多工位级进模设计实例
- 格式:pptx
- 大小:2.10 MB
- 文档页数:18
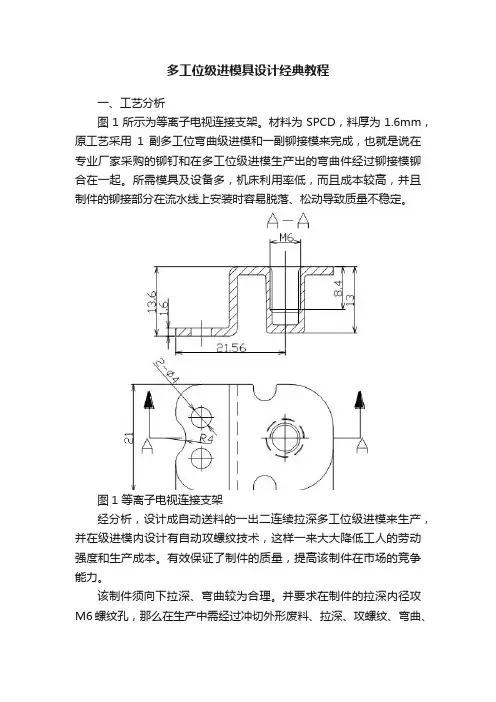
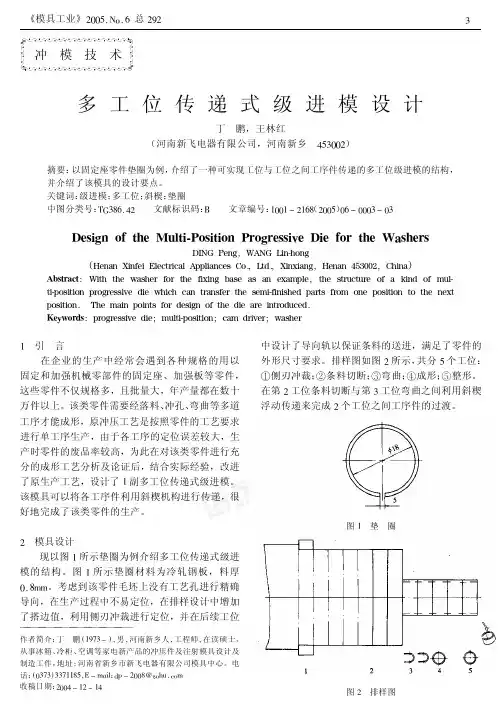
多工位级进模具设计经典教程一、工艺分析图1所示为等离子电视连接支架。
材料为SPCD,料厚为1.6mm,原工艺采用1副多工位弯曲级进模和一副铆接模来完成,也就是说在专业厂家采购的铆钉和在多工位级进模生产出的弯曲件经过铆接模铆合在一起。
所需模具及设备多,机床利用率低,而且成本较高,并且制件的铆接部分在流水线上安装时容易脱落、松动导致质量不稳定。
图1 等离子电视连接支架经分析,设计成自动送料的一出二连续拉深多工位级进模来生产,并在级进模内设计有自动攻螺纹技术,这样一来大大降低工人的劳动强度和生产成本。
有效保证了制件的质量,提高该制件在市场的竞争能力。
该制件须向下拉深、弯曲较为合理。
并要求在制件的拉深内径攻M6螺纹孔,那么在生产中需经过冲切外形废料、拉深、攻螺纹、弯曲、切断等工序组合而成,均经合理分解后,按一定的成形顺序要求设置在不同的冲压工位上。
该制件内孔为M6的挤压攻螺纹,经过积累的经验得出,满足该制件的M6螺牙,那么对攻螺纹前拉深内径要控制在∅5.65±0.02mm 才能达成。
如攻螺纹前拉深内径偏大会造成M6的螺牙不饱和,反之内径偏小造成挤压丝锥容易折断,将无法正常生产。
其中M6的螺纹孔,要求在级进模内同时完成自动攻螺纹工艺。
由压力机一次行程生产出2个完整的拉深、弯曲及攻螺纹的制件,故生产效率高,但同时在冲压过程中实现拉深、弯曲及自动攻螺纹等功能大大提高了模具设计与制造的难度。
二、排样设计该制件排样设计时主要考虑以下几个方面。
①模具刚性好、精度高的级进模通用模架,攻螺纹模块位于模具的中部,因而模具结构设计成4大模块:冲裁、拉深模块,单独拉深模块,攻螺纹模块、弯曲及载体与制件分离模块。
②合理制定工位数,以适应模架周界及考虑累积误差对零件精度的影响。
③复杂的型孔应分解为若干个简单的孔形,并分成几步进行冲裁,使模具制造简单,但同一尺寸或位置精度要求高的部位应尽量在同一工位上冲压出。
④合理制定步距,以适应凹模强度及攻螺纹模块的位置。
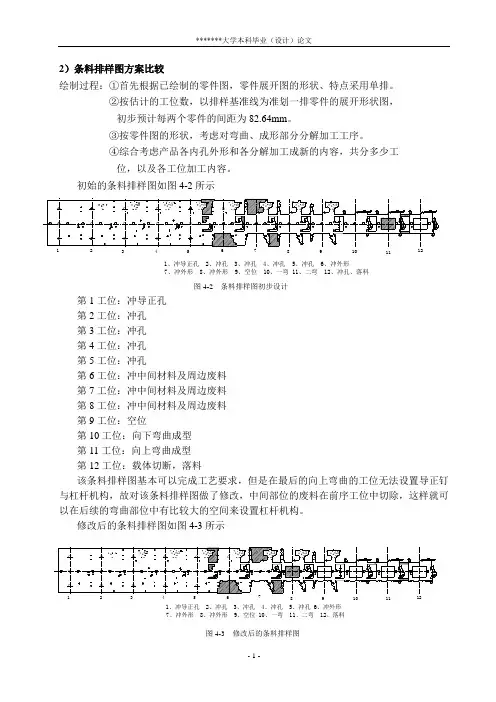
2)条料排样图方案比较绘制过程:①首先根据已绘制的零件图,零件展开图的形状、特点采用单排。
②按估计的工位数,以排样基准线为准划一排零件的展开形状图,初步预计每两个零件的间距为82.64mm 。
③按零件图的形状,考虑对弯曲、成形部分分解加工工序。
④综合考虑产品各内孔外形和各分解加工成新的内容,共分多少工位,以及各工位加工内容。
初始的条料排样图如图4-2所示图4-2 条料排样图初步设计第1工位:冲导正孔第2工位:冲孔第3工位:冲孔第4工位:冲孔第5工位:冲孔第6工位:冲中间材料及周边废料第7工位:冲中间材料及周边废料第8工位:冲中间材料及周边废料第9工位:空位第10工位:向下弯曲成型第11工位:向上弯曲成型第12工位:载体切断,落料该条料排样图基本可以完成工艺要求,但是在最后的向上弯曲的工位无法设置导正钉与杠杆机构,故对该条料排样图做了修改,中间部位的废料在前序工位中切除,这样就可以在后续的弯曲部位中有比较大的空间来设置杠杆机构。
修改后的条料排样图如图4-3所示图4-3 修改后的条料排样图1、冲导正孔2、冲孔3、冲孔4、冲孔5、冲孔6、冲外形7、冲外形8、冲外形9、空位 10、一弯 11、二弯 12、冲孔、落料1211109876543211、冲导正孔 2、冲孔 3、冲孔 4、冲孔 5、冲孔 6、冲外形 7、冲外形 8、冲外形 9、空位 10、一弯 11、二弯 12、落料123456789101112第1工位:冲导正孔第2工位:冲孔第3工位:冲孔第4工位:冲孔第5工位:冲孔第6工位:冲中间材料及周边废料第7工位:冲中间材料及周边废料第8工位:冲中间材料及周边废料第9工位:空位第10工位:向下弯曲成型第11工位:向上弯曲成型第12工位:载体切断,落料该方案就较好的解决了在最后的向上弯曲部位,杠杆机构与板料之间的可能产生的干涉问题。
在最后的工位只是进行载体的切断进行落料。
同时在一定程度上也对整体的冲裁力的平衡问题进行了改善。
多工位级进模设计实例在计算机科学领域中,多工位级进模设计是一种用于提高处理器性能的技术。
它通过将处理器划分为多个工位,并在每个工位上同时执行不同的指令,以实现指令级并行处理。
本文将介绍几个多工位级进模设计的实例,以帮助读者更好地理解这一概念。
实例一:乘法器设计乘法运算是计算机中常见的运算之一。
在传统的乘法器设计中,需要进行多次乘法和加法操作,整个运算过程比较耗时。
而采用多工位级进模设计,可以将乘法运算拆分为多个阶段,每个阶段在一个工位上并行执行。
例如,可以将乘法器划分为部分积生成、部分积累加和最终结果生成等多个工位,在每个工位上同时执行不同的操作。
这样可以大大提高乘法器的运算速度。
实例二:浮点数加法器设计浮点数加法是计算机中常见的浮点运算之一。
在传统的浮点数加法器设计中,需要进行多次位运算和规格化等操作,整个运算过程较为复杂。
而采用多工位级进模设计,可以将浮点数加法器划分为多个阶段,每个阶段在一个工位上并行执行。
例如,可以将浮点数加法器划分为对阶段、对尾数相加和规格化等多个工位,在每个工位上同时执行不同的操作。
这样可以显著提高浮点数加法器的运算速度。
实例三:流水线设计流水线是多工位级进模设计中常用的一种技术。
它将处理器的指令执行过程划分为多个阶段,并在每个阶段上同时执行不同的指令。
例如,可以将流水线划分为取指、译码、执行、访存和写回等多个阶段,在每个阶段上并行执行不同的指令。
这样可以大大提高处理器的指令执行效率。
实例四:并行排序算法设计排序算法是计算机中常用的一种算法。
传统的排序算法通常是串行执行的,即每次只处理一个元素。
而采用多工位级进模设计,可以将排序算法划分为多个阶段,每个阶段在一个工位上并行执行。
例如,可以将排序算法划分为分组、局部排序和合并等多个工位,在每个工位上同时处理不同的元素。
这样可以显著提高排序算法的执行速度。
多工位级进模设计是一种提高处理器性能的重要技术。
通过将处理器划分为多个工位,并在每个工位上同时执行不同的指令,可以实现指令级并行处理,从而大大提高处理器的运算速度和指令执行效率。
多工位精密自动级进模设计举例为掌握级进模具体的设计过程和基本思路,这里给出了一个级进模设计实例,供参考。
下面仅列出了主要的设计步骤及每一步所要完成的设计计算工作。
具体计算数据一般略去。
问题:设计冲制图!"#"$所示零件的级进模。
材料为$%号钢板,厚度%&!’’,月产量为(%万件。
其设计步骤及内容如下。
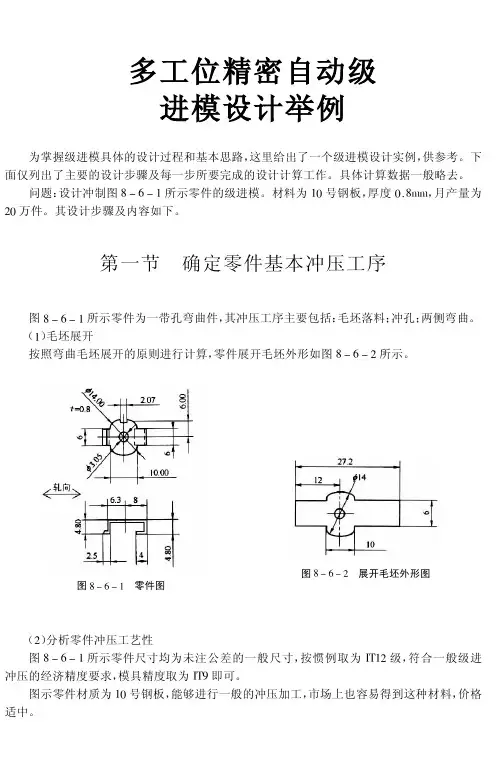
第一节确定零件基本冲压工序图!"#"$所示零件为一带孔弯曲件,其冲压工序主要包括:毛坯落料;冲孔;两侧弯曲。
($)毛坯展开按照弯曲毛坯展开的原则进行计算,零件展开毛坯外形如图!"#"(所示。
图!"#"(展开毛坯外形图图!"#"$零件图(()分析零件冲压工艺性图!"#"$所示零件尺寸均为未注公差的一般尺寸,按惯例取为)*$(级,符合一般级进冲压的经济精度要求,模具精度取为)*+即可。
图示零件材质为$%号钢板,能够进行一般的冲压加工,市场上也容易得到这种材料,价格适中。
外形落料的工艺性:零件属中小尺寸零件,料厚!"#$$,外形复杂程度也一般,尺寸精度要求一般,因此,可用冲裁落料工艺。
冲孔的工艺性:孔径为%"!&$$,孔尺寸精度要求一般,可采用冲孔。
弯曲工艺性:图示零件包含四个弯曲部位。
各弯角处的弯曲圆角半径均为’$$,根据弯曲工艺性数据知,各弯角均可一次弯成。
综合以上几方面的情况可认为图#()(’所示零件主要冲压工序的工艺性良好。
第二节拟订冲压工艺方案图#()(’所示零件所需的基本工序为落料、冲孔和弯曲,可拟订出如下两种工艺方案。
方案一:用简单模分四次加工,即落料—冲孔—弯曲—弯曲;方案二:用级进模冲制。
采用方案一,生产率低,工件尺寸的积累误差大,操作不方便,不安全。
由于该零件属大批量生产,能够用冲压加工,现选用方案二。
根据给定的产量要求,按每月**天,每天#小时,实行单班生产计,则每分钟的产量为’+件。

多工位精密自动级进模设计举例以汽车制造业为例,汽车外壳是汽车制造过程中关键的构件之一、传统上,车身结构是通过多个工位进行组装的,每个工位都需要一个操作员来完成细致的组装工作。
然而,这种方法无法满足大规模生产的需求,因为它非常依赖于人力,并且容易出现质量问题。
因此,多工位精密自动级进模设计成为了汽车制造业中的重要技术。
在多工位精密自动级进模设计中,整个汽车外壳的制造过程被分成多个工位,每个工位都由一台自动化设备控制。
首先,汽车外壳的各个零部件分别通过自动化输送线传送到相应的工位。
然后,在每个工位上,自动化设备会根据预设的程序进行不同操作,如钻孔、螺栓拧紧、焊接等。
在每个工位中,精密级进模会根据工艺步骤的要求,将外壳零部件定位到正确的位置,并进行相应的操作。
此外,多工位精密自动级进模设计还可以使用传感器和视觉系统来检测和调整汽车外壳的位置和质量。
例如,通过安装传感器,可以实时监测外壳的位置和形状,并通过自动化控制系统进行调整。
通过视觉系统,可以检测外壳表面的缺陷和质量问题,并及时进行修复或报警。
这些技术的应用可以使制造过程更加精确和高效,并保证了产品的质量和一致性。
多工位精密自动级进模设计的优点在于可以实现无人化生产,大大提高了生产效率和产品的质量。
通过降低人力成本和减少人为因素,可以避免由于人为操作带来的质量问题,并且可以实现连续、高效的生产。
此外,多工位精密自动级进模设计还可以根据生产需求进行灵活调整和改进,以适应不同产品和工艺的需求。
综上所述,多工位精密自动级进模设计在大规模生产中具有重要的应用价值。
通过提高生产效率、降低成本,并确保产品的质量和一致性,它可以为各个行业的制造企业带来重要的竞争优势。
随着自动化技术的不断发展和应用,多工位精密自动级进模设计在未来将会得到更广泛的应用。