最新中厚板生产61页-BD
- 格式:ppt
- 大小:2.65 MB
- 文档页数:62
最新的中厚板国家标准规范中厚板作为建筑结构和机械制造领域中不可或缺的材料,其质量直接影响到工程的安全和性能。
随着技术的发展和市场需求的变化,中厚板的国家标准规范也在不断更新以适应新的应用需求。
以下是最新的中厚板国家标准规范的主要内容:1. 产品分类:中厚板按照其用途和制造工艺可分为普通中厚板、高强度中厚板、船用中厚板等。
2. 尺寸规格:中厚板的尺寸应符合国家标准规定的尺寸范围,包括板宽、板长和板厚等。
3. 化学成分:中厚板的化学成分应满足国家标准对碳、锰、硅、磷、硫等元素的含量要求。
4. 力学性能:中厚板的力学性能包括屈服强度、抗拉强度、延伸率等,这些性能指标应达到国家标准规定的最低要求。
5. 工艺要求:中厚板的生产工艺应符合国家标准规定的工艺流程,包括热轧、正火、退火等。
6. 表面质量:中厚板的表面应平整、无裂纹、无折叠、无结疤等缺陷,表面粗糙度应满足国家标准的要求。
7. 检验规则:中厚板的生产和验收应按照国家标准的检验规则进行,包括化学成分分析、力学性能测试、尺寸精度检验等。
8. 包装、标志和储存:中厚板的包装应符合国家标准的包装要求,标志应清晰,储存条件应满足防腐蚀、防变形的要求。
9. 环保要求:随着环保意识的提高,中厚板的生产过程中应尽量减少对环境的影响,符合国家环保标准。
10. 质量保证:生产企业应建立完善的质量保证体系,确保中厚板产品的质量符合国家标准。
随着科技的进步和新材料的研发,中厚板的国家标准规范也在不断完善和发展,以满足更高的工程需求和更严格的安全标准。
生产企业和用户都应密切关注国家标准的最新动态,确保产品和工程的合规性。
不锈钢中厚板执行标准一、材质类型不锈钢中厚板按组织结构分为奥氏体型、奥氏体-铁素体型、铁素体型、马氏体型和沉淀硬化型五类。
二、尺寸精度不锈钢中厚板的尺寸精度根据不同的厚度范围而有所不同。
一般而言,厚度为0.5mm至1.5mm的不锈钢板,其尺寸精度应符合GB/T3280-2015《不锈钢冷轧钢板和钢带》的规定。
厚度大于1.5mm的不锈钢板,其尺寸精度应符合GB/T4237-2015《不锈钢热轧钢板和钢带》的规定。
三、表面质量不锈钢中厚板的表面质量应符合以下要求:1.钢板表面应无气泡、夹杂、裂纹、分层、氧化皮和锈蚀等缺陷;2.钢板表面应平整,无明显弯曲和扭曲现象;3.对于特定用途的不锈钢板,如食品级不锈钢,其表面应无有害元素析出。
四、机械性能不锈钢中厚板的机械性能应符合相应标准的规定,包括抗拉强度、屈服强度、伸长率和硬度等指标Q具体要求应根据实际用途和制造工艺而定。
五、化学成分不锈钢中厚板的化学成分应符合相应标准的规定,包括C、Si、Mn.P、S、Cr>Ni等元素。
不同类型的不锈钢对化学成分的要求也有所不同。
六、试验方法不锈钢中厚板的试验方法应符合相应标准的规定,包括拉伸试验、冲击试验、弯曲试验、硬度试验和晶间腐蚀试验等。
七、检验规则不锈钢中厚板的检验规则应符合相应标准的规定,包括检验项目、检验方法、检验规则和复验规则等。
八、包装标识不锈钢中厚板的包装标识应符合相应标准的规定,包括产品名称、规格型号、材质、生产日期和批次号等信息。
包装标识应清晰、易识别,方便用户在使用过程中追溯产品信息。
九、质量证明书不锈钢中厚板的质量证明书应包含以下内容:产品名称、规格型号、材质、生产日期和批次号等信息;产品的主要性能指标和检验结果;产品的外观和质量符合性检验结果;其他相关技术资料和数据。
质量证明书应由生产企业或其授权的代表签发,并加盖生产企业或其授权的代表的印章。
十、使用要求不锈钢中厚板在使用过程中应注意以下几点:保持清洁,避免接触有害物质;防止腐蚀和机械损伤;根据实际用途选择合适的不锈钢类型和规格;遵守安全操作规程,防止意外事故的发生Q此外,在使用过程中,还应定期进行维护和检查,确保不锈钢中厚板的安全性和稳定性。
九江钢铁3500mm中厚板生产线工艺分析周李泉【摘要】介绍了中冶京诚工程技术有限公司总承包项目江西九江钢铁有限公司3 500 mm双机架中厚板生产线产品结构、生产工艺、主要设备性能特点.【期刊名称】《现代冶金》【年(卷),期】2012(040)003【总页数】3页(P43-45)【关键词】中厚板;装机水平;生产工艺;产品结构【作者】周李泉【作者单位】中冶京诚工程技术有限公司,北京100176【正文语种】中文【中图分类】TG335.5+2引言江西九江钢铁有限公司(以下简称“九江钢铁”)3 500 mm中厚板生产线是中冶京诚工程技术有限公司(以下简称“中冶京诚”)具有自主知识产权的EPC总承包项目。
该生产线采用3 500 mm双机架四辊轧机的布置形式,热轧生产作业线包括板坯横移装置、板坯称重装置、步进式加热炉、推钢式加热炉、高压水除鳞、3 500 mm 粗轧机、 3 500 mm精轧机、 ACC层流冷却装置、热矫直机、热钢板标记装置、冷床、切头剪、双边剪、定尺剪、成品钢板标记装置、成品检查及横移台架、成品收集台架等设备。
车间总长453 m、宽261 m。
工程一期建设规模为130×104 t/a,预留第二条剪切线与热处理区域设备,主厂房建筑物轴线总面积约92 000 m2。
1 生产工艺1. 1 连铸坯规格连铸坯规格:厚度170,210,250 mm,宽度1 300~ 2 100 mm(200 mm进级),长度1 500~ 3 300 mm(入炉定尺长),单重2. 58~ 13. 51 t(入炉定尺坯)。
1. 2 产品品种产品主要为碳素结构钢板、低合金结构钢板、造船用钢板、管线钢板、锅炉用钢板、桥梁及耐候钢板、压力容器用钢板、工程机械用钢板、高层建筑结构用钢板等。
1. 3 产品规格产品规格:厚度5~ 80 mm,宽度900~ 3 200 mm,长度3 000~ 18 000 m,单重最大12. 2 t。
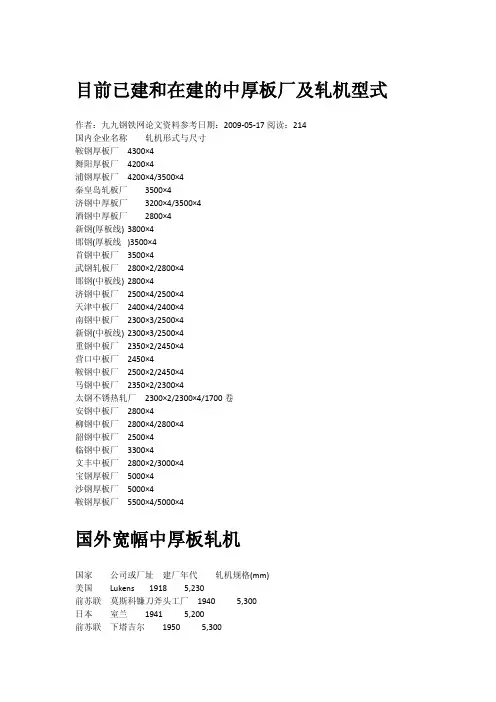
目前已建和在建的中厚板厂及轧机型式作者:九九钢铁网论文资料参考日期:2009-05-17阅读:214国内企业名称轧机形式与尺寸鞍钢厚板厂4300×4舞阳厚板厂4200×4浦钢厚板厂4200×4/3500×4秦皇岛轧板厂3500×4济钢中厚板厂3200×4/3500×4酒钢中厚板厂2800×4新钢(厚板线) 3800×4邯钢(厚板线)3500×4首钢中板厂3500×4武钢轧板厂2800×2/2800×4邯钢(中板线) 2800×4济钢中板厂2500×4/2500×4天津中板厂2400×4/2400×4南钢中板厂2300×3/2500×4新钢(中板线) 2300×3/2500×4重钢中板厂2350×2/2450×4营口中板厂2450×4鞍钢中板厂2500×2/2450×4马钢中板厂2350×2/2300×4太钢不锈热轧厂2300×2/2300×4/1700卷安钢中板厂2800×4柳钢中板厂2800×4/2800×4韶钢中板厂2500×4临钢中板厂3300×4文丰中板厂2800×2/3000×4宝钢厚板厂5000×4沙钢厚板厂5000×4鞍钢厚板厂5500×4/5000×4国外宽幅中厚板轧机国家公司或厂址建厂年代轧机规格(mm)美国Lukens 1918 5,230前苏联莫斯科镰刀斧头工厂1940 5,300日本室兰1941 5,200前苏联下塔吉尔1950 5,300德国M·hem 1957 5,100法国Dunkerque 1962 3,350/4,320+5,000日本住友鹿岛1970 4,800+5,490德国Dillingen 1972 5,500+4,800日本新日铁大分1976 5,500日本川崎水岛2号1976 5,500日本NKK京浜1976 5,500前苏联伊尔诺斯克1984 5,000韩国6套中厚板轧机分别如下:1. 东国2550 三辊劳特式中板轧机2. 浦项3400 单机架四辊式中厚板轧机3. 浦项4724+4724 双机架四辊式宽厚板轧机4. 东国3400 单机架四辊式中厚板轧机5. 浦项4300 单机架PC四辊式中厚板轧机6. 东国4300 双机架四辊式中厚板轧机世界5m及以上级宽厚板轧机基本情况统计2009-04-22 15:59:07作者:铁诺咨询来源:制钢参考网浏览次数:0文字大小:【大】【中】【小】No 国家公司或厂址建厂年代轧机规格(mm) 轧机组成产量(×104) 备注1 美国Lukens 1918 5,230 4h 30 在2000年12版“Iron and Steel Works of the World”中已无记载。


八钢中厚板生产组织管理及其优化张亮;周忠华;李斌【摘要】从中厚板坯料料型、加热炉炉型、轧制计划、精整物流以及合同管理方面分析了八钢中厚板生产组织管理存在的难点.结合中厚板分厂的工艺装备,提出了中厚板生产以优化组板规程、生产计划编制优化、畅通物流为原则的组织管理模式.【期刊名称】《新疆钢铁》【年(卷),期】2010(000)004【总页数】4页(P49-52)【关键词】生产组织;优化组板;生产计划;物流管理;合同跟踪【作者】张亮;周忠华;李斌【作者单位】新疆八一钢铁股份有限公司;新疆八一钢铁股份有限公司;新疆八一钢铁股份有限公司【正文语种】中文【中图分类】TG335.5+2八钢4200mm/3500mm中厚板一期工程于2009年2月投产,一期设计年产量为65万t,年所需原料72.22万t连铸板坯,产品品种比例构成为普通碳素结构板占40%,低合金高强度板、工程机械用板、锅炉容器板、桥梁板合计占60%。
产品交货状态为热轧和简易控轧状态交货,成品厚度规格8~40mm,宽度规格1400~3200mm,成品最大长度16000mm。
八钢3500mm中厚板产线自投产以来,为了充分发挥设备的技术水平,在生产组织方式上不断探索,通过改进优化组板规程、计划编制、合同跟踪和畅通物流,中厚板生产管理水平和产能得到了显著提高。
八钢中厚板产线一期工艺流程如图1所示。
(1)加热炉:2座推钢式侧烧四段连续加热炉,炉体有效尺寸(炉长×炉宽):40.15m×4.5m,燃烧介质采用混合煤气、焦炉煤气,炉筋管冷却采用汽化冷却。
(2)精轧机:四辊可逆式3500mm精轧机,工作辊尺寸为1020/960×3500(mm),支撑辊尺寸为2000/1860×3400(mm),最大允许轧制压力60000kN,最大允许轧制力矩2×2800kN·m,最高轧制速度6.4m/s,弯辊力单侧1500kN,HGC缸总承载力60000kN。
材料对照表(2006年G版)下面是简易的材料对照表,加“*”符号的是GE公司D50A152(L)确认又经EPE批准的材料,加“**”符号的是GE-EPE“SDR”认可的材料。
在使用时设计人员应优先使用本表,本表没有的才使用NB0191。
No. GE材料中国材料 GE材料中国材料1**AISI 304L **00Cr19Ni10薄板, 棒,管,*B4A2F(S34) *20中板,角钢2 **316 **00Cr17Ni14Mo2薄板*B4A2X1(S34) *20棒, 薄板3**B4A2X1(S34)**20g中厚板**316 **0Cr17Ni12Mo2薄板,钢丝,锻件,棒4**B4A5D(S13) **20锻件**316L **00Cr17Ni14Mo2钢管,中厚板,棒5 **F316L **00Cr17Ni14Mo2钢管**B4A10(S17) **Q345A409 **00Cr19Ni10薄板,中厚板**B4A26A(S12) **20棒, 薄板6 **AISI439 **304L薄板 **B4A26A(S12)**20g中厚板7 **AISI1020 **20薄板*B4A39A(S11) *20钢管8 **AISI9 **AISI 1018-1020 **20方钢, 棒 *B4A39B(S11) *20钢管C1015 **Q235A *B4A39C(S11) *20钢管10 **AISI11 ** GR B API 5L-04 **20管 *B4A39D(S11) *20钢管12 **Gr.32510 ASTM A47-99**20钢管,棒 *B4A39E(S11) *20钢管A47-1999 **20棒**B4A45A(S9) **Q345A,H型钢,角钢,中厚板13 **ASTM14 **TYPE S CLASS A ASTM A53-04 **20钢管 **B4A47C(S5) **Q345A中厚板A105-01 **30锻件 *B4A48A(S3) *20棒15 **ASTM16 **ASTM A106 **20钢管 **B4A51B(S4) **20精制管, 管17 ** B级ASTM A106 **20钢管 **B4A56A2(S3) **16MnR厚板18 **F304L ASTM A182-05 **00Cr19Ni10锻件,钢管**B4A57B1(S2) **20精制管19 **F316 ASTM A182-05**0Cr17Ni12Mo2锻件**B5F4C(S23) **42CrMoA棒20 ** WPB ASTM A234-04 **20锻件 **B5F5B3(S26) **45CrMoV A棒21 **ASTM A276-96 TYPE316 **0Cr17Ni12Mo2棒**B7A2C(S14) **0Cr18Ni9薄板**0Cr18Ni9钢管22 **Grade B ASTM A307-04**35棒 **B7A17B(S10)23 **TP304L ASTM A312-04**00Cr19Ni10钢管**B7A17B2(S10) **0Cr18Ni9钢管24 **FP316L ASTM A312-04**00Cr17Ni14Mo2钢管**B7A25B(S5) **0Cr18Ni10Ti薄板25 **ASTM A366M-91 **SC1(**08Al) 中厚板, 薄板**B7A31A3(S10) **0Cr18Ni9棒,中厚板26 **F304L ASTM A403-04 **00Cr19Ni10锻件**B7A34C2(S16) **0Cr18Ni9薄板27 **F316L ASTM A403-04 **00Cr17Ni14Mo2锻件**B7A44C2(S4) **00Cr19Ni10钢带28 ** CS A ASTM A1008M-04 **SC1(**08Al) 中厚板,薄板**B7A54A(S4) **0Cr18Ni9中厚板,管29 **B2M1C(S31) **ZG230-450 **B7A59B(S4) **00Cr19Ni10钢管30 *B4A2(S34) *20 *B7A62A(S4) *00Cr19Ni10中厚板31 *B4A2A(S34) *20棒 *B7A63A3(S3)*00Cr19Ni10中厚板,棒,管32 *B4A2A(S34)*Q235A薄板 *B7A68B(S9) *00Cr19Ni10薄板,中厚板33 **B4A2A(S34)**20g中厚板 **B7A68C2(S9) **00Cr19Ni10薄板34 *B4A2C(S34) *20 **B7A80A2(S4) **00Cr17Ni14Mo2薄板35 **B4A2C4(S34) **20g中厚板 *B7A82A3(S5) *0Cr17Ni12Mo2棒材料对照表(2006年G版)下面是简易的材料对照表,加“*”符号的是GE公司D50A152(L)确认又经EPE批准的材料,加“**”符号的是GE-EPE“SDR”认可的材料。
摘要随着造船、石油、天然气运输管道等行业的迅猛发展,对超宽、高精度的中厚板需求量大大增加。
为了面对社会各个行业对板材的大量需求和国外优质产品的竞争,以及满足我国对中厚板的需求,特别设计了该生产线。
这条生产线的年设计能力为200万吨,典型产品规格:22.5×2500mmA36。
本次设计采用传统的生产工艺和现代最先进的新型轧机,并与许多新技术系统相结合来保证生产高精度中厚板,从而使产品在质量、精度等各方面都居于世界先进水平。
设计内容主要包括:中厚板生产现状与发展综述、产品方案与金属平衡制定、设备选择及参数确定、工艺流程制定、典型产品压下规程设计、板型控制等。
另外该设计附有车间平面布置图一张。
关键词: 中厚板,CVC轧机,压下规程,高精度轧制目录摘要 (1)目录 (2)1 绪论 (5)1.1国内中厚板生产的发展历史 (5)1.2中厚钢板生产的发展趋势 (6)1.3本设计目的与内容 (7)2 产品大纲与金属平衡 (8)2.1产品大纲 (8)2.1.1 产品大纲 (8)2.1.2 技术要求 (9)2.2.金属平衡 (10)3 设备选择及参数确定 (12)3.1宽厚板轧机选择 (12)3.1.1 新型轧机 (12)3.1.2 轧机选择 (14)3.2辅助设备选择 (15)3.2.1 加热设备选择 (15)3.2.2 炉型确定 (15)3.2.3 产量计算 (16)3.2.4 炉子尺寸确定 (16)3.3斜刃剪的选择 (17)3.3.1 斜刃剪的形式 (17)3.3.2 主要技术参数 (17)3.4矫直设备选择 (18)3.5冷床的选择 (20)3.5.1 冷床结构和形式 (20)3.5.2 冷床主要技术参数 (21)3.6起重运输设备选择 (22)3.6.1 辊道形式 (22)3.6.2 辊道主要技术参数 (22)3.6.3 起重机的选择 (22)3.6.4 起重机的主要参数 (23)3.7热处理设备选择 (23)4 生产工艺流程与轧制规程制定 (24)4.1坯料选择 (24)4.1.1 原料的种类 (24)4.1.2 原料的材质 (24)4.1.3 原料的设计 (24)4.1.4 原料表面的缺陷清理 (25)4.2坯料加热 (25)4.2.1 加热的目的 (25)4.2.2 钢的加热温度 (25)4.2.3 钢的加热速度 (26)4.2.4 钢的加热制度 (26)4.3钢的轧制 (26)4.4钢板精整 (28)4.5板形控制 (28)4.6轧制规程设计 (29)4.6.1 轧制道次 (29)4.6.2 各道次压下量分配 (29)4.6.3 速度制度 (32)4.6.4 温度制度 (33)4.6.5 力能参数计算 (33)4.7典型产品22.5×2500MM A36厚板生产压下规程设计 (35)5 轧制图表和年产量计算 (39)5.1轧制图表 (39)5.1.1 研究轧机工作图表的意义 (39)5.1.2 轧制图表的基本形式及其特征 (39)5.2年产量的计算 (40)5.2.1 轧机小时产量计算 (40)5.2.2轧钢机平均小时产量 (41)5.2.3 年产量的计算 (43)5.2.4 影响轧机产量的因素 (44)结论 (45)致谢 (47)参考文献 (49)1 绪论中厚板的需求主要集中在建筑、锅炉、机械、造船、石油、电力等行业,产品类别有汽车板、锅炉板、合金结构板、造船及采油平台钢板、油气输送管线用钢板等。
中厚板产品手册HEAVY PLATE PRODUCT MANUAL北京首钢股份有限公司B e i j i n g S h o u g a n gC o.,L t d.Chapter 1 Production Line Introduction第一章 产线简介首钢京唐公司中厚板产线拥有国内第一台400mm 板坯连铸机,拥有4300mm 和3500mm 两条生产线,常化炉、淬火炉、回火炉、车底炉等4座热处理炉,一条预处理产线及国内首条全流程复合板/卷自动化生产线。
产品规格覆盖厚度6~380mm、宽度1050~4050mm、钢板最大单重28.5吨。
首钢京唐公司中厚板产品涵盖12大系列+复合板、400多个品种,包括船舶及海洋工程用钢、管线钢、桥梁钢、容器板、风电钢、高建钢、工程机械用钢、耐磨钢、储罐钢、水电钢、结构用钢、模具钢。
产品广泛应用于能源、造船及海洋平台、机械制造、桥梁制造、交通运输、电力工程等行业。
Shougang Jingtang heavy plate production line is equipped with the domestic first 400mm continuous caster of slab, and two production lines of 3500mm and 4300mm, four heat treatment furnaces such as normalizing furnace, quenching furnace, tempering furnace and car bottom furnace, one pretreatment production line and the domestic first automatic production line of clad plate/coil. The product specifications cover the thickness of 6-380mm, the width of 1050-4050mm and the maximum unit weight of 28.5 tons.Shougang Jingtang Heavy plate category covers 12 major series and clad plate, more than 400 varieties,including shipbuilding and offshore steel, pipeline steel, bridge plate, vessel plate, wind power steel, high-risebuilding steel, high-strength steel, wear-resisitant steel, oil tank steel, hydropower steel, structure steel, and mouid steel. The products are widely applied to shipbuilding industry, energy industry (including pipeline project and petroleum chemistry industry), bridge building industry, transportation industry, manufacturing industry, power industry (including hydropower, wind power and heat power project) etc.1.1 生产流程示意图 Process Diagram1.1.1 炼钢系统Steel making system炼钢系统是一条低成本、高品质洁净钢生产线。
年产160万吨的中厚板厂车间设计摘要本设计是以唐山地区为条件,设计了年产量160万吨的4100mm中厚板厂,分析了在唐山地区建造新的中厚板厂的可行性和必要性。
结合设计条件及年产量要求完成了10个产品品种、10个产品规格的产品方案表和金属平衡表。
以钢种为Q195的连铸坯(500mm×1500mm×4100mm)轧制中厚板,典型产品规格为40mm×3100mm,整个设计分十一章进行详细讲解,第一章为中厚板的国内外发展概况及建厂可行性分析,总结了当前世界上中厚板生产技术的先进水平,包括设备、技术及理念等,然后详细进行了建厂的可行性分析;第二、三章是对设计任务、生产品种及工艺流程进行了确定,制定了产品方案和生产工艺;第四、五章介绍了车间平面布置,确定设备的间距、生产流线及设施面积的计算;第七章进行力能参数的计算,内容包括轧制表的计算、工具设计及强度校核;第八章进行主辅设备选择,根据产品的要求,合理的确定设备参数;第九章是对车间产量进行了计算,包括各设备的生产能力、车间平均小时生产能力及车间年生产能力;第十章编制了技术经济指标,确定了车间内各项设备、原材料、动力等利用程度的指标。
最后根据设计参数,绘制出了车间平面布置图。
关键词中厚板;车间设计;生产工艺Abstract This design that take the Tangshan area as a condition,has designed the annual yield of 1,6 million tons 4100mm new medium and heavy plate factory,analysed the feasibility and necessity of the construction of a new plate factory in Tangshan area. Combined design conditions and the requirements of annual yield,the design completes 10 product varieties,10 product specifications and metal balance sheet table. A cogged ingot (500mm × 1500mm × 4100mm) of Q195 is used for the rolling medium plate,and a typical product specifications is 40 mm ×3100mm.This design involves eleventh chapters,the first chapter describes the products,equipments and the developing situations of main medium plate enterprises about the internal and external. The plans of the products,the sorts of the products,the process flow and technological demand are described in the second and third chapter. The fourth and fifth chapter is about the plane dispose of the workshop,fixing the space between flown line and the equipment areas. The senventh chapter is about the calculation of the steel rolling,equipment capability,tool designing and intensionverifying. The eighth chapter is about the choice of mostly and assistant equipment which according to equipment parameter. The outputs of workshop,which involve the average output of per hour and the whole year outputs were calculated in the ninth chapter. The tenth chapter is about the technical and economic targets including the use of equipments,raw materials and power. At last,the layout of workshop was drawed according to designing parameters.Key words medium plate ;Workshop designing;Production technics1 总论中厚板主要用于建筑工程、机械制造、容器制造、造船、桥梁等行业,并且随着国民经济建设其需求量非常之大,范围也十分广。
我国中厚板轧机生产技术概述1、前言热轧中厚板生产设备包括热连轧机组、中厚板轧机和炉卷轧机等。
热连轧宽带钢轧机适合生产薄而窄的产品,常规中厚板轧机适合生产厚而宽的产品,而新兴的宽规格卷轧中厚板轧机(炉卷)能够生产前两种轧机生产比较困难的薄而宽规格的产品。
国内中厚板产量主要来源于中厚板轧机,其次是热连轧机。
随着长期生产实践与科学技术的不断进步,中厚板轧机生产工艺有两种方案:一是,传统的常规中厚板生产线,采用单张钢板轧制方式。
轧机布置型式有:三辊劳特式轧机(已淘汰);单机架四辊轧机;双机架布置,即二辊粗轧机+四辊精轧机或四辊粗轧机+四辊精轧机。
二是,卷轧中厚板生产线,即炉卷轧机,该工艺是从上世纪80年代逐步发展起来的,即可单张钢板轧制,又可采用卷轧方式生产中厚板。
我国于1936年在鞍钢建成第一套2300中板轧机(三辊劳特式)。
新中国于1958年和1 966年先后建成了鞍钢2800/1700半连续钢板轧机和武钢2800中厚板轧机、太钢2300/17 00炉卷轧机。
1978年建成了舞钢4200宽厚板轧机。
宝钢5000、沙钢5000、鞍钢5500宽厚板轧机分别于2005年、2006年、2008年建成投产。
我国常规的中厚板轧机目前可分三类,1类:4.3m和5m高水平轧机;2类:以3.5m为代表的中等水平轧机;3类:2.3、2.8m老旧轧机。
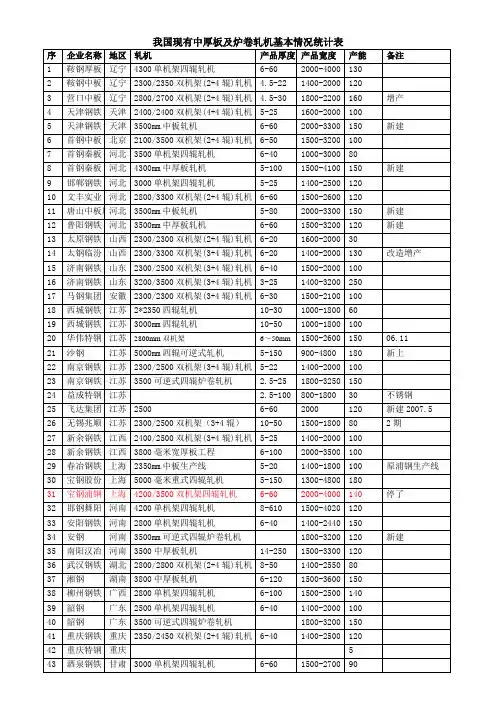
2008 年,我国中厚板轧机将达到59套,产能5553万t/a。
到2010年我国中厚板轧机产能将达到6500~7000万t/a(见表1)。
2、热轧中厚板生产工艺流程热轧中厚板生产工艺流程:a) 坯料准备工艺流程:选择坯料(种类、尺寸)—坯料清理—坯料检验—合格坯料。
b) 加热工艺流程:装炉—加热(控制加热时间、温度、速度和炉内气氛)—出炉。
c) 轧制工艺流程:除鳞—粗轧—精轧。
d) 精整工艺流程:矫直—冷却—表面检查—缺陷清理—剪切→(抛丸处理或热处理)→检验—标记—入库。