第六章 材料的磨损.
- 格式:ppt
- 大小:3.08 MB
- 文档页数:47


第六章水轮机泥砂磨损、振动、检修本章教学要求:1.了解水轮机泥沙磨损的危害及主要防磨技术措施;2.掌握水轮机组振动的主要类型及其防护措施;3.熟悉水轮发电机组的检修项目和质量标准;4.掌握水轮发电机组的检修、维护措施。
第一节水轮机的泥砂磨损一、概述水轮机在工作时,如果通过其内的水流含有大量的泥砂,则坚硬的泥砂颗粒将撞击和磨损过流部件的表面,从而使机件发生疲劳甚至损坏,这种现象称为水轮机的磨损。
水轮机磨损会产生严重的后果,轻时需检修处理,重时需要更换零部件甚至更换转轮。
水轮机磨损还会加剧气蚀破坏,增大水轮机的振动。
当水轮机的导水机构磨损严重时,漏水量将增大,从而影响正常停机。
若水轮机调相运行时,还会增加调相功率损失,严重时甚至无法进行调相运行。
由此可见,水轮机泥砂磨损的危害是很大的。
自然界中完全不含有固相介质的水是没有的。
但是,只有工作水流中含砂量达到一定数量时,水轮机过流部件才遭到泥砂磨损而破坏。
地处我国华北和西北的广大地区,大多数河流的流域包括了黄土高原和黄土丘陵地区。
在这些地区的汛期,暴雨频繁且强度大,在水土保持工作尚未完全奏效的情况下,大量的泥砂被汛期的地表径流带走,汇入河流,造成这些河流中含有大量的泥砂。
以黄河为例,三门峡上游陕县水文站实测的多年平均输砂量竟高达1.3亿吨。
水库建成初期,泥砂大部沉积,水轮机的工作水中含有数量不大的、粒径较小的泥砂,水轮机的泥砂磨损并不严重。
随着库区的游积,数量多而粒径较大的泥砂被带入水轮机,从而使水轮机遭到严重的泥砂磨损。
泥砂磨损是一种强烈的破坏形式。
水轮机过流部件均会遭到不同程度的破坏,而尤以水轮机的转轮、叶片、转轮室等流速较高的零部件为甚,破坏非常严重的水轮机甚至无法修复。
因此,多泥砂河流水电站机组大修周期差不多完全由水轮机泥砂磨损的破坏程度来决定,而检修的工作量是很大的。
例如,黄河上某水电站HL123-LH-410型水轮机,大修周期为两年左右,工期30~40天,转轮一次修复补焊耗用电焊条约1吨,磨损部件的处理占大修工作量的80%。












金属切削原理与刀具Principle of Metal Cutting and Cutting Tools 第六章刀具磨损、破损和刀具耐用度第六章刀具磨损、破损和刀具耐用度6.1 刀具磨损的形态6.2 刀具磨损的原因6.3 刀具磨损过程及磨钝标准6.4 刀具耐用度的经验公式及刀具耐用度的分布6.5 合理耐用度的选用原则6.6 刀具的破损磨损:切削时的摩擦使得刀具材料逐渐磨钝,造成切削部分形状和尺寸改变切削力增加;切削温度上升;切削颜色改变;产生振动;工件尺寸超差;已加工表面质量明显恶化刀具损坏形式主要有:磨损和破损。
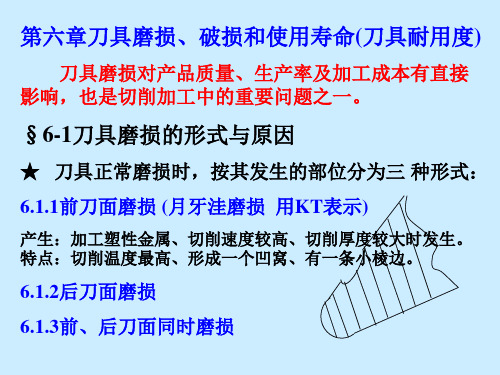
磨损损坏是连续的逐渐磨损;破损包括脆性破损和塑性破损刀片磨损车削用金属陶瓷刀片刀尖半径处后刀面磨损和月牙洼磨损第六章刀具磨损、破损和刀具耐用度6.1 刀具磨损的形态一、前刀面磨损切削塑性材料时,如果切削速度和切削厚度较大,在刀具前刀面上经常会磨出一个月牙洼。
前刀面月牙洼磨损值以其最大深度KT表示。
图6-1 刀具的磨损形态二、后刀面磨损加工脆性材料或在切削速度较低、切削厚度较小(<0.1mm)的塑性材料,前刀面上刀屑间的作用相对较弱,主要发生后刀面磨损,后刀面磨损带往往不均匀。
刀尖处VC,主切削刃靠近工件外皮处的后刀面VN,中间部位磨损较均匀VB、VBmax。
图6-3 刀具磨损的测量位置三、边界磨损切削钢料时,常在主切削刃靠近工件外皮处以及刀尖处的后刀面上,磨出较深的沟纹,这就是边界磨损(图6-4)。
加工铸、锻等外皮粗糙的工件,也容易发生边界磨损。
发生边界磨损的原因:(1)应力梯度,引起很大的剪应力。
(2)加工硬化作用,边界处切削厚度为零,刀刃打滑。
刀具的磨损方式1.前刀面为主,后刀面轻微的磨损2.后刀面为主,前刀面轻微的磨损3.前刀面、后刀面同时磨损4.切削刃口变圆钝化1. 前刀面为主,后刀面轻微的磨损•切削塑性材料;•切削速度较高;•切削厚度较大;•负前角;•产生积屑瘤时2. 后刀面为主,前刀面轻微的磨损•切削脆性材料;•塑性材料切削速度较低;•塑性材料切削厚度较小;•增大前角,减小后角时更明显;•切削韧性大、导热性差的材料(不锈钢)3. 前刀面、后刀面同时磨损•切削塑性金属时,如果切削厚度适中4. 切削刃口变圆钝化•耐磨性、红硬性好的刀具精加工导热性差的材料;•切削韧性大、导热性差的材料第六章刀具磨损、破损和刀具耐用度5.2 刀具磨损的原因一、硬质点磨损(磨料磨损)二、粘结磨损三、扩散磨损四、氧化磨损一、硬质点磨损(磨料磨损)1. 概念工件材料中含有硬度极高的硬质点在刀具表面刻划出沟纹(机械磨损)。


第六章金属中的磨损长期以来,磨损一直是一个具有现实意义的研究课题,同时也是一个跨学科性的课题。
但是,由于对其基本知识了解不够,尤其是金属塑性变形有关磨损资料缺乏,给理论上阐述带来困难。
近年来,材料保护和能源节约日趋重要,而磨损是材料消耗的主要原因,减少磨损就可大大地节约材料与材料生产方面所需的能源。
研究材料成形过程的磨损的目的在于通过各种磨损现象的观察与分析,寻找磨损过程中的变化规律和影响因素,从而注重选择合理的工模具材料,设计减少磨损的材料成形工艺和采用适当的工艺润滑剂,以保证材料磨损减少到最低程度,同时提高成形制品质量。
6.1磨损摩擦副之间发生相对运动时引起接触表面上材料的迁移或脱落过程称之为磨损,见图1-2。
这一过程往往还拌随有摩擦热的产生。
磨损和摩擦热是摩擦的必然结果。
同样,磨损也是伴随着摩擦必然存在的,只不过在有些情况下磨损非常小,可以忽略不计。
( 迁移) (脱落)图6-1 磨损示意图举例说明:磨损的危害? 谜语?6.1.1磨损过程一般磨损过程一般分为三个阶段,见图6-1。
(1)跑合(磨合)阶段在载荷作用下,接触表面上的微凸体首先发生塑性变形,真实面积逐渐增加,直至相对稳定。
跑合(Running-in Process)过程的特点是摩擦表面有较大的磨损并有发热现象,表面的几何形貌以及表面和表层的物理、力学性能发生变化。
(2)稳定阶段摩擦副经过跑合后,进入稳定磨损阶段。
这时,在摩擦条件不变的条件下,摩擦的实际接触面积保持不变(动态平衡),即一些摩擦粘接点因磨损而破坏,又生成一些新的摩擦粘接点,单位面积上的实际接触压力保持一定动态平衡,磨损率趋于稳定。
(3)“急剧”磨损阶段随着磨损过程的进行,摩擦副几何尺寸发生较明显的变化,产生大量的磨屑,摩擦表面及表层发生严重的变形,尺寸精度严重下降,摩擦条件发生很大变化,出现振动,严重发热等现象,使磨损速率升高,磨损加剧,直至报废。
图6-1 磨损量W 与工作时间t 的关系6.1.2磨损与摩擦关系磨损与摩擦过程密切相关,在摩擦磨损过程中,摩擦表面及表层的形貌、结构与性能发生变化,同时伴随着能量的传递与消耗。
