世界技能大赛数控铣实操试题
- 格式:docx
- 大小:13.53 KB
- 文档页数:4

可编辑修改精选全文完整版《数控铣技能训练》考试试卷专业班级:学号:姓名:一、填空(每空一分,共25分)1、G00的指令移动速度值是指定。
2、数控机床加工中遇到问题想停机应先停止。
3、为保障人身安全,在正常情况下,电气设备的安全电压规定为。
4、圆弧插补用半径编程时,当圆弧所对应的圆心角大于180º时R为。
5、一个完整的程序由、、三部分组成。
6、作为主程序结束标记的M代码有和。
7、主轴正转用指令表示,主轴反转用指令表示,主轴停止用指令表示。
8、平面选择指令可分别用G代码G17、G18、G19来表示,其中G17表示选择平面,G18表示选择平面,G19选择平面。
9、快速定位指令为,直线插补指令为,G02表示,G03表示。
10、在fanuc系统中刀具半径左补偿指令是,刀具半径右补偿指令是,刀具半径补偿功能取消指令是。
11、请写出常用的三种不同的数控系统,,,。
二、单项选择题(每题1分,共20分)1、下列批量的工件,( )的零件最适用于在加工中心等数控机床上加工。
A. 多品种、小批量B. 中小批量C. 大批量工件D. 批量不限2、程序编制中首件试切的作用是 ( )A. 检验零件图样的正确性 B.检验零件工艺方案的正确性 C.检验程序单或控制介质的正确性,并检验是否满足加工精度要求 D.仅检验数控穿孔带的正确3、数控机床使用的刀具必须具有较高强度和耐用度,铣削加工的刀具中,最能体现这两种特性的刀具材料是 ( )A.硬质合金 B.高速钢 C.工具钢 D.陶瓷刀片4、运行G02 X20 Y20 R-10 F100程序时,刀具路径可能是()。
A 整圆B 夹角〈=180°的圆弧C 180°〈夹角〈360°的圆弧D 夹角〈=90°的圆弧5、辅助功能中与主轴有关的M指令是()。
A.M06 B. M09 C.M08 D.M056、用fanuc系统的指令编程,程序段G02 X20 Y0 I-20 J0中的G02 、 I 、 J 分别表示 ( )A、顺时针插补,圆心相对起点的位置B、逆时针插补,圆心的绝对位置C、顺时针插补,圆心相对的终点的位置D、逆时针插补,起点相对圆心的位置7、根据ISO标准,数控机床在编程时采用 ( )规则。

数控技能大赛数控铣(加工中心)理论知识竞赛模拟题注意事项1.请在试卷的标封处填写您的工作单位、姓名和准考证号2.请仔细阅读题目,按规定答题;保持卷面整洁,不要在标封区内填写无关内容3.考试时间为90分钟一、单项选择题(请将对的答案的字母代号填在题后的括号中,每题1分,共40分,多选错选不得分。
)1.世界上第一台数控机床是( )年研制出来的。
A) 1930 B) 1947 C) 1952 D) 19582. 数控机床的旋转轴之一B轴是绕()直线轴旋转的轴。
A) X轴B) Y轴C) Z轴D) W轴3.按照机床运动的控制轨迹分类,加工中心属于()。
A) 点位控制B) 直线控制C) 轮廓控制D) 远程控制4.镗削精度高的孔时,粗镗后,在工件上的切削热达成()后再进行精镗。
A)热平衡B)热变形C)热膨胀D)热伸长5. 一般而言,增大工艺系统的( )才干有效地减少振动强度。
A )刚度B )强度C )精度 D) 硬度6.高速切削时应使用( )类刀柄。
A )BT40B )CAT40C )JT40D )HSK63A7.刀具半径补偿指令在返回零点状态是( )。
A )模态保持B )暂时抹消C )抹消D )初始状态8.机床夹具,按( )分类,可分为通用夹具、专用夹具、组合夹具等。
A )使用机床类型B )驱动夹具工作的动力源C )夹紧方式D )专门化限度9.零件如图所示,镗削零件上的孔。
孔的设计基准是C 面,设计尺寸为(100±0.15)mm 。
为装夹方便,以A 面定位,按工序尺寸L 调整机床。
工序尺寸2801.00+mm 、80006.0-mm 在前道工序中已经得到,在本工序的尺寸链中为组成环。
而本工序间接得到的设计尺寸(100±0.15)为尺寸链的封闭环,尺寸80006.0-mm 和L 为增环,2801.00+mm 为减环,那么工序尺寸L 及其公差应当为( )A )L = 30015.015.0+-B ) L = 300015.0-C )L = 3001.00+ D )L = 30015.001.0++10.长V 形架对圆柱定位,可限制工件的( )自由度。


数控加工中心中级操作技能考核试卷考件编号::准考证号:单位:第 1 页共 1 页职业技能鉴定模拟试卷数控加工中心中级操作技能考核试卷考件一评分表考件编号::准考证号:单位:职业技能鉴定模拟试卷数控加工中心中级操作技能考核试卷考件编号::准考证号:单位:第 1 页共 1 页职业技能鉴定模拟试卷数控加工中心中级操作技能考核试卷考件三评分表考件编号::准考证号:单位:数控加工中心中级操作技能考核试卷考件编号::准考证号:单位:第 1 页共 1 页数控加工中心中级操作技能考核试卷考件五评分表考件编号::准考证号:单位:职业技能鉴定模拟试卷数控加工中心中级操作技能考核试卷考件编号::准考证号:单位:第 1 页共 1 页数控加工中心中级操作技能考核试卷考件六评分表考件编号::准考证号:单位:数控铣工中级操作技能考核试卷考件编号::准考证号:单位:第 1 页共 1 页职业技能鉴定模拟试卷数控铣工中级操作技能考核试卷考件一评分表考件编号::准考证号:单位:职业技能鉴定模拟试卷数控铣工中级操作技能考核试卷考件一工量具清单职业技能鉴定模拟试卷2数控铣工中级操作技能考核试卷考件编号::准考证号:单位:第 1 页共 1 页职业技能鉴定模拟试卷数控铣工中级操作技能考核试卷考件二评分表考件编号::准考证号:单位:数控铣工中级操作技能考核试卷考件编号::准考证号:单位:其余第 1 页共 1 页职业技能鉴定模拟试卷数控铣工中级操作技能考核试卷考件三评分表考件编号::准考证号:单位:职业技能鉴定模拟试卷数控铣工中级操作技能考核试卷考件编号::准考证号:单位:第 1 页共 1 页职业技能鉴定模拟试卷数控铣工中级操作技能考核考件四评分记录表考件编号::准考证号:单位:-职业技能鉴定模拟试卷数控铣工中级操作技能考核试卷考件编号::准考证号:单位:第 1 页共 1 页职业技能鉴定模拟试卷数控铣工中级操作技能考核试卷考件五评分表考件编号::准考证号:单位:职业技能鉴定模拟试卷数控铣工中级操作技能考核试卷考件编号::准考证号:单位:第 1 页共 1 页职业技能鉴定模拟试卷数控铣工中级操作技能考核试卷考件六评分表考件编号::准考证号:单位:职业技能鉴定模拟试卷数控铣工中级操作技能考核试卷考件编号::准考证号:单位:第 1 页共 1 页职业技能鉴定模拟试卷数控铣工中级操作技能考核试卷考件七评分表考件编号::准考证号:单位:职业技能鉴定模拟试卷数控铣工中级操作技能考核试卷考件编号::准考证号:单位:第 1 页共 1 页职业技能鉴定模拟试卷数控铣工中级操作技能考核试卷考件八评分表考件编号::准考证号:单位:。
数控铣床技能大赛试
题及图纸
数控铣床技能大赛试题及图纸
一、准备通知单
一、材料准备
二、设备准备
三、工、刀、量、辅具准备
由于工艺的多样性,下列刀具、量具等选用仅供参考。
考场可根据实际情况,如刀柄情况,刀具情况、考生情况加以调整。
考场提供下列刀具,不允许考生使用专用刀具而改变考件的工艺特点。
四、考场准备
1、每个工位应配有一个0.5平方米的台面供考生摆放工、量、刃具等;
2、考场电源功率必须能满足所用设备正常启动工作;
3、考场应配有相应数量的清扫工具;
4、每个考场需配有编号工位。
五、人员要求
1、监考人员数量与考生人数之为1比10;
2、考场至少配备医生、机修工、电器维修工各1名;
3、监考人员、考试服务人员 ( 机修工、电器维修工 ) 必须考试前30分钟到达考场。
二、练习题变量尺寸(L1=12、L2=22、L3=46、L4=70)。

数控加工中心中级操作技能考核试卷考件编号:姓名: 准考证号: 单位:第1 页 共1 页职业技能鉴定模拟试卷技术要求:1、 不准用砂布及锉刀等修饰表面;2、 未注公差尺寸按GB1804-M项目名称 考件一 材料 45钢 毛坯 © 110X 20 考核时间240minh8(工艺孔)其余4C=• —J.It)数控加工中心中级操作技能考核试卷考件三评分表考件编号:姓名:准考证号:单位:第1 页共1 页数控加工中心中级操作技能考核试卷考件三评分表考件编号:姓名:准考证号:单位:职业技能鉴定模拟试卷数控加工中心中级操作技能考核试卷考件编号: _________ 姓名: ____________ 准考证号: __________________ 单位: _________________1、 不准用砂布及锉刀等修饰表面;项目名称考件三材料 45钢 毛坯© 110X 20 考核时间240mi n技术要求:G^.58±o.oe8口£常9410T6第1 页共1 页项目名称 考件五 材料 45钢 毛坯100X 100X 20 考核时间280min技术要求:1、 不准用砂布及锉刀等修饰表面;2、 未注公差尺寸按GB1804-M数控加工中心中级操作技能考核试卷考件编号: _________ 姓名: ____________ 准考证号: __________________ 单位: _________________B3 •花-0.064- ©10X 10gpc —slB=C034.03o4-R15HO-Uc项目名称考件六材料45钢毛坯© 110X 20 考核时间240mi n数控加工中心中级操作技能考核试卷考件三评分表考件编号:姓名:准考证号:单位:项目名称 考件六 材料 45钢 毛坯 © 110X 20考核时间 240mi n职业技能鉴定模拟试卷数控加工中心中级操作技能考核试卷考件编号. 姓名: 准考证号: 单位:其余tch8(技术要求: _ ______________ 弘2工91、 不准用砂布及锉刀等修饰表面;2、 未注公差尺寸按GB1804-M数控加工中心中级操作技能考核试卷考件三评分表考件编号:姓名:准考证号:单位:项目名称考件六材料45钢毛坯© 110X 20 考核时间240mi n第1页共1 页项目名称 考件一 材料 45钢毛坯© 110X 20考核时间 240min第1 页 共1 页职业技能鉴定模拟试卷1、 不准用砂布及锉刀等修饰表面;2、 未注公差尺寸按GB1804-M数控铣工中级操作技能考核试卷考件编号: _________ 姓名: ____________ 准考证号: __________________ 单位:其余V幸h8(工艺孔)技术要求:数控铣工中级操作技能考核试卷考件一评分表考件编号:姓名:准考证号:单位:职业技能鉴定模拟试卷数控铣工中级操作技能考核试卷考件一工量具清单职业技能鉴定模拟试卷职业技能鉴定模拟试卷 2数控铣工中级操作技能考核试卷考件编号: _________ 姓名: ____________ 准考证号: __________________ 单位: ____________项目名称考件二 材料 45钢毛坯© 110X 20 考核时间240mi n第页 共页其余0丸山8(1、 不准用砂布及锉刀等修饰表面;2、 未注公差尺寸按GB1804-M数控铣工中级操作技能考核试卷考件二评分表考件编号:_________ 姓名:____________ 准考证号:__________________ 单位:____________职业技能鉴定模拟试卷3数控铣工中级操作技能考核试卷考件编号: _________ 姓名: ___________ 准考证号: ___________________ 单其余第1 页 共1 页 职业技能鉴定模拟试卷数控铣工中级操作技能考核试卷考件三评分表考件编号: _________ 姓名: ____________ 准考证号: _________________ 单位:__________________1、 不准用砂布及锉刀等修饰表面;2、 未注公差尺寸按GB1804-M项目名称考件三 材料45钢 毛坯© 110X 20 考核时间240min鮎「7"*技术要求:职业技能鉴定模拟试卷数控铣工中级操作技能考核试卷考件编号: _________ 姓名: _____________ 准考证号: _________________ 单位: _________________技术要求:1、 不准用砂布及锉刀等修饰表面;项目名 称考件四 材料 45钢 毛坯© 110X20考核时 间240mi n第1 页 共1 页 职业技能鉴定模拟试卷数控铣工中级操作技能考核考件四评分记录表考件编号: _________ 姓名: ____________ 准考证号: __________________ 单位: _________________其余<3118BO O?寸口62,58±0.C8第1 页 共1 页 职业技能鉴定模拟试卷职业技能鉴定模拟试卷数控铣工中级操作技能考核试卷考件编号: _________ 姓名: ____________ 准考证号: __________________ 单位: _________________项目名称考件五 材料45钢 毛坯© 110X 20考核时 间240min-技术要求:1、 不准用砂布及锉刀等修饰表面;2、 未注公差尺寸按GB1804-M数控铣工中级操作技能考核试卷考件五评分表考件编号:姓名:准考证号:单位:职业技能鉴定模拟试卷数控铣工中级操作技能考核试卷考件编号: _________ 姓名: ____________ 准考证号:_________________ 单位: __________________其余V7<ir30:,技术要求:刖心曲1、不准用砂布及锉刀等修饰表面;2、未注公差尺寸按GB1804-M项目名称考件六材料45钢毛坯© 110X 20 考核时间240mi n第1 页共1 页职业技能鉴定模拟试卷数控铣工中级操作技能考核试卷考件六评分表考件编号:_________ 姓名:____________ 准考证号:__________________ 单位:_________________职业技能鉴定模拟试卷数控铣工中级操作技能考核试卷考件编号: _________ 姓名: ____________ 准考证号:__________________ 单位: _________________项目名称 考件七 材料 45钢 毛坯 71X 71X 20 考核时间300min第1 页 共1 页 职业技能鉴定模拟试卷数控铣工中级操作技能考核试卷考件七评分表考件编号: _________ 姓名: ____________ 准考证号: __________________ 单位: _________________序号项目考核内容配分 评分标准 检测结果 扣分 得分 备注71t .2技术要求:1、 不准用砂布及锉刀等修饰表面;2、 未注公差尺寸按GB1804-MA15.974BCB 14,19^ ® ■泗E 13.419F12J655-38.437oc5R3,7P职业技能鉴定模拟试卷数控铣工中级操作技能考核试卷考件编号.姓名:准考证号:单位:监考人文明生产按有关规定每违反一项从总分中扣3分,发生重大事故取消考试。

数控加工中心中级操作技能考核试卷考件编号:姓名: 准考证号: 单位:技术要求: L ------------------------------------------------ 40」:3lx 不准用砂布及铿刀等修饰农面: 2.未注公差尺寸按GB1804-X第1页 共 1 页职业技能鉴定模拟试卷数控加工中心中级操作技能考核试卷考件一评分表考件编号:姓名:准考证号: 单位:考件编号:姓名:准考证号:单位:K 不准用砂布及锂刀等修饰表面;2、未注公差尺寸按GB18O4-乂项LI 名称 考件三材料 45钢 毛坯<1)110X20考核时间24 0mi nO1AOOR 6_6258±0・08 040 £3.35 02O h8(iW8OO+IV88 194dO.C 3技术要求:考件编号: 姓名:准考证号:单位:第1页共1页职业技能鉴定模拟试卷数控加工中心中级操作技能考核试卷考件三评分表考件编号:姓名: 准考证号:单位:数控加工中心中级操作技能考核试卷考件编号:姓名: 准考证号: 单位:80严 工 90-b ・06技术要求:1、不准用砂布及锂刀等修饰表面: 2、 未注公差尺寸按GB1804-M 。
项目名称 考件五 材料 45钢 毛坯 1 °[X100X 考核时间2 80min3.2/ 其余V4-4)10X109OO —O卜rv3 - £.0383.4』-8 06考件编号: 姓名:准考证号: 单位:考件编号: 姓名:准考证号: 单位:7文明生产按有关规泄每违反一项从总分中扣3分,发生重大事故取消考试。
扣分不超过1 0分。
监考人检验员评考员职业技能鉴定模拟试卷数控加工中心中级操作技能考核试卷考件编号: ________ 姓名:____________ 准考证号:_______________ 单位: _____________1、不准用砂布及锂刀等修饰表面^2、耒注公差尺寸按GB1S01-X.9・【技术要求:0113cwds第1页共1页数控加工中心中级操作技能考核试卷考件六评分表考件编号: ________ 姓名:____________ 准考证号: ________________ 单位:____________监考人检验员考评员数控铳工中级操作技能考核试卷考件编号: ________ 姓名: __________ 准考证号: ________________ 单位:其余■</技术要求:1.不准用砂布及锂刀等修饰表面:2、 木注公差尺寸按GB1S01-M.项目名称考件一 材料 45钢 毛坯<1)I 10X2考核时间2 4 0 mi35-E.3,「mmcc妃(jh8(工艺孔〉QCOWkiu0113 903玄〔込±13.职业技能鉴定模拟试卷数控铳工中级操作技能考核试卷考件一评分表考件编号: _______ 姓名:__________ 准考证号: _________________ 单位:职业技能鉴定模拟试卷数控铳工中级操作技能考核试卷考件一工量具清单职业技能鉴定模拟试卷2数控铳工中级操作技能考核试卷考件编号: __________ 姓名:___________ 准考证号: __________________ 单位: _____K不准用砂布及铿刀等修饰表面: 2.未注公差尺寸按GB1801-Mo其余“01186-C.O600技术•要求:第1页共 1 页职业技能鉴定模拟试卷数控铳工中级操作技能考核试卷考件二评分表考件编号: ________ 姓名: _________ 准考证号: ___________________ 单位:______3数控铳工中级操作技能考核试卷考件编号: 姓名: 准考证号: 单位:1.不准用砂布及锂刀等修饰农面:2、未注公差尺寸按GBISOl-Mo第1页共1页职业技能鉴定模拟试卷数控铳工中级操作技能考核试卷考件三评分表职业技能鉴定模拟试卷数控铳工中级操作技能考核试卷考件编号: _______ 姓名: ____________ 准考证号: ______________ 单位: _________________Is 不准用砂布及锂刀等修饰表面:2、未注公差尺寸按GB1801-M :项目名 称考件四 材料 45钢 毛坯<l )110X 2 0考核时 间 2 4 Omin第 1页 共 1 页职业技能鉴定模拟试卷数控铳工中级操作技能考核考件四评分记录表考件编号:姓名:准考证号:单位:技术要求:S4310.05i-I®20h8(iw1 I0110480OW3・2/S4 i0.08一2职业技能鉴定模拟试卷数控铳工中级操作技能考核试卷考件编号: ________ 姓名: ____________ 准考证号: __________________ 单位: ____________技术要求:1.不准用砂布及锂刀零修饰表面: 2、 未注公差尺寸按GB1804TL项目名称考件五 材料 45钢 毛坯<1)110X20考核时 间2 4 Omin第 1页共 1页L<滋加8(丄热35iO.C39OS —CCJoqcT职业技能鉴定模拟试卷数控铳工中级操作技能考核试卷考件五评分表考件编号:____________ 姓名:__________ 准考证号:________________单位:__________职业技能鉴定模拟试卷数控铳工中级操作技能考核试卷考件编号:姓名:准考证号:单位:其余“0110技术要求:86.SiC.C81、不准用砂布及锂刀等修饰表面:2、未注公差尺寸按GB1SO1-Mc第页共页职业技能鉴定模拟试卷数控铳工中级操作技能考核试卷考件六评分表职业技能鉴定模拟试卷数控铳工中级操作技能考核试卷姓名:准考证号:单位:考件编号:其余V项目名称考件七材料4 5 钢毛坯71X 7 1X2考核时间 3 0 0 m i n第1页共1页职业技能鉴定模拟试卷数控铳工中级操作技能考核试卷考件七评分表考件编号:________ 姓% ___________ 准考证号:________________ 单位: ______________序号项目考核内容配分评分标准检测结竦扣分得分备注04O±O.OP3-0.062.0 二卜/-A(P1V技术要求:K不准用砂布及锂刀等修饰表而:坐标点A15.97406.46113P8.P7S14.155C29.34311.964D14・1胛-??.3O9E13.419-PS.63?F12.655-32.437 R3.7Poo R3.7E711:0.2职业技能鉴定模拟试卷数控铳工中级操作技能考核试卷考件编号:姓攵:准考证号:单位:项目名 称考件八材料 45钢 毛坯1 1 0X110X20考核时间360mi n第 1页 共 1 页职业技能鉴定模拟试卷数控铳工中级操作技能考核试卷考件八评分表考件编号: _________ 姓名: __________ 准考证号: _________________ 单位: _____________序号项目考核内容配分评分标准检测结果扣分得分备注Ecu技术要求:1、 不准用砂布及锂刀等修饰表面:色29.082 -14.296B31.898:: P0.870 -P3.51P D 31.531 -45.406 E -09.69/ 10.8/7 r-31.3017.7143-9.0650-8.06一9C.0I二78。
![[全]FANUC数控铣床编程实例19-技能大赛试题](https://img.taocdn.com/s1/m/a207c6f30722192e4536f6e0.png)
FANUC数控铣床编程实例19-技能大赛试题从下面零件图可以看出,工件以ø120×40棒料为毛坯,需要加工正反两面及侧面。
零件正面第二面由于毛坯是圆柱体,可以先在有圆柱凸台的一面铣削工艺凸台(两侧铣台阶)。
工步1:铣削工艺凸台将零件按下图安装下面是走刀轨迹参考程序T01M6G90G54G40G43H1G00Z100M03S2500 M08X27Y-10G00Z5G1Z-4F500G1G41Y9F30D1 X-27G40Y-10G0Z100T0M6M9M5M30仿真结果将工件刚刚加工好的一面向下,并垫在垫铁上,以确保加工的第二个侧面与之平行。
使用相同的程序加工第二侧,结果如下工步2:铣削零件上表面工件装夹如下,坐标原点设在工件上表面中心。
可以使用磁力表座架百分表盘表找正。
走刀轨迹参考程序T2M6G90G54G40G43H2G00Z100M03S2500 M08X90Y-40G00Z5G1Z0F500G1X-90F50Y0X90Y40X-90G0Z100 T0M6 M9M5M30仿真结果工步3:铣削零件六边形凸台走刀轨迹如下,原点仍设置在工件上表面中心。
在一条水平的直线边中间圆弧切入,保证刀具下刀时在工件范围之外,所以切入圆弧设为25,刀具直径20。
顺时针走刀,切削为顺铣。
编程时直接编程至六边形的各个顶点,使用圆角功能加工。
切入切出使用直角坐标编程,六边形使用极坐标编程。
参考程序T3M6G90G54G40G43H3G00Z100M03S2500 M08G00X0Y-72.6G1Z-5F500G1G41X25F300D1 G3X0Y-47.6R25 G16G1X55Y-120,R3 Y-180,R3Y-240,R3Y-300,R3Y-360,R3Y-60,R3X47.6Y-90G15G3X-25Y-72.6R25 G01G40X0G0Z100M9M5M30仿真结果工步4:铣削凸台各角六个开口槽可以使用旋转功能加工这六个小区域,下面是其中一个的走刀轨迹。

第44届世界技能大赛厦门市选拔赛数控铣工样题
第44届世界技能大赛厦门市选拔赛数控铣工样题
考件编号:
试题1、零件加工
⒈考核要求:
⑴本题分值:100分
⑵考核时间:330min
⑶考核形式:机床操作
⑷具体考核要求:
根据零件图纸(X204)完成加工,可以使用CAD/CAM系统。
⑸否定项说明:
①出现危及考生或他人安全的状况将中止考试,如果原因是考生操作失误所
致,考生该题成绩记零分。
②因考生操作失误所致,导致设备故障且当场无法排除将中止考试,考生该
题成绩记零分。
③因刀具、工具损坏而无法继续应中止考试。
试题2、测量工作台面的平面度
1. 考核要求:
⑴本题分值:100分
⑵考核时间:30min
⑶考核形式:实操
⑷具体考核要求:依据国标完成工作台面平面度测量,将测量结果写在试题单上。
⑸否定项说明:
①出现危及考生或他人安全的状况将中止考试,如果原因是考生操作失误所致,
考生该题成绩记零分。
②因考生操作失误所致,导致工具、设备故障且当场无法排除将中止考试,考生
该题成绩记零分。


世界技能大赛数控铣实操试题1. 背景介绍世界技能大赛是国际技术技能竞赛的顶级赛事之一,旨在鼓励和推动各国青年职业技能的发展和交流。
数控铣实操试题是其中一个重要的项目,通过该项目可以考察参赛选手在数控铣削领域的能力和技术水平。
2. 试题要求本次数控铣实操试题要求参赛选手在规定时间内,根据所给的零件图纸和工序要求,完成相应的数控铣削操作。
试题主要包含以下内容:2.1 零件图纸参赛选手将会收到一个具体的零件图纸,包含零件的几何形状、尺寸和加工工艺要求等信息。
选手需要根据图纸上的标注信息,正确理解零件的要求,进行后续的加工操作。
2.2 数控铣削要求参赛选手需要在数控铣床上完成指定的加工工序,具体要求如下:•加工前准备:–检查机床和刀具的状态,并保证其正常工作。
–根据零件图纸,选择适当的夹具和刀具。
–进行机床的工装调整和相应的刀具装夹操作。
•加工工序:–根据零件图纸和工序要求,进行初始位置的设定和工件的安装。
–进行数控程序的编程操作,以实现所需的加工过程。
编程要求可以是G代码、M代码,或者其他相关的数控指令。
–按照加工工序要求,进行数控铣削操作。
需要注意的是,选手需要保证加工精度和表面质量的要求。
–在每个工序完成之后,选手需要及时进行工件的测量和质量检查,确保加工的准确性和合格性。
•加工后处理:–完成零件的加工后,选手需要进行相应的后处理工作,如清理机床和工作台,修整刀具等。
2.3 评分标准对于参赛选手的实操操作,将会按照以下几个方面进行评分:•加工的准确性和合格性。
•加工精度和表面质量的要求。
•程序编制的正确性和合理性。
•安全操作和操作规范的遵守。
•性能和技能的综合能力。
3. 实施方案为了保证试题的公平性和科学性,数控铣实操试题需要注意以下几个方面的实施方案:3.1 试题设计试题设计需要根据实际需求和参赛要求,挑选合适的零件图纸和工序要求。
同时,还需要设计适当的加工难度,以考察选手的动手能力和技术水平。

数控技能大赛测试题(一)一、判断题1.外螺纹的规定画法是:大径用细实线表示,小径用粗实线表示,终止线用虚线表示。
(X)2.材料的屈服点越低,则允许的工作应力越高。
( X )3.绞孔是用绞刀从工件孔壁上切削较小的余量,以提高加工的尺寸精度和减小表面粗糙度的方法。
( √ )4.实际的切削速度为编程的F设定的值乘以主轴转速倍率。
( X )5.在同一次安装中进行多工序加工,应先完成对工件刚性破坏较大的工序。
( X )6.铣床上使用的平口钳、回转工作台属于通用夹具。
( √ )7.数控车床的刀具大多数采用焊接式刀片。
( X )8.硬质合金刀片可以用机械夹紧,也可以用钎焊方式固定在刀具的切削部位上。
( √ )9.车削多头螺纹或大螺距螺纹时,必须考虑螺纹升角对车刀工作角度的影响。
( √ )10.如果实际刀具与编程刀具长度不符时,可用长度补偿来进行修正,不必改变所编程序。
( √ )11.精加工时,使用切削液的目的是为了降低切削温度,起冷却作用。
( X )12.准备功能G40、G41、G42都是模态指令。
( √ )13.数控机床中MDI是机床诊断智能化的英文缩写。
( X )14.参考点是机床上的一个固定点,与加工程序无关。
( √ )15.数控零件程序文件名一般是由字母“0”开头,后面跟四个数字组成。
( √ )16.数控系统操作面板上的复位键的功能是解除报警和数控系统的复位。
( √ )17.返回机床参考点操作时与机床运动部件所处的位置无关。
( X )18.乳化液主要用来减少切削过程中的摩檫和降低切削温度. (X )19.刀补程序段内必须有G00与G01功能才能有效. ( √ )20.在CRT/MDI面板的功能中,用于程序编制的是POS键. ( X )21.建立工件坐标系,关键在于选择选择机床的坐标系原点。
( X )22.有些数控机床配置比较抵挡,为了防止失步,应将G00改成G01 。
( √ )23.工具钢按用途可分为碳素工具钢、合金工具钢和高速工具钢。
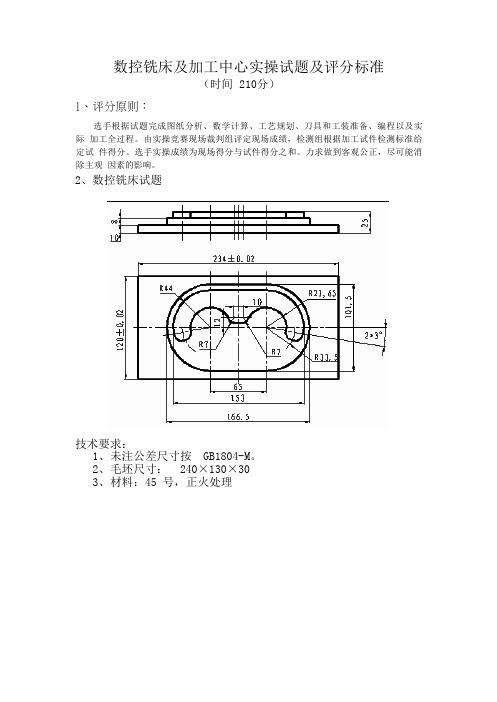
第二届数控技能大赛数控铣/加工中心实际操作考试题一、实操考评1.考场设施:数控铣床一台以上,并配齐加工必需的夹具、量具、刀具、机床附件和毛坯材料。
2.加工要求:待加工零件图纸一份(含工艺卡片);毛坯160x120x30 45# 钢板一块;考试时间控制在4小时以内。
3.考试程序(1)考生需编制填写加工工艺卡片。
自己考虑工序的先后安排、所需的刀具尽量使用考场提供的类型、规格尺寸。
(2)原则上所有加工用程序都由考生手工计算节点编写,如确实不能计算可向老师申请使用计算机绘图求算节点坐标(扣分)。
(2)考生将程序代码输入机床,完成加工前的工艺准备。
(3)考生正确地操作机床并完成加工任务,要求零件形状、尺寸正确,表面基本光洁,不能有明显台阶刀痕。
4.考评人员的评判标准(见实操考试评分表)。
注意事项考试的时间限制为4小时,超过4小时,但已完成粗加工或轮廓外形加工,可酌情给分;如粗、精加工均未完成,该考生成绩为0分;操作期间如发生影响安全的违规操作,该考生成绩为0分。
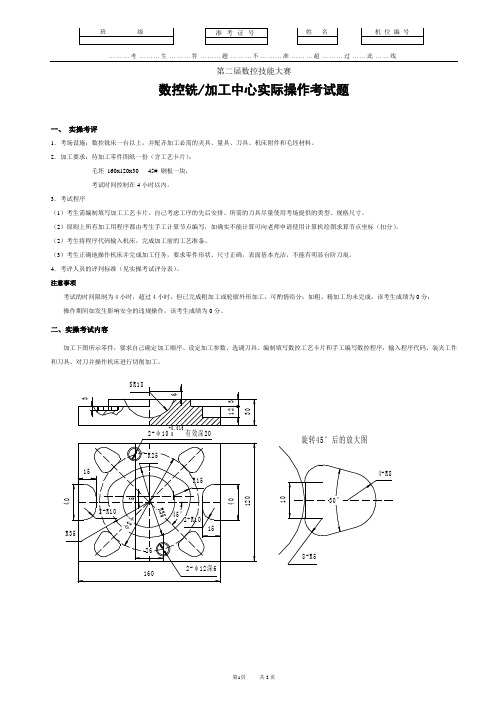
二、实操考试内容加工下图所示零件,要求自己确定加工顺序、设定加工参数、选调刀具、编制填写数控工艺卡片和手工编写数控程序,输入程序代码、装夹工件和刀具、对刀并操作机床进行切削加工。
实操考试评分表实操考试的目的是测试考生编制加工工艺、设定加工参数、选调刀具、编写程序及操控数控机床等综合技能,填写工艺卡片、编程、装调工件与刀具等辅助时间(不超过100分钟)加上实际加工时间应控制在4小时之内。
准考证号考生姓名:班级:考评教师:注意:(1)考试的时间限制为4小时,超过4小时,但已完成粗加工或轮廓加工,可酌情给分,如粗、精加工均未完成,该考生成绩为0分。
(2)操作期间如发生影响安全的违规操作,该考生成绩为0分。
考评教师签名/日期。

数控加工中心中级操作技能考核试卷考件编号:姓名:准考证号:单位:其余h8(工艺孔).技术要求:1、不准用砂布及锉刀等修饰表面;2、未注公差尺寸按GB1804-M。
项目名称考件一材料45 钢毛坯φ110×20考核时间240min第 1 页共 1 页职业技能鉴定模拟试卷数控加工中心中级操作技能考核试卷考件一评分表考件编号:姓名:准考证号:单位:序号项目考核内容IT85 0-0.06 RaIT75 0-0.06 Ra 配分评分标准4 超差 0.01 扣2 分4 降一级扣 2 分4 超差 0.01 扣2 分4 降一级扣 2 分检测结果扣分得分备注1外形2槽6±0.08R10 12 ± 0.043程序编制建立工作坐标系程序代码正确刀具轨迹显示正确2 出现错误不得分4 出现错误不得分3 出现错误不得分4 机床操作工、量、刃具执行操作规程5的正确使用使用工具、量具2违反规程不得分3选择错误不得分67监考人加工时间超过定额时间 5min 扣1 分;超过10min 扣5 分,以后每超过5min 加扣5 分,超过30min则停止考试。
文明生产按有关规定每违反一项从总分中扣 3 分,发生重大事故取消考试。
扣分不超过10 分。
检验员考评员IT4超差 0.01 扣2 分30- 0.06Ra4降一级扣 2 分IT4超差 0.01 扣 2 分Ra4降一级扣 2 分IT4超差 0.01 扣 2 分Ra2降一级扣 2 分IT32 ± 0.054超差 0.01 扣 1 分Ra4降一级扣 2 分IT4超差 0.01 扣 1 分Ra 4降一级扣 2 分3±0.08ITRa42超差 0.01 扣 1 分降一级扣 2 分程序要完整4出现错误不得分开机及系统复位3出现错误不得分装夹工件2出现错误不得分输入及修改程序5出现错误不得分正确设定对刀点3出现错误不得分建立刀补4出现错误不得分自动运行3出现错误不得分职业技能鉴定模拟试卷数控加工中心中级操作技能考核试卷考件编号:姓名:准考证号:单位:其余h8(技术要求:1、不准用砂布及锉刀等修饰表面;2、未注公差尺寸按GB1804-M。
世界技能大赛数控铣实操试题
一、试题简介
本试题是世界技能大赛数控铣实操试题,旨在考察参赛选手在数控铣刨机操作方面的技能和理论知识掌握程度。
试题内容涵盖数控铣刨机的操作流程、程序编写、刀具选择等方面的知识和技能要求。
二、试题要求
本试题要求参赛选手完成指定的数控铣实操任务,包括程序编写、工件装夹、刀具调整、加工操作等环节。
参赛选手需要在规定的时间内完成任务,并保证加工精度和质量。
1. 编程要求
参赛选手需要根据题目要求编写数控铣刨机的加工程序。
程序应包括如下内容:
•加工轮廓的G代码编写。
•加工过程中的速度、进给量和补偿等参数设置。
•切削刀具的选择和参数设定。
•安全保护代码的编写。
2. 工件装夹要求
参赛选手需要根据题目要求选择合适的工件装夹方式,并
完成工件的装夹。
工件装夹要求稳固可靠,确保加工过程中不发生工件松动或移位。
3. 刀具调整要求
参赛选手需要根据题目要求选择合适的刀具,并进行调整。
刀具调整要求准确,确保切削面与工件表面的间距符合要求,并保证切削刀具的质量和精确度。
4. 加工操作要求
参赛选手需要根据编写好的程序,进行数控铣刨机的加工
操作。
加工操作要求准确无误,保证加工质量和精度。
在加工过程中,参赛选手需要注意操作规范和安全要求,确保自身安全和设备安全。
5. 加工精度要求
参赛选手需要根据题目要求保证加工精度。
加工精度包括
轮廓形状的准确度、尺寸的精确度、表面光洁度等要求。
参赛
选手需要在规定的时间内完成加工任务,并保证加工精度符合要求。
三、评分标准
参赛选手的试题成绩将根据以下几个方面进行评分:
1.程序编写的准确性和完整性。
2.工件装夹的稳固性和可靠性。
3.刀具调整的准确性和精确度。
4.加工操作的准确性和规范性。
5.加工精度的符合程度。
以上各项评分指标将根据试题难度和要求的不同进行评分权重的调整。
评分标准将在比赛开始前向参赛选手进行详细讲解和解答。
四、注意事项
1.参赛选手应严格遵守比赛规则和要求,不得抄袭、
或违规操作。
2.参赛选手应保持良好的心态,充分准备,灵活应对
考试内容和考试环节的变化。
3.参赛选手应严格遵守安全操作规程,确保个人和设
备的安全。
五、
本试题是世界技能大赛数控铣实操试题,重点考察参赛选
手在数控铣刨机操作方面的技能和理论知识掌握程度。
通过完成试题任务,可以评测参赛选手的编程能力、工件装夹能力、刀具调整能力、加工操作能力和加工精度控制能力。
希望本试题能够帮助选手提升技能水平,更好地应对实际工作中的挑战。