 (15)3.1.7 端盖的连接方式及强度计算 .......................................... 15 3.2 大臂的结构设计 (16)3.2.1 大臂的结构和要求 (16)3.2.2 驱动力的计算 (17)3.2.3 大臂驱动气缸的设计 (17)3.2.4 气缸的选择 (18)3.2.5 校核活塞的稳定性 (18)大臂刚度校核 .......................................................18 3.2.64 驱动系统设计 ............................................................. 20 4.1 轴承的设计 ............................................................204.1.1 轴承的选择 (20)轴承的计算: .......................................................20 4.1.24.1.3 轴承的寿命校核: (21)电机的基本情况和选择 .................................................. 22 4.24.2.1 电机的选则与计算 (22)4.2.2 注意事项 (23)4.2.3 工作原理 (23)4.2.4 步进电机的特点 ..................................................... 24 4.3 谐波减速器 (24)4.3.1 谐波减速器的简介 (24)4.3.2 谐波减速器的设计 ................................................... 25 4.4 腰座的结构 ............................................................ 26 5 总结 (27)致谢 ....................................................................28 参考文献 ...................................................................29 附录 .....................................................................30VI工业机器人设计1 绪论1.1 本课题研究的内容和意义机械工业是国民的基本部分。
工业机器人设计方案一、项目背景随着制造业的发展和工业自动化的推进,工业机器人在生产线上扮演着越来越重要的角色。
机器人的运用可以提高生产效率、降低劳动成本、减少人力资源浪费等,在制造业中具有广阔的应用前景。
二、项目概述本设计方案旨在设计一种具有自动化操作能力的工业机器人。
该机器人具备运动控制、视觉检测、感知能力等多种功能,可以适应不同工作场景中的操作需求。
三、设计方案1.机械结构设计根据所需的操作能力和工作场景的特点,机械结构应具备稳定性、灵活性和可调节性。
可以采用机械臂的设计,具备多个关节,可进行多轴运动控制。
机械结构材料应选用轻量化、高强度的材料,以保证操作的稳定性和耐久性。
2.运动控制系统设计运动控制系统是机器人的核心,可以通过控制机器人的运动来实现不同的操作需求。
该系统应具备高精度、高速度的运动控制能力。
可以采用伺服电机或步进电机作为驱动装置,结合运动控制算法实现精确的运动。
3.视觉检测系统设计为了实现对环境的感知和对目标对象的识别,可以设计一个视觉检测系统。
该系统可以通过摄像头或传感器获取环境信息,并通过图像处理算法进行处理和分析。
可以使用OpenCV或其他视觉处理库进行图像处理和目标识别,以实现对工作场景和目标的感知。
4.传感器系统设计为了增加机器人的感知范围和感知能力,可以设计一个传感器系统。
该系统可以通过传感器获取环境中的各种参数和数据,以便在处理和决策过程中使用。
常用的传感器包括温度传感器、压力传感器、光传感器等,可以根据实际需求进行选择和配置。
5.控制系统设计控制系统是机器人的大脑,可以根据传感器获取的数据和图像处理结果进行处理和决策,控制机器人的运动和操作。
该系统应具备实时性、稳定性和可靠性,能够适应复杂的工业环境。
可以采用嵌入式系统或工控机等设备作为控制器,结合控制算法实现对机器人的控制。
6.安全保护系统设计为了确保机器人的安全运行,可以设计一个安全保护系统。
该系统可以通过安全传感器、急停按钮等装置,实时监测机器人的状态,当检测到异常情况时,及时采取相应的措施,保障生产和工作人员的安全。
成绩:《工业机器人》大作业学期:2014~2015学年第一学期指导教师:李敏姓名:学号:年级、专业:2011级机制班西南交通大学峨眉校区机械工程系2.6 已知齐次变换矩阵H=0100001010000001⎡⎤⎢⎥-⎢⎥⎢⎥-⎢⎥⎣⎦要求ot(,)R θƒ=H 。
确定ƒ和θ的值解:0100001010000001H ⎡⎤⎢⎥-⎢⎥=⎢⎥-⎢⎥⎣⎦,∴由式(2.46)得001x y z n n n =⎧⎪=⎨⎪=-⎩;100x y z o o o =⎧⎪=⎨⎪=⎩;010x y z a a a =⎧⎪=-⎨⎪=⎩; 由式(2.48)得:111cos (1)(0001)222x y z n o a θ=++-=++-=- 又:把旋转规定为绕矢量ƒ的正向旋转,使得0≤θ≤180 ,故120θ= 。
由式(2.52)得:2sin 3z y x o a θ-ƒ===2sin x z y a n θ-ƒ===;2sin 3y x z n o θ-ƒ===-综上,=⎡⎤⎢⎥⎢⎥⎢⎥ƒ⎢⎥⎢⎢⎢⎢⎥⎣⎦,120θ=。
2.10 {A}和{B}两坐标系仅仅方向不同。
坐标系{B}是这样得到的:首先与坐标系{A}重合,然后绕单位矢量ƒ旋转θ弧度,即()AA B B R R θ=ƒ,求证A B R e θƒ= ,式中 000z y zx y x⎡⎤-ƒƒ⎢⎥ƒ=ƒ-ƒ⎢⎥⎢⎥-ƒƒ⎣⎦ 证明:cos sin f e f θθθ=+ 且000zy zx y xf f f f f f f ⎡⎤-⎢⎥=-⎢⎥⎢⎥-⎣⎦0sin sin cos sin 0sin sin sin 0z y f z x y x f f e f f f f θθθθθθθθ⎡⎤-⎢⎥∴=+-⎢⎥⎢⎥-⎣⎦···········(a )根据式(2.45)和式(2.47),令=ot()R R θƒ, 即0000000101xx x x x y x z z x y y y y x yz y y z y x z z z x z y y z x z z n o a f f vers c f f vers f s f f vers f s n o a f f vers f s f f vers c f f vers f s n o a f f vers f s f f vers f s f f vers c θθθθθθθθθθθθθθθθθθ+-+⎡⎤⎡⎤⎢⎥⎢⎥++-⎢⎥⎢⎥=⎢⎥⎢⎥-++⎢⎥⎢⎥⎣⎦⎣⎦··(b ) 由已知:()A A B B R R θ=ƒ,,将此式作式(b )变换,可得=0x y f f vers θ,即cos =0θ1-,则=90θ 。
《机器人》作业设计方案一、作业目标:通过设计一个机器人项目,让学生了解机器人的基本原理、结构和应用,培养学生的动手能力、创造力和团队合作精神。
二、作业内容:1. 理论进修:学生通过教室教学和自主进修,了解机器人的定义、分类、基本原理和应用领域。
2. 实践操作:学生分组设计并制作一个简单的机器人模型,包括机器人的机械结构、电子控制系统和程序编写。
3. 展示交流:学生展示他们设计的机器人,并分享设计思路、制作过程和遇到的问题及解决方案。
三、作业流程:1. 确定小组:每个小组由3-5名学生组成,每个小组成员分工合作,共同完成机器人项目。
2. 确定项目:每个小组根据老师指导或自主选择一个机器人项目,确定机器人的功能和外形设计。
3. 设计制作:小组成员根据分工,制作机器人的机械结构、电子控制系统和程序编写,并在制作过程中解决遇到的问题。
4. 调试测试:小组成员对机器人进行调试测试,确保机器人能够正常运行并完成预定的功能。
5. 展示交流:每个小组在班级或学校组织的展示活动中展示他们设计的机器人,并与其他小组交流分享经验和收获。
四、作业评判:1. 设计方案:评判小组的机器人设计方案是否创新、合理、可行。
2. 制作质量:评判小组的机器人制作质量、工艺精细度和外观美观度。
3. 功能测试:评判小组的机器人是否能够正常运行并完成预定的功能。
4. 展示表现:评判小组在展示活动中的表现、交流能力和团队合作精神。
五、作业要求:1. 学生应按时完成作业,并按要求参与教室教学和实践操作。
2. 学生应积极参与小组讨论、分工合作,共同完成机器人项目。
3. 学生应认真对待机器人制作过程,保证制作质量和功能完备。
4. 学生应在展示活动中展示自己的机器人,并积极与其他小组交流分享经验和收获。
通过这个《机器人》作业设计方案,我置信学生们将会在实践中掌握机器人的基本原理和制作技巧,培养他们的动手能力和创造力,同时也提高他们的团队合作精神和表达能力,为未来的科技创新奠定坚实基础。
《让简易机器人完成复杂的任务》作业设计方案第一课时一、设计方案背景:随着科技的不息进步,机器人在工业生产、医疗卫生、平时生活等领域扮演着越来越重要的角色。
然而,目前市面上的机器人大多数功能单一,只能完成简易的任务。
为了提高机器人的智能水平,本作业旨在设计一个方案,让简易机器人完成复杂的任务。
二、设计方案内容:1. 任务分解:起首确定一个复杂的任务,例如在室内环境中自主消除地板。
然后将该任务分解为若干简易的子任务,比如挪动到指定区域、识别地板上的杂物、消除杂物等。
2. 传感器选择:选用合适的传感器装备机器人,例如红外线传感器用于避障、摄像头用于图像识别、触摸传感器用于感知物体接触等。
3. 算法设计:设计机器人的运动控制算法,使其能够依据传感器收集的信息,决策下一步的行动。
同时,设计图像识别算法,让机器人能够识别地板上的杂物并进行消除。
4. 智能进修:引入机器进修技术,让机器人能够依据不同环境的实时反馈进行调整,并逐步提升自身的智能水平。
5. 用户交互界面:设计一个简易直观的用户界面,让用户可以通过操作界面来控制机器人的运动和任务执行。
6. 安全思量:在设计过程中要思量到机器人的安全性,防止发生意外状况,比如设定机器人最大运动范围、避障算法等。
7. 测试和优化:设计完成后,进行一系列测试,不息优化机器人的性能和算法,提高其完成复杂任务的准确性和效率。
三、实施方式:1. 资源筹办:筹办相应的硬件设备和软件工具,比如Arduino控制板、传感器模块、电机驱动器、机器进修库等。
2. 团队合作:将同砚分成小组,每个小组卖力不同的模块设计与实现,比如传感器模块、运动控制模块、图像识别模块等。
3. 实施步骤:按照设计方案进行实施,同时保持团队合作,准时沟通沟通,充分发挥每个成员的专长,共同完成机器人的设计与制作。
四、评估标准:1. 任务完成度:机器人是否能够按照设计完成复杂任务,如自主消除地板。
2. 智能水平:机器人在面对不同环境和障碍时,能否做出合理的决策和行动。
一、简答题
1.什么是机器人的内部传感器和外部传感器?举例说明之。
2. 按机器人的开发内容与应用进行分类,机器人应分为那几类?分别举例说明之。
3.齐次向量是怎样定义的?试举例说明之。
二、计算题
1.一个两关节机器人,关节1、2的齐次变换矩阵分别为A1和A2,试求该机器人的坐标变换矩阵。
2.已知R 为旋转矩阵,b 为平移向量,试写出相应的齐次矩阵。
三. 设计题:
1、MSO —CP -020型垂直六关节机器人的坐标结构简图如图1所示,其各连杆的D -H 参数和关节变量列于表1,(1)写出连杆D-H 参数及关节变量;(2)求出各连杆坐标系间变换矩阵A i ;(3)并写出机器人运动学方程。
111
11c 0s 0s 0c 001000
00
1θθθθ-⎡⎤⎢⎥⎢⎥=⎢⎥-⎢⎥⎣⎦A 2
2
222
2c 0s 0s 0c 00100
00
1d θθθθ⎡⎤
⎢⎥-⎢⎥=⎢⎥⎢⎥⎣⎦
A ⎥⎥⎥⎦⎤⎢⎢⎢⎣⎡-=010100001R ⎥⎥
⎥⎦⎤
⎢⎢⎢⎣⎡--=523b
图1:垂直六关节机器人的坐标结构简图表1:连杆D-H参数及关节变量。
《机器人技术基础》课程考核大作业一、进行课程学习考核(大作业形式)的目的:工业机器人系统设计是专业选修课的一个理论与实践相结合的教学环节,是机械类基础课程的延伸,可以巩固和加强机械类基础课程学习和工程应用知识的拓展,可以为毕业设计和就业工作打下良好基础,其目的是:1、通过资料查询与整理,联系生产实际,运用所学过的知识,使学生得到对课题的论证与分析、问题解决对策、自主学习、团队合作等能力的培养。
2、利用机械类的前序课知识,学会并掌握工业机器人系统设计的特点及方法,学会并掌握工业机器人系统设计中“总体方案设计”、“参数设计”、“组成机构原理与分析”、“机械结构装置设计”、“控制系统设计”等方面的一般方法和技术要求。
3、加强机械设计中基本技能的训练,如:设计计算能力,运用有关设计资料、设计手册、标准、规范及经验数据的能力,以及机械、电气系统的综合运用能力。
二、同学可以选择的课题领域:1.玻璃、陶瓷加工业用的工业机器人2.化学工业中应用的工业机器人3.建筑行业应用的工业机器人4.塑料工业中应用的工业机器人(如:装配、搬运)5.用于包装工业的工业机器人6.电气和电子工业中应用的工业机器人:工件搬运和存放的工业机器人7.特殊行业应用的工业机器人(如:医疗、残疾、家庭)8.用于金属生产和加工的工业机器人9.用于木加工业的工业机器人:木加工行业装配和搬运的工业机器人10.用于食品供应和加工的工业机器人:食品工业中的装配和搬运的工业机器人11.承担复杂机具搬运任务的工业机器人12.搬运和托盘堆码应用的工业机器人13.普通机械制造领域的装配和搬运作业的工业机器人14.用于机床上下料件的工业机器人15.用于粘接和密封的工业机器人16.用于金属生产和加工的工业机器人17.锻冶场所装卸的工业机器人18.金属生产和加工业的装配和搬运的工业机器人19.用于压铸和注模成型机装卸的工业机器人三、设计内容与要求:1.介绍所选工业机器人系统的组成及各部分的关系,理解其机、电组成系统的要求(包括:需求分析、功能分析与分解、功能求解与集成、设计方案的形成、方案的评价等),掌握工业机器人系统方案设计的主要进程以及各阶段的主要工作内容,初步领会工业机器人系统的设计方案及一般程序。
《机器人》作业设计方案一、作业背景:随着科技的不息发展,机器人已经成为了我们生活中不可或缺的一部分。
机器人在工业生产、医疗保健、军事防卫等领域都有着重要的应用。
因此,通过进修机器人的相关知识,可以帮助学生更好地了解科技发展的趋势,培养他们的创新思维和动手能力。
二、作业目标:1. 了解机器人的定义、分类和应用领域;2. 掌握机器人的基本原理和工作方式;3. 进修如何设计和制作一个简单的机器人模型;4. 提高学生的动手能力和团队合作认识。
三、作业内容:1. 机器人观点诠释:让学生通过教室讲解和自主进修,了解机器人的定义、分类和应用领域。
2. 机器人原理进修:通过实验和案例分析,让学生掌握机器人的基本原理和工作方式,包括传感器、执行器、控制系统等方面的知识。
3. 机器人模型设计:让学生分组进行机器人模型的设计和制作。
每个小组需要确定机器人的功能和外形,选择合适的材料和元件进行制作,并编写控制程序进行测试。
4. 作业展示与分享:每个小组完成机器人模型后,进行作业展示和分享。
学生可以展示他们设计的机器人模型,介绍机器人的功能和工作原理,并与其他小组进行交流和讨论。
四、作业评判:1. 作业效果评判:根据学生完成的机器人模型的外形、功能和工作原理,评判每个小组的作业效果。
可以设置评分标准,包括创意性、实用性和完成度等方面。
2. 动手能力评判:通过学生设计和制作机器人模型的过程,评判他们的动手能力和团队合作认识。
可以根据每个小组的合作情况和分工情况进行评判。
3. 进修收获评判:通过学生的作业展示和分享,评判他们对机器人的理解和进修收获。
可以让学生进行自我评判,总结进修过程中的收获和不足的地方。
五、作业延伸:1. 可以邀请专业机器人工程师或科技公司的代表来学校进行讲座,分享他们在机器人领域的经验和效果,激发学生对科技创新的兴趣。
2. 可以组织学生参与机器人比赛或展览活动,让他们有机缘与其他学生交流和竞争,提高他们的创新能力和团队合作认识。
《机器人》作业设计方案一、引言随着科技的飞速发展,机器人技术已经成为摩登教育中不可或缺的一部分。
本学期,我们设计的《机器人》课程作业方案旨在通过实践操作和理论进修相结合的方式,让学生深入理解机器人原理,提升创新思维和工程实践能力。
以下内容将详细介绍作业的结构、目标、实施步骤以及评估标准。
二、作业目标1. 理解基础机器人构造与功能:学生应能识别并理解机器人的主要组成部分,如传感器、执行器和控制器。
2. 编程技能:掌握至少一种机器人编程语言(如Python或Scratch),能够编写简单的机器人控制程序。
3. 实践操作:通过搭建和操控机器人,体验机器人在现实生活中的应用。
4. 团队合作:培养团队协作精神,共同解决设计和编程过程中的问题。
三、作业内容与任务分解1. 机器人基础知识进修:阅读相关教材和在线资料,完成关于机器人历史、类型和工作原理的进修报告。
2. 机器人模型制作:选择一款基础机器人套装,如乐高Mindstorms或Arduino套件,进行组装和理解。
3. 编程实践:利用所学知识,编写一个让机器人完成简单任务(如直线行走、避障)的程序。
4. 项目展示:每个小组需设计并实现一个小型机器人项目,如自动植物浇水器或迷你清洁机器人。
四、实施步骤1. 第一周:预习阶段,了解机器人基本观点和相关技术。
2. 第二周至第四周:理论进修与机器人模型组装,教师指导并解答疑问。
3. 第五周至第七周:编程实践,分组进行编程并调试。
4. 第八周:项目设计与实施,每个小组提交初步设计草图。
5. 第九周至第十周:完善项目,进行实地测试,并准备项目展示。
6. 第十一周:项目展示,分享与交流进修效果。
五、评估标准1. 知识理解:书面报告的质量,包括对机器人基础知识的理解和应用。
2. 技能掌握:编程能力的体现,如能否独立完成基本任务的编写。
3. 实践操作:机器人模型的完成度和功能实现情况。
4. 项目创新:项目标奇特性和实用性,以及团队协作的表现。
工业机器人设计设计题目:自动切割机系别:机械系专业:机械设计制造及其自动化姓名:聂建波 20094011222郭锐 20094011207张少强 200940112361目录引言工作原理设计切割部分设计1.1设计要求 (4)1.2工作原理 (4)1.3结构设计 (5)液压控制线路的设计2.1液压控制线路设计的一般要求 (9)2.2液压控制线路的设计方法 (9)参考文献 (10)引言机电一体化产品广泛应用各种加工业,切割技术也有了飞速的发展,手工切割已经适应不了现代工业发展的要求。
简单的机械手经过几十年的发展,如今已2进入以通用机械手为标志的时代。
几十年来,这项技术的研究和发展一直比较活跃,设计在不断的修改,品种也在不断的增加,应用领域也在不断的扩大。
简单的机械手是一种仿人操作、自动控制、的机电一体化自动化生产设备。
特别适合于多品种、变批量的柔性生产。
它对稳定、提高产品质量,提高生产效率,改善劳动条件和产品的快速更新换代起着十分重要的作用。
我们设计的铸棒线切割机结构简单,性能安全可靠,操作方便可行,很好的实现了其预定功能。
铸棒线切割机主要由三个大的部分组成,即切割部分、夹紧部分和纵横行走部分。
工作原理设计该工业机器人可进行粗切割和半精切割,切口深度为35mm。
切割部分是由电极带动砂轮旋转,由气缸控制砂轮上下移动完成切割。
夹紧部分主要采用了一个气动夹紧机械手,电磁阀控制气缸活塞的伸缩来实现夹紧和放松。
纵横行走部分是由气缸控制纵向、横向行走板,使之沿直线导轨前进或返回,实现三个自由度的运动。
整个机器由PLC控制各个气动换向阀的电磁铁,由气缸驱动完成顺序切割动作过程。
而随动工作台的随动前进速度也可以通过夹紧机械手夹紧铸棒使之与铸棒速度同步。
横向切割时的切割速度可以通过气缸来调节。
与一般的切割机相比,这种切割机有以下优点:一、实现了机械工程和自动控制的有效结合,机械部分采用机械优化设计,整个设计过程中都进行了综合技术比较与经济评价,实现了预定的功能。
二、整个运动过程都采用了气压传动控制,与液压传动相比,气压传动有无介质费用、处理方便、无泄露污染、无介质变质等优点。
三、在设计过程中,纵横行走装置采用了直线导轨,既提高了运动系统的运动精度,又很大程度的减小了摩擦力,达到了节能的效果。
3四、整个切割过程都由PCL控制,以其结构简单合理、设备性能良好、使用寿命长、安全系数高等因素,满足了自动化大批量的生产要求。
这种切割机具有控制方便,性能稳定,结构简单,调节、修改方便、生产率高等优点,具有广阔的应用前景。
切割部分设计1.1 设计要求项目要求切割机能够根据定长信号分别切割两条连续的铸铁棒,实现准确定长切割,切割后自动返回初始位置。
其切口深度为35mm。
再由压断机进行压断。
1.2 方案设计切割部分主要有砂轮、电动机和传动机构组成。
现在在切割部分有两种可行的方案:第一,电动机通过带传动带动砂轮片转动。
第二,电动机通过圆柱齿轮传动带动砂轮片转动。
考虑到切割过程中电动机带动砂轮高速旋转,所以优先选取第一种方案,因为圆锥齿轮传动不宜应用在转速太高的场合,而且运用齿轮传动时,还要考虑到这样消除震动和怎样润滑齿轮,这样就增加了设计成本。
图1-1 切割部分原理图45切割部分的原理如图1-1所示,电动机带动砂轮片高速旋转,电机与工作台之间采用铰支撑,液压缸1可推动砂轮片上下移动,完成切割。
液压缸2可推动工作台横向移动,控制切割的长度。
气缸3可使工作台纵向移动,使砂轮片能分别切割两根铸棒。
其中电动机和液压缸都通过电磁阀由PLC 机控制,从而实现其动作。
1.3 结构设计 1.3.1砂轮片的选取经过调研,切断能力为50 的砂轮片,其规格为322.3400⨯⨯mm ,所需电机的最小功率为2.2min =P kw ,转速为1n =2840 r/min, 砂轮片的最大线速度为70m/s 。
最终选取砂轮片的型号为TL-001型,其磨料为棕刚玉,粒度为20#]1[。
1.3.2 电机的选取根据砂轮片的要求,现选用比较常用的Y 系列三相异步电动机,这是由于Y 系列三相异步电动机的功率等级和安装尺寸与国外同类型的先进产品相当,因而具有与国外同类型产品之间良好的互换性,供配套出口及引进设备替换]2[。
选取功率为3.0KW ,满载时的转速为2870r/min 。
额定电流6.39A ,功率因数0.87,效率82%,额定转矩2.32m N ⋅]3[。
1.3.3 带传动设计1.确定计算功率由《机械设计》查得工作情况系数K =1.2则功率为6.332.1=⨯=⋅=P K P A ca (1-1)62.初选带的型号根据ca P 和1n ,由《机械设计》初选A 型普通V 带。
3.确定带轮的基准直径1d d 和2d d1)由《机械设计》查得A 型min d d =75mm,考虑到带轮太小,其弯曲应力过大,所以要使1d d ≥min d d ,取1d d =150 2)验算带的速度6.221006028401501006011=⨯⨯⨯=⨯⋅=ππn d V d m/s (1-2)因为 5m/s < 22.6m/s < 25m/s 带速符合要求。
3)计算2d d1212d d d n n d ⋅=(1-3)由于电机转速与砂轮转速基本同步,选速比 21n n=1,则2d d =1d d =150 mm4.确定中心距和带的基准长度 1)初选中心距由0.7(1d d +2d d )≤0a ≤2(1d d +2d d ),考虑到结构要求,初选0a =900 mm2121204)()(22'a d d d d a L d d d d d -+++=π(1-4)9004)150150()150150(290022+-+++⨯=π2270= mm72)最后确定中心距 7652227020009002'0=-+=-+=dd L L a a mm (1-5)则 7352000015.0765015.0min =⨯-=-=d L a a mm (1-6) 8252000030.0765030.0max =⨯-=+=d L a a mm (1-7) 最后取 825~735=a mm 。
5.验算带轮包角︒⨯--︒=60180121ad d d d α (1-8)︒⨯--︒=60765150150180︒>︒=120180 (合适) 6.确定带的根数'P P z ca ≥(1-9)其中: K P K K P P L a )('000∆+= )11(10ib K n K P -=∆由《机械设计》查得弯曲影响系数31003.1-⨯=b K 115015012===d d d d i由《机械设计》查得传动比系数05.1=i K 0)0.111(28801003.130=-⨯⨯⨯=∆-P kw由《机械设计》查得包角系数1=a K8由《机械设计》查得长度系数03.1=L K 采用非化纤结构的普通带,取材质系数75.0=K 由《机械设计》查得2.20=P kw 。
7.175.0)03.112.2('0=⨯⨯⨯=P kw12.27.16.3'0==≥P P z ca取3=z 根。
7.确定单根带的初拉力20)15.2(500qv K vzP F aca +-∙= (1-10)由《机械设计》查得1.0=q 916.221.0)10.15.2(36.226.350020=⨯+-⨯⨯⨯=F N (1-11)8.计算带对轴的压力 5462180sin39122sin 210=︒⨯⨯⨯==αz F Q N (1-12)9.带轮的设计 带轮的结构尺寸由于带轮的基准直径mm d d 150=,轴的直径mm d 30=,根据带轮的选择原则:即当 mm d d d 3000)3~5.2(≤≤ 时采用腹板式结构,铸造带轮的结构如图1-2所示。
图1-2 带轮的结构1.3.4 液压缸的选择1.选取气缸类型根据设计所用资料,现选取DNC标准气缸。
2.选择安装方式根据结构设计的要求,要实现砂轮片的上下移动完成切割,要求气缸在上下。
39参考文献[1] 徐灏. 机械设计手册. 北京:机械工业出版社,1991[2] Shigley J E, Uicher J J.Theory of machines and mechanisms .NewY ork:McGraw-Hill Book Company,1980[3] 蔡春源. 简明机械零件手册. 北京:冶金工业出版社,1996.3[4] 王德玺,裴垠欣. 机械设计. 北京:煤炭工业出版社,1999[5] D Y Y ang, C H Lee,Analysis of three-dimension-al extrusion of section through curle dies bycon-formal transformation[J] .International journal of Mechanics science,1978,(20)[6] Design and Performance of the Cycloid Speed Reducer. Machine Design. June,28 No13,1956[7] 陆鑫盛,周洪.气动自动化系统的优化设计. 上海:上海科学技术文献出版社,199510[8] Nikravesh P E. Computer-aided analysis of mechanical systems.[s.l]:Prentice-Hall Inc,1988[9] 许福玲,陈尧明. 液压与气压传动. 北京:机械工业出版社,2000.5[10] 国科精工(上海)有限公司.自润滑式线性导轨[11] 周军,海心. 气动控制及PLC. 北京:机械工业出版社,2001.8[12] 朱善君等.可编程序控制系统. 北京:清华大学出版社,1994[13] 孙桓,陈作模. 机械原理. 第五版. 北京:高等教育出版社,1996[14] Mattnies, Hans Jurgen.Einfuhrung in die plhydralik.Stuttgert,B.G.Toubner,198411。