螺丝基本知识培训
- 格式:ppt
- 大小:6.85 MB
- 文档页数:89
打螺丝技巧培训范文打螺丝是机械制造和装配中常见的操作之一,技巧的掌握对于提高效率和质量至关重要。
以下是一些打螺丝的技巧培训,帮助操作人员更好地完成任务。
1.工具准备:首先,要确保工具齐全。
使用正确的螺丝刀、螺丝批和扳手是打螺丝的重要前提。
要选择合适的工具,以适应不同类型和规格的螺丝,以避免损坏零件或工具。
2.寻找正确的角度:在打螺丝之前,要观察螺丝和螺孔的位置,并寻找最佳的操作角度。
正确的角度不仅可以提高工作效率,还能减少误操作和损坏零件的风险。
3.调整力度:打螺丝时,要注意施加适当的力度。
力度太小可能无法紧固螺丝,力度太大则容易损坏螺母或螺丝头。
应根据螺丝的规格和材质调整力度,以确保螺丝的紧固效果和零件的安全性。
4.注意方向和顺序:打螺丝时,要注意旋转的方向和顺序。
一般来说,顺时针方向是紧固螺丝,逆时针方向是松开螺丝。
此外,打螺丝的顺序应符合装配要求,避免装配错误和零件间的不匹配。
5.注意姿势和手法:在打螺丝时,要保持正确的姿势和手法。
平稳的姿势可以提高准确性和效率,同时减少疲劳和伤害的风险。
双手要稳定地握住工具,以控制方向和力度,避免滑动和打滑。
6.审查和测试:在完成紧固螺丝后,要进行审查和测试。
通过检查螺丝是否牢固、零件是否对齐和操作是否正确,来确保装配的质量和效果。
同时,进行测试操作,检查螺丝的工作状态和承受能力,以提前发现潜在问题。
7.不断学习和实践:打螺丝的技巧需要不断的学习和实践。
通过观察和学习经验丰富的操作人员,参加相关培训课程和研讨会,以及多次实践操作,来提高自己的技能和技巧。
只有不断学习和实践,才能更好地掌握和应用打螺丝的技巧。
打螺丝虽然看上去简单,但需要注意许多细节和技巧。
只有经过充分的准备和培训,才能打出高质量的螺丝。
通过以上的技巧培训,相信操作人员能够更好地完成打螺丝的任务。
螺丝螺纹知识培训螺丝螺纹知识培训一、螺纹种类:A:三角螺纹(60 度):结合/ 锁紧B:管用三角螺纹(55 度):结合/ 锁紧C:梯形螺纹(30 or 29 度):动力传动D:方螺纹(90 度):动力传动二、常用螺丝种类:A:Machine Screw:机械螺丝B:Tapping Screw:自攻螺丝(分使用于金属与使用于塑料二种)B-1:Sheet Metal Tapping Screw。
(铁板牙自攻螺丝)B-2:Plastic Tapping Screw。
(塑料用,自攻螺丝)C:Wooden Screw。
木工螺丝D:Drywall Screw。
水泥墙螺丝三、常见螺丝材质:a. Low Carbon Steel。
低碳钢b. SS-304:Stainless Steel 304c. SS-302:Stainless Steel 302 结构韧性较好d. Aluminum 5052:铝合金5052e. Brass:黄铜f. Bronze:青铜g. UNS C***** Copper:锑铜四、常见螺丝规格与标示:A:公制螺丝螺丝螺纹知识培训B:美规螺丝C:英制螺丝A:公制机械螺丝:M3 x 6 C P P B代表的意思是M3 机械螺丝,6mm 长,十字,圆扁头,镀黑。
Finish Code:外观处理规格Head Code:头部外型Thread Code 螺丝型号Drive Code:头部剖沟,特征型号Length Code:螺丝长度(mm)A-1:Thread Code:螺丝型号公制螺丝直接以螺丝外径标示螺丝型号。
如M3 即螺丝外径为3。
00mm;M4 即螺丝外径为4。
00mm。
Metric Thread Size x Pitch:Note:公制螺丝于螺丝型号后方,有时会注明螺丝牙距如M3x0.5,M4x0.70,M5x0.8,M6x1。
但因为标准规范,通常不提。
A-2:Length Code。
螺丝长度公制螺丝,直接标示螺丝长度,单位为mm。
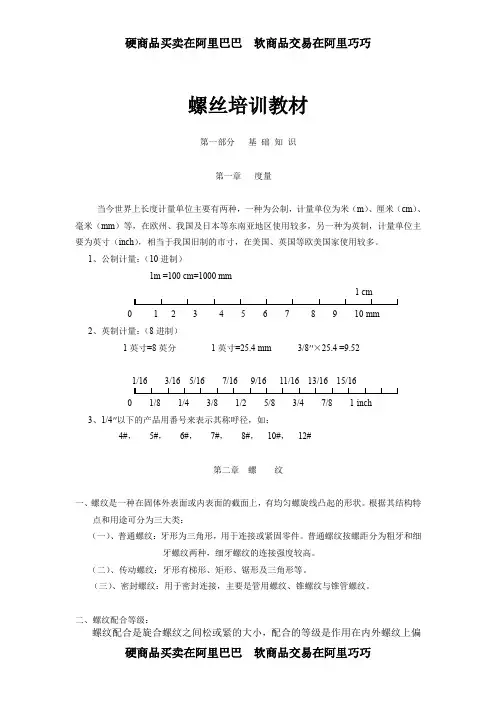
1 螺丝基础知识培训第一部分基础知识第一章度量当今世界上长度计量单位主要有两种,一种为公制,计量单位为米(m)、厘米(cm)、毫米(mm)等,在欧州、我国及日本等东南亚地区使用较多,另一种为英制,计量单位主要为英寸(inch),相当于我国旧制的市寸,在美国、英国等欧美国家使用较多。
1、公制计量:(10进制)1m =100 cm=1000 mm1 cm0 1 2 3 4 5 6 7 8 9 10 mm2、英制计量:(8进制)1英寸=8英分 1英寸=25.4 mm 3/8¢¢×25.4 =9.521/16 3/16 5/16 7/16 9/16 11/16 13/16 15/160 1/8 1/4 3/8 1/2 5/8 3/4 7/8 1 inch3、1/4¢¢以下的产品用番号来表示其称呼径,如:4#, 5#, 6#, 7#, 8#, 10#, 12#第二章螺纹一、螺纹是一种在固体外表面或内表面的截面上,有均匀螺旋线凸起的形状。
根据其结构特点和用途可分为三大类:(一)、普通螺纹:牙形为三角形,用于连接或紧固零件。
普通螺纹按螺距分为粗牙和细牙螺纹两种,细牙螺纹的连接强度较高。
(二)、传动螺纹:牙形有梯形、矩形、锯形及三角形等。
(三)、密封螺纹:用于密封连接,主要是管用螺纹、锥螺纹与锥管螺纹。
二、螺纹配合等级:螺纹配合是旋合螺纹之间松或紧的大小,配合的等级是作用在内外螺纹上偏差和公差的规定组合。
(一)、对统一英制螺纹,外螺纹有三种螺纹等级:1A、2A和3A级,内螺纹有三种等级:1B、2B和3B级,全部都是间隙配合。
等级数字越高,配合越紧。
在英制螺纹中,偏差仅规定1A和2A 级,3A级的偏差为零,而且1A和2A级的等级偏差是相等的。
等级数目越大公差越小,如图所示:1B 2B 3B 内螺纹基本中径3A 外螺纹2A1A1、1A和1B级,非常松的公差等级,其适用于内外螺纹的允差配合。

螺丝培训教材第一部分基础知识第一章度量当今世界上长度计量单位主要有两种,一种为公制,计量单位为米(m)、厘米(cm)、毫米(mm)等,在欧州、我国及日本等东南亚地区使用较多,另一种为英制,计量单位主要为英寸(inch),相当于我国旧制的市寸,在美国、英国等欧美国家使用较多。
1、公制计量:(10进制)1m =100 cm=1000 mm0 1 2 3 4 5 6 7 8 9 10 mm2、英制计量:(8进制)1英寸=8英分1英寸=25.4 mm 3/8''×25.4 =9.520 1/8 1/4 3/8 1/2 5/8 3/4 7/8 1 inch3、1/4''以下的产品用番号来表示其称呼径,如:4#,5#,6#,7#,8#,10#,12#第二章螺纹一、螺纹是一种在固体外表面或内表面的截面上,有均匀螺旋线凸起的形状。
根据其结构特点和用途可分为三大类:(一)、普通螺纹:牙形为三角形,用于连接或紧固零件。
普通螺纹按螺距分为粗牙和细牙螺纹两种,细牙螺纹的连接强度较高。
(二)、传动螺纹:牙形有梯形、矩形、锯形及三角形等。
(三)、密封螺纹:用于密封连接,主要是管用螺纹、锥螺纹与锥管螺纹。
二、螺纹配合等级:螺纹配合是旋合螺纹之间松或紧的大小,配合的等级是作用在内外螺纹上偏差和公差的规定组合。
(一)、对统一英制螺纹,外螺纹有三种螺纹等级:1A、2A和3A级,内螺纹有三种等级:1B、2B和3B级,全部都是间隙配合。
等级数字越高,配合越紧。
在英制螺纹中,偏差仅规定1A和2A级,3A级的偏差为零,而且1A和2A级的等级偏差是相等的。
等级数目越大公差越小,如图所示:径1A1、1A和1B级,非常松的公差等级,其适用于内外螺纹的允差配合。
2、2A和2B级,是英制系列机械紧固件规定最通用的螺纹公差等级。
3、3A和3B级,旋合形成最紧的配合,适用于公差紧的紧固件,用于安全性的关键设计。
螺丝的培训计划一、培训目标1. 了解螺丝的种类、用途和特点。
2. 熟悉螺丝的安装、拆卸和维护方法。
3. 掌握螺丝的使用注意事项和质量控制技术。
二、培训内容1. 螺丝的种类和用途(1)螺纹螺丝的分类(2)螺丝的用途和特点(3)螺丝的标准和规格2. 螺丝的安装和拆卸(1)安装前的准备工作(2)安装方法和注意事项(3)拆卸方法和注意事项3. 螺丝的维护和保养(1)螺丝的保养周期和方法(2)螺丝的防锈和防腐措施(3)螺丝的清洁和润滑4. 质量控制技术(1)材料和工艺的选择(2)质量检测方法和标准(3)质量问题的处理和改进三、培训方式1. 理论授课通过讲解、案例分析等方式,讲解螺丝的种类、用途、安装、拆卸、维护和质量控制技术。
2. 实践操作组织学员进行螺丝的安装、拆卸和维护操作,加强实际操作能力。
3. 考核评估对学员进行理论知识和实践操作的考核,评估培训效果。
四、培训计划1. 培训时间:2 天第一天:螺丝的种类和用途、螺丝的安装和拆卸第二天:螺丝的维护和保养、质量控制技术2. 培训地点:公司培训室和车间3. 培训人员:生产、质量部门相关人员五、培训效果评估1. 学员考核进行培训结束后的理论知识和实践操作考核,合格后发放结业证书。
2. 实际应用培训结束后,在实际生产中对学员进行指导和考核,查看是否能够将培训内容应用到工作中。
3. 效果评估定期对学员的工作质量进行评估,查看培训效果。
六、培训后续1. 定期复习和巩固定期进行螺丝培训的复习和巩固,加强学员的知识储备。
2. 培训跟踪对培训效果进行长期跟踪,了解学员的工作情况和需求,不断改进培训内容和方式。
七、总结螺丝是工业生产中不可或缺的紧固件,员工对螺丝的认识和技能直接影响产品的安全性和可靠性。
因此,对螺丝进行培训是非常重要的。
通过本培训计划的实施,可以提高员工对螺丝的认识和技能,保证产品质量和工作安全。
同时,也有助于提高员工的综合素质和职业技能,促进企业的发展和进步。

螺絲基礎知識培訓教材Superior Screws QA Dept2006.08.18螺絲的定義:緊固件,是作緊固連接用且應用极為廣泛的一類機械零件.(用途廣泛:電子.電器.汽車.輪船.建築及衛星等)螺絲的分類: 機械螺絲和鐵板螺絲.●>機械螺絲-------用於機械器具或自動化生產設備上,一般使用此種螺絲較為省力.因為其要鎖入器具上均有一個相對應有痕之孔穴,便於與螺絲相結合.●>鐵板螺絲--------又名自攻螺絲.顧名思義,乃鐵板牙所要鎖入之用品上無任何與其相對就之螺痕.(即用具上事先沒有凹槽等螺絲之進入).例如:木板牆壁,所以其具有切削,引導,緊固之特性.螺絲的標準: JIS 日本. DIN 歐洲. IFI(ANSI) 美國.BSW英國. GB中國. ISO國際螺絲的計量單位:1in=25.4mm 1lb=0.454kg1in.lbs=1.153kgf.cm螺絲的組成部分: 頭形.針形.牙形.尾形.(P A十2X5)頭形----------高扁頭)盆頭)沉/平頭)圓頭)大扁頭)鈕扣頭)六角頭)圓柱頭)針形----------20(外六角+/-)10(米/-)19(四方孔+/-) (三組合)17(單行道) 18(外六角一字)(不內凹) 四方孔) 15(三槽)切平六角)梅花帶風孔)一字四方孔) 16(梅花一字) 9(三角)8(梅花針)7(內凹外六角) 6(內六角)5(工字)米字) 字) 十字) 一字) 外內角十字)四方孔/+) 外梅花)內六角帶柱)牙形----------主要分: A 牙.AB 牙.B 牙.M 牙.HL 牙.EJ 牙.T 牙.ST 牙.CT 牙.BT 牙.PT 牙剪腳)尖牙)牙)(機絲)三角雙絲牙)尖元牙)三角機牙)(可過螺母)三角機牙)牙鋼牙)牙牙雙絲)尾形----------生產流程纖材來料→打頭→介坑(選用)→搓牙→→剪腳(選用)→熱處理(選用)→電鍍(除氫)→全檢(X光全檢(選用))→包裝→出貨.(全過程按ISO 9001-2000品質體系保證質量)各工序注解說明:打頭:鍛造成所要求的產品的形狀.一沖成型二沖成型介坑.搓牙介坑:將產品的頭部介條一字溝槽.搓牙:將產品輾搓成有牙紋的螺釘.剪腳(割尾)剪腳:使得螺釘尾部割開1/4圓.加快鎖進導入速度更適用于玩具上.熱處理熱處理:金属热处理是将金属工件放在一定的介质中加热到适宜的温度,并在此温度中保持一定时间后,又以不同速度冷却的一种工艺。

螺丝培训计划和方法一、螺丝培训计划1. 培训目标螺丝培训计划的首要目标是让员工了解不同类型螺丝的结构、材质和用途,掌握正确的安装和拆卸方法。
同时,员工应当了解螺丝使用过程中可能出现的问题和解决方法,提高操作的专业性和安全性。
最终,通过培训,确保员工能够正确、有效地使用螺丝,提高设备使用效率和降低故障率。
2. 培训内容(1)螺丝的类型和特点通过介绍螺丝的类型和特点,使员工了解不同类型螺丝的用途和特性,从而在实际工作中能够正确选择和使用。
(2)螺丝的结构和材质详细介绍螺丝的结构和材质,包括螺丝的各个部分及其功能,以及不同材质对于使用效果的影响,让员工了解不同螺丝的特性和适用场景。
(3)螺丝的安装和拆卸方法讲解螺丝的安装和拆卸方法,包括常见的螺纹标准和螺丝刀的使用技巧,确保员工能够在操作过程中避免损坏螺丝或设备。
(4)螺丝使用中的注意事项介绍螺丝使用过程中的常见问题和应对方法,包括螺丝松动、损坏等故障原因和解决方案,提高员工的设备操作技能和应对意外情况的能力。
(5)螺丝质量检测讲解螺丝的质量检测方法和标准,让员工能够通过检测判断螺丝的质量和可靠性,提高设备的稳定性和安全性。
3. 培训方法(1)专业讲座组织螺丝专业人员对员工进行讲座,介绍螺丝的相关知识和操作技巧。
讲座内容丰富、生动,通过实际案例和操作演示,使员工能够深入理解和掌握螺丝的使用方法。
(2)现场操作组织员工到现场进行螺丝的安装和拆卸操作,让员工在实际操作中掌握螺丝的正确使用方法,加深对螺丝特性和使用技巧的理解。
(3)模拟实验布置螺丝使用的模拟实验,让员工在实验中体会螺丝的特性和使用技巧,提高设备操作的熟练度和专业性。
(4)案例分析通过真实案例分析,让员工了解螺丝使用过程中的常见问题和解决方法,加深对螺丝操作的安全性和稳定性的理解。
(5)考试评估定期进行螺丝操作技能考核,考核内容包括螺丝的选择、安装、拆卸和故障排除等,以确保员工对螺丝操作的掌握程度和操作专业性。
螺丝实用培训教程螺丝是一种十分常见的连接件,在日常生活中随处可见。
无论是家具、汽车、电器还是机械设备,都需要使用螺丝来固定和连接部件。
但是对于大多数人来说,了解螺丝的使用方法和注意事项却并不太清楚。
因此,螺丝实用培训教程的编写和传播就显得尤为重要。
一、螺丝的分类先了解螺丝的分类,才有利于后续的学习和实践。
1、按照用途分类:机械螺丝、建筑螺丝、木工螺丝等。
2、按照材质分类:碳钢螺丝、不锈钢螺丝、铜螺丝、铝螺丝等。
3、按照螺钉头形状分类:十字头、六角头、内六角头、花形头等。
4、按照螺纹类型分类:公制螺纹、英制螺纹、牙型螺纹等。
二、使用螺丝的注意事项1、一定要选择合适的螺丝材质。
不同的材质适用于不同的环境和场合。
如海边雨淋多的环境,应选用不锈钢螺丝而非普通碳钢螺丝,以防腐蚀和生锈。
2、正确选择螺丝的长度和直径。
太短的螺丝可能无法固定住需要连接的部件,太长的螺丝会损伤部件。
直径过小的螺丝容易折断。
3、保持螺丝的清洁和平整度。
放置时间过长的螺丝表面会沾上灰尘和油污,使用前应先擦拭干净。
若螺丝头呈弧度状,则会导致无法正确旋入螺孔。
4、装配螺丝时一定要注意力度和方向。
用力过大或方向不对会导致螺丝螺纹损坏、削偏或脱落而使整个连接件失去连接功能。
三、螺丝的拆卸和更换1、拆卸螺丝时应注意松动力度,以免螺丝头削坏甚至损害部件。
2、拆卸前可以使用润滑剂等辅助工具,以减少螺丝崩坏。
3、更换螺丝前,应选择同样类型和长度的螺丝,并检查原螺丝的孔位和螺孔尺寸合适,以避免连接件的破损,勿随意使用任意螺丝。
四、维护保养螺丝同许多其它连接件一样,其质量状态关系到连接部件的稳定性和寿命,因而需要长久维护保养。
1、切忌使用受损的配件或三无配件。
2、不允许暴力装拆和撞击螺丝连接点。
3、切勿在异地不正当焊接、割接与接头处,以免影响螺丝的连接稳定性。
4、经常清除工作场地积水、防火、防潮、宜涂防锈漆等。
五、结语螺丝作为一种重要的连接件,其使用和维护不但与较高的效益有关,而且关系到实际工作中的安全问题。
螺丝基础必学知识点
以下是螺丝基础必学知识点:
1. 螺纹类型:常见的螺纹类型有英制螺纹、公制螺纹和特殊螺纹。
英制螺纹根据其每英寸包含的螺纹数分为粗牙和细牙;公制螺纹则根据每毫米包含的螺纹数分为粗牙和细牙。
2. 螺纹标识:螺纹的标识通常由螺纹直径、螺距和螺纹类型组成。
例如,M12×1.75表示公制螺纹,直径为12毫米,螺距为1.75毫米。
3. 螺纹测量:常用的螺纹测量工具包括测螺距卡规和螺纹规。
测量时需注意准确对齐螺纹,避免偏差。
4. 螺杆种类:常见的螺杆种类包括内六角螺杆、十字槽螺杆、平头螺杆、圆头螺杆等。
不同种类的螺杆适用于不同的应用场景。
5. 螺丝扳手:用于拧紧和松开螺丝的工具,通常有定扭矩和非定扭矩两种类型。
定扭矩螺丝扳手可精确控制扭矩大小,适用于对扭矩要求较高的应用。
以上是螺丝基础必学知识点的简要介绍,螺丝学习需要深入理解其原理和实践操作。
螺丝培训的计划一、培训背景分析随着工业化生产的不断发展,螺丝作为机械连接件的重要组成部分,在各个行业中都有着广泛的应用。
而螺丝的质量和安装技术直接关系到产品的稳定性和安全性。
因此,对螺丝安装的培训和技术提升显得尤为必要。
二、培训目标1. 提高员工对螺丝及其安装的认识和理解,掌握螺丝的种类、规格和选用原则;2. 增强员工对螺丝安装技术的掌握和操作能力,保证产品的装配质量和安全性;3. 提高员工对螺丝安装质量的检查和评估能力,保证产品的稳定性和可靠性。
三、培训内容与方式1. 螺丝基础知识的学习培训内容:螺丝的分类、规格及选用原则的学习;培训方式:理论讲解、实物展示、视频教学等。
2. 螺丝安装技术的学习培训内容:螺丝安装的要求、步骤和注意事项;培训方式:实际操作演练、技术指导等。
3. 螺丝安装质量的检查与评估培训内容:螺丝安装质量的标准、检查方法和评估流程;培训方式:案例分析、实地考察等。
四、培训计划1. 培训对象:所有相关的生产人员和技术操作人员;2. 培训时间:为期3天;3. 培训地点:公司内部设施的培训室和生产车间;4. 培训方式:结合理论学习和实际操作;5. 培训人员:公司内部技术人员和外部专业培训师;6. 培训流程:第一天:螺丝基础知识学习;第二天:螺丝安装技术学习和实际操作;第三天:螺丝安装质量的检查与评估。
五、培训评估1. 培训后将对员工的学习效果进行测试和评估;2. 对培训效果进行调查和讨论,总结培训成效;3. 对培训内容和方式进行修改和完善,为后续培训提供参考和改进。
六、培训总结通过本次螺丝培训,员工对螺丝的认识和操作技能得到了明显提高,螺丝安装质量和产品稳定性得到了有效保障。
同时,公司将持续加强对员工的技术培训和学习,致力于提升产品质量和企业核心竞争力。