第五章 毛坯选择
- 格式:ppt
- 大小:1.24 MB
- 文档页数:40
第5 章机械零件毛坯的选择机械零件的制造包括毛坯成形和切削加工两个阶段,毛坯成形不仅对后续的切削加工产生很大的影响,而且对零件乃至机械产品的质量、使用性能、生产周期和成本等都有影响。
因此,正确选择毛坯的类型和生产方法对于机械制造具有重要意义。
本章将着重介绍毛坯选择的原则及典型机械零件毛坯的选择。
5.1 毛坯选择的原则机械零件常用的毛坯类型有铸件、锻件、轧制型材、挤压件、冲压件、焊接件、粉末冶金件和注射成型件等,每种类型的毛坯都可以有多种成形方法,在选择时我们遵循的原则是:在保证毛坯质量的前提下,力求选用高效、低成本、制造周期短的毛坯生产方法。
一般毛坯选择步骤是:首先由设计人员提出毛坯材料和加工后要达到的质量要求,然后再由工艺人员根据零件图、生产批量,并综合考虑交货期限及现有可利用的设备、人员和技术水平等选定合适的毛坯生产方法。
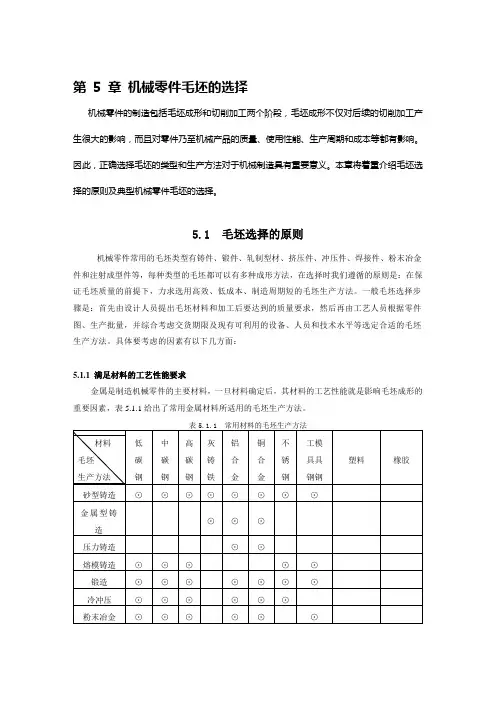
具体要考虑的因素有以下几方面:5.1.1 满足材料的工艺性能要求金属是制造机械零件的主要材料,一旦材料确定后,其材料的工艺性能就是影响毛坯成形的重要因素,表5.1.1给出了常用金属材料所适用的毛坯生产方法。
注:表中“⊙”表示材料适宜或可以采用的毛坯生产方法。
5.1.2 满足零件的使用要求零件的使用要求主要包括零件的结构形状和尺寸要求、零件的工作条件(通常指零件的受力情况、工作环境和接触介质等)以及对零件性能的要求等。
1. 结构形状和尺寸的要求机械零件由于使用功能不同,其结构形状和尺寸往往差异较大,各种毛坯生产方法对零件结构形状和尺寸的适应能力也不相同,所以选择毛坯时,应认真分析零件的结构形状和尺寸特点,选择与之相适应的毛坯制造方法。
对于结构形状复杂的中小型零件,为了使毛坯形状与零件较为接近,应先确定以铸件作为毛坯,然后再根据使用性能要求等选择砂型铸造、金属型铸造或熔模铸造。
对于结构形状很复杂且轮廓尺寸不大的零件,宜选择熔模铸造;对于结构形状较为复杂,且抗冲击能力、抗疲劳强度要求较高的中小型零件,宜选择模锻件毛坯;对于那些结构形状相当复杂且轮廓尺寸又较大的零件,宜选择组合毛坯。
第5 章机械零件毛坯的选择机械零件的制造包罗毛坯成形和切削加工两个阶段,毛坯成形不仅对后续的切削加工发生很大的影响,而且对零件乃至机械产物的质量、使用性能、出产周期和成本等都有影响。
因此,正确选择毛坯的类型和出产方法对于机械制造具有重要意义。
本章将着重介绍毛坯选择的原那么及典型机械零件毛坯的选择。
5.1 毛坯选择的原那么机械零件常用的毛坯类型有铸件、锻件、轧制型材、挤压件、冲压件、焊接件、粉末冶金件和打针成型件等,每种类型的毛坯都可以有多种成形方法,在选择时我们遵循的原那么是:在包管毛坯质量的前提下,力求选用高效、低成本、制造周期短的毛坯出产方法。
一般毛坯选择步调是:首先由设计人员提出毛坯材料和加工后要达到的质量要求,然后再由工艺人员按照零件图、出产批量,并综合考虑交货期限及现有可操纵的设备、人员和技术程度等选定适宜的毛坯出产方法。
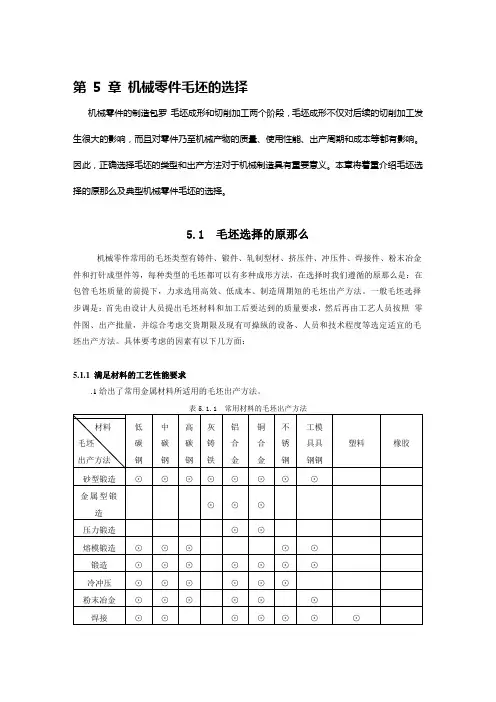
具体要考虑的因素有以下几方面:5.1.1 满足材料的工艺性能要求.1给出了常用金属材料所适用的毛坯出产方法。
注:表中“⊙〞暗示材料适宜或可以采用的毛坯出产方法。
5.1.2 满足零件的使用要求零件的使用要求主要包罗零件的布局形状和尺寸要求、零件的工作条件〔通常指零件的受力情况、工作环境和接触介质等〕以及对零件性能的要求等。
1. 布局形状和尺寸的要求机械零件由于使用功能不同,其布局形状和尺寸往往差别较大,各种毛坯出产方法对零件布局形状和尺寸的适应能力也不不异,所以选择毛坯时,应当真阐发零件的布局形状和尺寸特点,选择与之相适应的毛坯制造方法。
对于布局形状复杂的中小型零件,为了使毛坯形状与零件较为接近,应先确定以铸件作为毛坯,然后再按照使用性能要求等选择砂型锻造、金属型锻造或熔模锻造。
对于布局形状很复杂且轮廓尺寸不大的零件,宜选择熔模锻造;对于布局形状较为复杂,且抗冲击能力、抗疲劳强度要求较高的中小型零件,宜选择模锻件毛坯;对于那些布局形状相当复杂且轮廓尺寸又较大的零件,宜选择组合毛坯。