数控编程-端面深孔切削循环G74指令--教案
- 格式:doc
- 大小:1.30 MB
- 文档页数:6
g74端面切槽循环编程实例G74端面切槽循环编程实例概述本文介绍了G74端面切槽循环编程的实例,包括编程指令和参数解析,旨在帮助读者更好地理解G74端面切槽循环编程的应用。
编程指令和参数解析在G74端面切槽循环编程中,有以下几个主要的编程指令和参数:1.G74:选择G74端面切槽循环编程。
2.X:切槽的终止点X坐标。
3.Y:切槽的终止点Y坐标。
4.Z:每次切割的深度。
5.K:每次切割的间隙。
通过解析上述参数,我们可以编写G74端面切槽循环编程的实例。
示例程序N10 G21 ; 设置刀具半径编程模式为公制N20 G94 ; 设置进给率为每分钟进给N30 G90 ; 设置绝对编程模式N40 G0 X0 Y0 Z0 ; 快速定位到切槽起点N50 G74 X100 Y50 Z5 K2 ; 执行G74端面切槽循环编程,终点为X =100,Y=50,每次切割深度为5,间隙为2N60 M30 ; 程序结束参数解析在上述实例程序中,我们对编程指令进行了解析:•第10行设置刀具半径编程模式为公制。
•第20行设置进给率为每分钟进给。
•第30行设置绝对编程模式。
•第40行通过G0指令快速定位到切槽起点。
•第50行执行G74端面切槽循环编程,终点为X=100,Y=50,每次切割深度为5,间隙为2。
•第60行结束程序。
通过以上实例程序,我们可以清楚地了解到G74端面切槽循环编程的使用方法和参数的意义。
总结本文介绍了G74端面切槽循环编程的实例,通过编程指令和参数解析来说明其用法和意义。
希望这篇文章可以帮助读者更好地理解和应用G74端面切槽循环编程。
G74端面切槽循环编程实例概述本文介绍了G74端面切槽循环编程的实例,包括编程指令和参数解析,旨在帮助读者更好地理解G74端面切槽循环编程的应用。
编程指令和参数解析在G74端面切槽循环编程中,有以下几个主要的编程指令和参数:1.G74:选择G74端面切槽循环编程。
2.X:切槽的终止点X坐标。
项目三外圆、内孔及端面加工训练教学目的:①掌握外圆、内孔及端面的大余量切削方法。
②掌握钻孔、镗孔加工的相关工艺知识和编程知识。
③掌握粗、精车削工件的加工工艺路线、刀具选用和切削用量确定。
④熟练掌握钻头、镗刀等刀具在刀架上的安装和对刀操作。
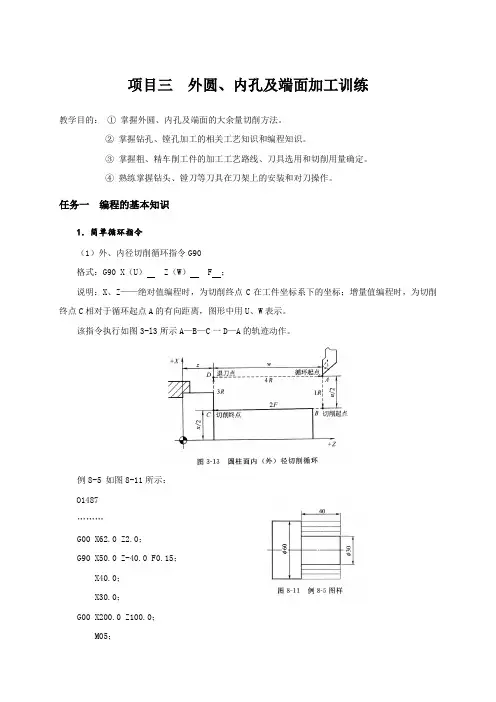
任务一编程的基本知识1.简单循环指令(1)外、内径切削循环指令G90格式:G90 X(U) Z(W) F ;说明:X、Z——绝对值编程时,为切削终点C在工件坐标系下的坐标;增量值编程时,为切削终点C相对于循环起点A的有向距离,图形中用U、W表示。
该指令执行如图3-l3所示A—B—C一D—A的轨迹动作。
例8-5 如图8-11所示:O1487………G00 X62.0 Z2.0;G90 X50.0 Z-40.0 F0.15;X40.0;X30.0;G00 X200.0 Z100.0;M05;M30;(2)圆锥面内(外)径切削循环指令G90 (如图8-12所示)格式:G90 X (U ) Z (W ) R F ;R ——为切出点到切入点在X 轴上的投影,与X 轴同向取正,与X 轴反向取负(无论是绝对值编程还是增量值编程)。
如图8-12所示根据相似三角形公式: 522030=-=h 2+=BE R BE h 220205+=R 5.5=R又因切出点到切入点在X 轴的投影为R 值,R 方向与X 正向相反,所以R=-5.5mm 。
O0002………G00 X42.0 Z2.0G90 X30.0 Z-20.0 R-5.5 F0.15G00 X200.0 Z100.0………(3)端平面切削循环指令G94该指令主要用于盘套类零件的平面粗加工工序。
格式:G94 X (U ) Z (W ) F ;该指令执行如图3-17所示A ——B ——C ——D ——A 的轨迹动作。
例8-6 如图8-14所示,用G94指令编写程序。
O1234………G00 X62.0 Z2.0;G94 X10.0 Z-3.0 F0.2;Z-5.0;X30.0 Z-7.0;Z-10.0;G00 X200.0 Z100.0;………(4)带锥度的端面切削循环指令 G94该指令主要用于盘套类带锥度的圆锥面零件的粗加工工序。


数控车床g74编程实例
以下是一个使用数控车床G74编程指令车削端面槽的实例:
槽大径为35.0毫米,小径为25.0毫米,槽宽为(大径-小径)/2=5.0毫米。
使用3.0毫米宽度的槽刀,以槽刀的下表面为x向的对刀点,假设槽刀的对刀点在25毫米。
编程:
G99M03 s600 T0101 M08
G0X25.2 z2.0(定位,设槽的端面为零点)
G74 R0.5(每次切削退刀)
G74X35.0(终点坐标)
z-5.0(分层第一刀,终点坐标)
p30000(x向平移量6毫米)
Q15000(z向每次背吃刀)
F0.03
G0Z2.0
Z-4.8(第二次定位进刀)
G74 R0.5
G74X35.0 z-10.0
p30000
Q15000
F0.03
G0Z2.0
G01x24.99F0.04
Z-10.0
X25.1
G0z2.0
X180.0 z180.0
M30
在使用数控车床G74编程指令时,需要根据实际情况设置合适的参数,以确保加工的顺
利进行。
如果你需要其他编程实例,可以提供更详细的加工要求,再次向我提问。
数控车床g74钻孔编程实例及解释数控车床是一种重要的机械加工设备,它可以通过编程自动化地进行精密加工。
其中,G74钻孔编程是常用的加工方式之一。
本文将介绍数控车床G74钻孔编程的实例及其解释。
2. G74钻孔编程实例以一个直径为10mm、深度为50mm的钻孔为例,其G74钻孔编程如下:N1 G90 G54 G00 X0. Y0. S3000 M03N2 G43 Z10. H1N3 G81 R5. Z-50. F200.N4 G80N5 M05N6 M30其中,各行指令的含义及解释如下:N1:程序号码G90:绝对编程G54:使用工作坐标系1G00 X0. Y0.:快速定位到坐标原点S3000 M03:主轴转速设定为3000转/分,主轴顺时针旋转N2:程序号码G43 Z10. H1:Z轴加工长度补偿,H1表示使用T0101工具补偿 N3:程序号码G81 R5. Z-50. F200.:钻孔循环指令,R5.表示半径为5mm,Z-50.表示加工深度为50mm,F200.表示进给速度为200mm/minN4:程序号码G80:钻孔循环结束N5:程序号码M05:主轴停止旋转N6:程序号码M30:程序结束3. 解释G74钻孔编程是一种循环加工方式,可以快速、精确地进行钻孔加工。
该编程方式可以通过设定循环开始点和循环结束点,实现自动化加工。
在上述实例中,N3行指令中的G81指令表示钻孔循环开始,G80指令表示钻孔循环结束。
此外,G43指令用于Z轴加工长度补偿,可以消除刀具长度的误差。
在实例中,H1表示使用T0101工具补偿,即补偿长度为10mm的刀具误差。
4. 结论本文介绍了数控车床G74钻孔编程的实例及其解释。
该编程方式可以实现自动化、高效、精确地进行钻孔加工,大大提高了生产效率和产品质量。
g74车锥度编程实例
G74 指令用于钻深孔或车端面环槽,不写 X 参数时,表示钻深孔,不写第二个 R 参数时,表示车端面环槽。
当一个程序需要实现钻深孔和车端面环槽的功能时,可以使用 G74 指令。
以下是一个车锥度的程序实例:
1. 设置工件坐标系:G28 U0 W0,选择工件坐标系,以便在加工过程中始终遵循工件原点。
2. 设置进给率:G97 G99 M3 S1500,设置进给率,以便在加工过程中产生足够的切削力。
3. 设置刀具半径:G0 X0 Z2.0 M8,设置刀具半径,以便在加工过程中保持刀具与工件之间的距离。
4. 钻深孔:G74 R1.0,使用 G74 指令进行钻深孔,将刀具移动到工件中心,然后钻孔至所需深度。
5. 车端面环槽:G74 R0.5,使用 G74 指令进行车端面环槽,将刀具移动到工件端面,然后车削至所需宽度。
6. 重复步骤 4-5,直到完成所有需要钻孔和车削的部件。
需要注意的是,在加工过程中,要确保刀具磨损和机械部件的健康状况,以确保加工质量和安全性。
同时,需要进行定期保养和维护,以确保机床运行顺畅。
教案【授课科目】数控车床编程与操作 7.5端面深孔加工循环(G74)
【授课日期及学时】2013年10月8日 2课时共90分钟
【授课班级】12机械【授课类型】新授课【教学目标】
1.知识目标:①了解G74指令的作用及使用时的注意事项
②了解G74指令的格式及G74指令各参数的含义
③掌握G74指令的运用
2.技能目标:①能运用G74指令编钻孔及切削内孔程序
②能熟练运用斯沃数控仿真软件
【教学重点】
1.G74指令各参数的含义及编程方法
2.G74指令的功能及运用
【教学难点】
1.指令的格式及各参数的含义
2.编程与仿真
【教学方法】讲授法、演示法、分多媒体教学法
【教具、学具准备】多媒体
讲授新课
4.刀具起点
如图7-12的走刀路线示意图所示
(1)钻孔
X轴方向为0,Z轴方向比准备钻孔的长度长一些。
(2)车孔
X方向比准备加工的孔径大些,Z方向比准备加工的孔的长度长一些。
5.刀具加工完毕停留位置
回到刀具起刀点位置。
6.刀具选择
根据孔直径的大小和长度来选择钻头、刀具。
7.钻孔、镗孔的方法
(1)钻头、镗孔刀的安装及对刀的方法
钻头、镗孔刀的安装。
同其他车刀一样装在刀架上。

多次固定循环G70、G71、G72、G73、G74、G75G70~G76是C N C车床多次固定循环指令,与单次固定循环指令一样,可以用于必须重复多次加工才能加工到规定尺寸的典型工序。
主要用于铸、锻毛坯的粗车和棒料车阶梯较大的轴及螺纹加工。
利用多次固定循环功能,只要给出最终精加工路径、循环次数和每次加工余量,机床能自动决定粗加工时的刀具路径。
在这一组多次固定循环指令中,G70是G71、G72、G73粗加工后的精加工指令,G74是深孔钻削固定循环指令,G75切槽固定循环指令,G76螺纹加工固定循环。
(1)精车循环G70该指令用于在零件用粗车循环指令G71、G72或G73车削后进行精车,指令格式为:G70P____Q____U____W____;指令中各参数的意义如下:P:精车程序第一段程序号;Q:精车程序最后一段程序号;U:沿X方向的精车余量;W:沿Z方向的精车余量。
编程注意事项:(1)精车过程中的F、S、T在程序段号P到Q之间指定。
(2)在车削循环期间,刀尖半径补偿功能有效。
(3)在P和Q之间的程序段不能调用子程序。
(4)指定车削余量U和W可分几次进行精车。
(2)外圆/内孔粗车循环G71该指令适用于毛坯料的粗车外径与粗车内径。
如图a所示为粗车外径的加工路径,图中C是粗加工循环的起点,A是毛坯外径与端面的交点,B时加工终点。
该指令的执行过程如图a所示,其指令格式为:G71U(Δd)R(e);G71P____Q____U(Δu)W(Δw)F____S____T____;N(P)………… 用程序段号P到Q之间的程序段定义A→A΄→B之间的移动轨迹N(Q)……指令中各参数的意义如下:Δd:车削深度,无符号。
车削方向取决于方向A A΄。
该参数为模态值。
E:退刀量,该参数为模态值。
P:精车削程序第一段程序号。
Q:精车削程序最后一段程序号。
Δu: X方向精车预留量的距离和方向。
Δw: Z方向精车预留量的距离和方向。
§7.5端面深孔加工循环—G74指令教案教学过程一、导入新课1、复习提问上节课中学习的外圆、内孔切槽循环指令—G75指令的切削原理是及指令中各个参数的含义?(教师提问题,请学生接龙回答,激活课堂气氛。
)2、提问得出结论该循环指令可以完成切削中的一些循环动作“径向切削—径向退刀—返回循环起点”,可以完成经向方向的外圆和内空切槽加工,那么哪个指令可以要完成轴向方向的车槽或深孔加工呢?3、引入新课引出本节可内容----端面深孔加工循环G74。
二、新课内容1、了解G74指令的作用可以要完成轴向方向的车槽或深孔加工。
(钻孔方法有两种:手工钻孔和自动钻孔,G74为自动钻孔)2、解释G74指令格式及各参数含义。
(在黑板上把G75指令的格式写出来进行比较解释G74指令的格式) (1)G74指令格式:G74 R(e) ;G74 X(U) Z(W) P(△i)Q(△k) R(△d) F(f);(2) 各参数含义R(e)——每次沿Z方向切削一个Q值后的退刀量;X,Z——绝对值终点坐标尺寸;U,W---相对值终点坐标尺寸;P(△i)——X方向每次循环移动量(直径),即X方向的每次吃刀深度;Q(△k)——Z方向每次切削量。
R(△d)——切削到终点时X方向的退刀量。
F(f)——进给速度。
注意事项(1)P、Q值以um为单位,1000um为1mm。
(2) R(e)在钻头时才用退刀量(断屑、冷却),切削内孔时,尽量不要用退刀量,如要使用,应尽量小些。
(3) R(△d)在钻头时无位置退刀,切削内孔时应有褪刀两(刀具应离开切削面退回)。
(4) P在钻头时X方向是无进刀量的,在切削内孔时,P为每刀的进刀量。
(5)Q杂钻孔时为了断屑、冷却工件,每钻一个Q值,退一个R(e)值,再钻一个Q值,但如切削内孔时,刀不能在中途退刀,应直接切削到Z值位置。
如要断屑,每进一个Q值后,R(e)退刀量应尽量小些,最好为0.02~0.05mm。
(6)一个G74只能加工一个位置,如有台阶则一个台阶定一个位,用一个G74加工。
数控车床使用G74指令加工端面槽方法初探作者:林良颖来源:《CAD/CAM与制造业信息化》2013年第06期本文介绍了在GSK980T数控系统的车床上,普通轴类零件的端面槽加工方法,阐述了端面槽的加工工艺。
从加工效率和加工表面质量2个方面,对刀具形状、刀具路径以及代码选择进行了分析,合理地选用了相应的G代码进行编程加工。
在广州数控GSK980T的系统中,G74是端面深孔加工循环指令。
无论在系统使用说明书还是市面上的一些教学书籍里,都只介绍了使用G74进行钻孔和镗孔加工的车削方法。
笔者在指导学生实训的过程中,对使用G74进行端面槽加工进行了一些尝试。
本文将对使用G74加工端面槽过程中的编程方法、切削用量以及刀具角度等方面进行初步探讨,希望在工作和学习中对读者有所助益。
一、G74的指令格式及使用说明1.格式G74的指令格式如下:◎G74 R(e);◎G74 X(U)Z(W)P(Δi)Q(Δk)R(Δd)F(f)。
2.各参数的含义各参数的含义如下:◎R(e)——每次Z方向切削Q值后的退刀量;◎X,Z——绝对值终点坐标尺寸;◎P(Δi)——X方向的每次循环移动量(直径),即X方向的每次吃刀深度;◎Q(Δk)——Z方向的每次循环移动量;◎R(Δd)——切削终点时X方向的退刀量;◎F(f)——切削进给速度。
3.走刀方向、路线走刀方向、路线示意图,如图1所示。
二、编程举例现要加工图2所示的零件的端面槽。
端面槽宽7mm,槽深6mm。
此槽的特点是槽较宽,但不是深槽。
从加工工艺上考虑,不能一次切削,径向进刀只能是采用分级进刀,同样轴向进给也要分刀进给。
现采用手工编程的方式在数控车床上加工该槽,在编程前先设置好加工路线和刀具。
◎加工路线分2种:①从槽的内边到槽的外边切削;②从槽外边到槽内边的切削。
◎刀具选用4mm的切槽刀。
◎根据该系统的特点,可选用的G代码有2种:单一指令G01和循环指令G74。
但因为G01的编程较为复杂,容易出错,因此选择循环指令G74最为合适。
1. 外圆粗加工复合循环(G71 )指令格式G71 U Δd ReG71 Pns Qnf U Δu W Δw Ff Ss Tt指令功能切除棒料毛坯大部分加工余量,切削是沿平行图1 外圆粗加工循环A 为循环起点,A-A'-B 为精加工路线。
指令说明Δd 表示每次切削深度(半径值),无正负号; e 表示退刀量(半径值),无正负号;ns 表示精加工路线第一个程序段的顺序号;nf 表示精加工路线最后一个程序段的顺序号;Δu 表示X方向的精加工余量,直径值;Δw 表示Z方向的精加工余量。
使用循环指令编程,首先要确定换刀点、循环点A 、切削始点A'和切削终点B 的坐标位置。
为节省数控机床的辅助工作时间,从换刀点至循环点 A 使用G00 快速定位指令,循环点 A 的X 坐标位于毛坯尺寸之外,Z 坐标值与切削始点 A '的Z 坐标值相同。
其次,按照外圆粗加工循环的指令格式和加工工艺要求写出G71 指令程序段,在循环指令中有Z 轴方向进行,见图 1 ,两个地址符U ,前一个表示背吃刀量,后一个表示X 方向的精加工余量。
在程序段中有P 、Q 地址符,则地址符U 表示X 方向的精加工余量,反之表示背吃刀量。
背吃刀量无负值A'→ B是工件的轮廓线,A→ A'→ B为精加工路线,粗加工时刀具从A点后退Δu /2 、Δw ,即自动留出精加工余量。
顺序号ns 至nf 之间的程序段描述刀具切削加工的路线例题 1 图2 所示,运用外圆粗加工循环指令编程。
图2 外圆粗加工循环应用N010 G50 X150 Z100N030 G71 U2 R1N040 G71 P50 Q120 U0.5 W0.2 F100N050 G01 X0N060 G03 X11 W-5.5 R5.5N070 G01 W-10N080 X17 W-10N090 W-15N100 G02 X29 W-7.348 R7.5N110 G01 W-12.652N120 X41N130 G70 P50 Q120 F302. 面粗加工复合循环(G72 )指令格式G72 WΔd ReG72 Pns Qnf U Δu W Δw Ff Ss Tt指令说明Δd 、e、ns 、nf 、Δu 、Δw 的含义与G71 相同。
教案
【授课科目】数控车床编程与操作 7.5端面深孔加工循环(G74) 【授课日期及学时】2013年10月8日 2课时共90分钟
【授课班级】12机械【授课类型】新授课【教学目标】
1.知识目标:①了解G74指令的作用及使用时的注意事项
②了解G74指令的格式及G74指令各参数的含义
③掌握G74指令的运用
2.技能目标:①能运用G74指令编钻孔及切削内孔程序
②能熟练运用斯沃数控仿真软件
【教学重点】
1.G74指令各参数的含义及编程方法
2.G74指令的功能及运用
【教学难点】
1.指令的格式及各参数的含义
2.编程与仿真
【教学方法】讲授法、演示法、分多媒体教学法
【教具、学具准备】多媒体
讲授新课
4.刀具起点
如图7-12的走刀路线示意图所示
(1)钻孔
X轴方向为0,Z轴方向比准备钻孔的长度长一些。
(2)车孔
X方向比准备加工的孔径大些,Z方向比准备加工的孔的长度长一些。
5.刀具加工完毕停留位置
回到刀具起刀点位置。
6.刀具选择
根据孔直径的大小和长度来选择钻头、刀具。
7.钻孔、镗孔的方法
(1)钻头、镗孔刀的安装及对刀的方法
钻头、镗孔刀的安装。
同其他车刀一样装在刀架上。