半成品质量检查记录表模板
- 格式:docx
- 大小:8.25 KB
- 文档页数:1
XXXX食品有限公司质量记录表格汇编受控文件清单部门:文件发放/回收/销毁/作废记录表编制:有效标准清单文件更改申请单外来文件一览表质量记录一览表各部门质量目标考核记录管理评审报告XXXX食品有限公司会议记录管理评审计划签到表XXXX食品有限公司员工培训记录合格供方清单制表人:批准:XXXX食品有限公司供方调查评定表批准人:日期:采购申请单采购申请单采购申请单生产情况日报表公司名称:XXXX食品有限公司公司地址:舟山市普陀区沈家门平阳工业小区日期:产情况日报表公司名称:XXXX食品有限公司审核人:记录人:成品检验记录公司名称:XXXX食品有限公司检验员:HACCP组长:审核人:审核日期:每月冷库温度校准记录表公司名称:XXXX食品有限公司公司地址:舟山普陀沈家门平阳工业小区校正人:审核:日期:日期:设施设备维修保养记录公司名称:XXXX食品有限公司公司地址:舟山市普陀区沈家门平阳工业小区设备名称:放置地点:冷库除霜记录表公司名称:XXXX食品有限公司公司地址:舟山普陀沈家门平阳工业小区日期:审核人:记录人:制冷设备温度记录表公司名称:XXXX食品有限公司公司地址:舟山普陀沈家门平阳工业小区日期:XXXX食品有限公司检测设备管理台帐顾客满意调查表公司名称:XXXX食品有限公司纠正/预防措施处理单编号:年度内部审核计划表NO:打“√”表示计划时间内审质量审核计划NO:内部质量审核检查表内部质量审核不符合项报告内部质量审核报告:加工用水余氯检测表公司名称:XXXX食品有限公司公司地址:舟山普陀沈家门平阳工业小区日期:审核人:记录人:原辅材料申检单XXXX食品有限公司原辅材料申检单实验室检验报告单检验员:审核员:XXXX食品有限公司原料解冻记录产品名称:解冻日期:记录人:审核:食品添加剂浸泡时间温度记录公司名称:XXXX食品有限公司产品名称:审核:记录人:日期:车间温度记录表公司名称;XXXX食品有限公司公司地址:舟山普陀沈家门平阳工业小区记录人:审核人:日期:日期:XXXX食品有限公司微生物检验原始记录样品名称:批号:检验号:规格:一、检验项目及结果1、菌落总数的检测:2、大肠菌群的检测:3、金黄色葡萄球菌的检测二、结论:检验者:检验日期:复核者:报告日期:XXXX食品有限公司微生物检验原始记录检验号:规格:一、沙门氏菌检测:(检验依据:SN 0170-92)1.样品处理:1.1取样品25g至盛有225mlBP中,于36℃±1,4h后,移10ml至盛有100mlTTB中,于(42±1)℃,培养(20±2)h后,进行选择性增菌;1.2取样品25g至盛有225mlSC中,用1mol/LnaOH调PH至6.8±0.2,于37℃培养(24±2)h,进行直接选择性增菌;取匀质增菌培养液,以无菌操作.用直径3mm的接种环挑1环,分别接种于亚硫酸铋(BS)和DHL琼脂平板各一个,于30℃,(24±2)h后,观察结果:1)BS琼脂平板: 可疑菌落生长;2)DHL琼脂平板: 可疑菌落生长。
生产指令共1页第1页成品放行单共1页第1页主配方品名:规格:批号:批量:共1页第1页内包装材料限额领料单品名:规格:批号:批量:共1页第1页领料人:复核人:QA质监员:年月日原辅料限额领料单品名:规格: 批号:批量:共1页第1页领料人:复核人: QA质监员:称量记录品名批号批量操作人复核人生产日期年月日班次班操作室共1页第1页整粒总混记录品名批号批量操作人复核人生产日期年月日班次班操作室机器型号机器编号共1页第1页压片制造记录品名批号批量操作人复核人生产日期年月日班次班操作间机器型号机器编号共2页第1页压片制造记录品名批号批量操作人复核人生产日期年月日班次班操作间机器型号机器编号检测用仪器型号编号共2页第2页外包装记录品名规格批号操作人复核人烘干日期年月日班次班操作室机器型号编号共1页第1页包装指令单共1页第1页配料记录共1页第1页品名批号批量操作人复核人生产日期年月日班次班操作室机器型号机器编号共1页第1页灭菌、分包记录品名规格批号操作人复核人灭菌日期年月日班次班操作室机器型号编号共1页第1页分检工序生产记录品名:规格:批号:批量:班次: 班生产日期: 年月日操作室:共1页第1页铝塑包装记录品名:规格克/片包装规格片/板批号:批量:班次:班机器型号机号生产日期:年月日操作室:操作人: 复核人:共4页第1页铝塑包装记录品名:规格: 克/片包装规格片/板批号: 批量:生产日期: 年月日操作人: 复核人:操作间: 班次:班共4页第2页铝塑包装记录品名: 规格:克/片包装规格片/板批号:批量:生产日期:年月日操作人:复核人:操作间: 班次:班共4页第3页铝塑包装记录品名: 批号: 批量:操作人: 复核人:班次:班生产日期:年月日操作间:机器型号:机号:共4页第4页颗粒外包记录品名规格批号操作人复核人烘干日期年月日班次班操作室机器型号编号共1页第1页包衣制造记录品名批号批量操作人复核人生产日期年月日班次班操作室机器型号机器编号共2页第1页包衣制造记录品名批号批量操作人复核人生产日期年月日班次班操作室机器型号机器编号共2页第2页颗粒干燥记录品名规格批号操作人复核人烘干日期年月日班次班操作室机器型号编号共1页第1页制粒记录品名批号批量操作人复核人生产日期年月日班次班操作室机器型号机器编号共1页第1页颗粒内包记录品名规格批号操作人复核人烘干日期年月日班次班操作室机器型号编号共1页第1页胶囊填充记录品名规格批号操作人复核人烘干日期年月日班次班操作室机器型号编号共1页第1页制粒工序物料平衡记录品名:批号:批量:生产日期年月日工艺员:共1页第1页胶囊填充工序物料平衡记录品名:批号:批量:生产日期年月日工艺员:共1页第1页药材粉碎工序物料平衡记录品名: 批号:批量:生产日期年月日工艺员:共1页第1页配料工序物料平衡记录品名: 批号:批量:生产日期年月日工艺员:共1页第1页整粒总混工序物料平衡记录品名:批号: 批量:生产日期年月日工艺员:共1页第1页压片工序物料平衡记录品名:批号:批量:生产日期年月日工艺员: 共1页第1页泡罩工序物料平衡记录品名:批号:批量:生产日期年月日工艺员:共1页第1页包衣工序物料平衡记录品名:批号:批量:生产日期年月日工艺员:共1页第1页批内包装材料物料平衡记录品名:批号:批量:生产日期年月日工艺员: 共1页1第页批外包装材料、标签、成品物料平衡记录品名:批号:批量:生产日期年月日工艺员:共1页1第页颗粒内包工序物料平衡记录品名:批号:批量:生产日期年月日工艺员: 共1页第1页净料称量工序清场工作记录品名批号规格清场日期年月日消毒液名称:、共1页第1页胶囊填充工序清场工作记录品名批号规格清场日期年月日消毒液名称:、共1页第1页提取浓缩工序清场工作记录品名批号规格清场日期年月日消毒液名称:、共1页第1页外包工序清场工作记录品名批号规格清场日期年月日消毒液名称:、共1页第1页真空干燥工序清场工作记录品名批号规格清场日期年月日消毒液名称:、共1页第1页配料清场工作记录品名批号规格清场日期年月日消毒液名称:、共1页第1页压片工序清场工作记录品名批号规格清场日期年月日消毒液名称:、共1页第1页铝塑内包工序清场工作记录品名批号规格清场日期年月日消毒液名称:、共1页第1页制粒工序清场工作记录品名批号规格清场日期年月日消毒液名称:、共1页第1页颗粒干燥工序清场工作记录品名批号规格清场日期年月日消毒液名称:、共1页第1页整粒总混工序清场工作记录品名批号规格清场日期年月日消毒液名称:、共1页第1页糖衣工序清场工作记录品名批号规格清场日期年月日消毒液名称:、共1页第1页颗粒内包工序清场工作记录品名批号规格清场日期年月日消毒液名称:、共1页第1页。
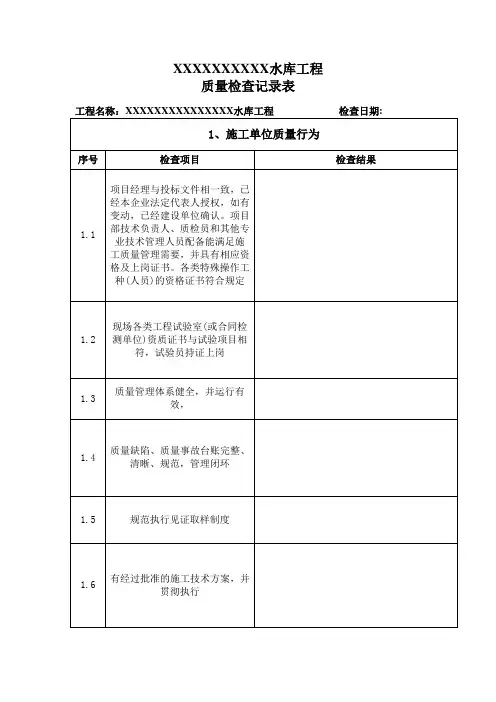
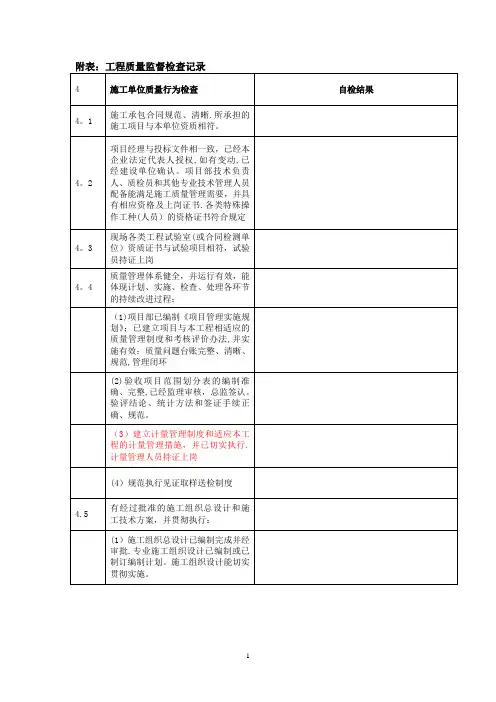
施工现场质量管理检查记录(完整版)施工质量,确保工程质量符合相关标准和规定。
2、对分项、分部、单位工程进行综合评定验收,评定结果作为工程质量验收的重要依据。
3、评定内容包括施工图纸的符合性、材料的质量、施工工艺的合理性、工程质量的稳定性等方面。
4、评定过程中,要严格按照评定标准进行检查,对不符合要求的进行整改和返工。
5、评定结果应及时通知相关责任人,并在验收记录中进行详细记录和归档。
XXX厕所施工质量管理检查记录1、施工单位应建立完善的现场质量管理制度,明确各岗位的职责和任务,确保施工质量符合相关标准和规定。
2、施工单位应建立质量责任制,明确各级责任人的职责和权利,建立健全的质量管理体系。
3、施工单位应对主要专业工种操作人员进行上岗证培训和考核,确保其具备相应的技能和素质。
4、施工单位应具备施工许可证,符合相关资质要求,并对分包单位进行管理。
5、施工单位应对施工图纸进行审查,确保其符合要求,并按照审批程序进行施工。
6、施工单位应获取地质勘察资料,对施工条件进行评估,并制定合理的施工方案和施工技术标准。
7、施工单位应建立完善的工程质量检验制度,对施工过程中的质量进行监督和检查。
8、施工单位应对搅拌站及计量设置进行管理,确保混凝土质量符合要求。
9、施工单位应对现场材料、设备进行存放和管理,保证其安全可靠。
10、施工单位应建立基础主体综合评定制度,对施工过程中的各项工作进行评估和验收。
11、施工单位应按照要求对混凝土搅拌机进行布置,保证其正常运转。
12、施工单位应对现场材料进行整齐堆放,保持施工现场的整洁和有序。
XXX工程师:XXX建设单位项目负责人:XXX监理单位XXX:XXX施工单位技术负责人:XXX开工日期:2010年10月5日以上为XXX厕所施工质量管理检查记录。
施工单位应严格按照相关要求进行施工,确保工程质量符合标准和规定。
负责项目的全面管理和协调,确保施工进度和质量达到要求,落实项目部质量责任制。
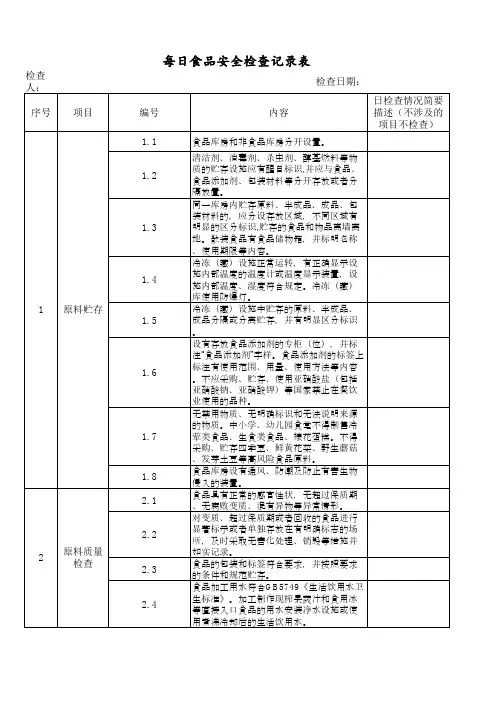
原材、成品、半成品的检查、验收制度范文原材料、成品和半成品的检查验收制度是指对采购的原材料、生产制造的半成品和成品进行检查和验收的规定和程序。
该制度的目的是确保所采购和生产出来的材料和产品符合质量标准和要求,保证产品的质量稳定和安全性。
以下是一般情况下的原材料、成品和半成品的检查验收制度的一些要点:1. 原材料的检查验收制度:- 对于进货的原材料,应该先进行外观检查,确保无明显损坏、变质或异味等问题;- 对原材料进行抽样检测,包括化学成分、物理性能、微生物污染等等,以确保原材料符合规定标准或要求;- 检查原材料的检验报告和证书,确保提供的质量证明文件真实有效;- 严格按照验收标准,判定原材料是否合格。
2. 半成品的检查验收制度:- 对于生产过程中制造的半成品,应该检查其外观、尺寸、物理性能等参数,确认无明显问题;- 进行必要的功能测试和试验,确保半成品的性能符合产品设计要求;- 检查半成品的检验报告和质量记录,确保半成品的每个步骤都符合质量标准;- 验收半成品时,对合格的半成品进行标识和随附必要的文件。
3. 成品的检查验收制度:- 对于生产出来的成品,应该检查其外观、尺寸、功能等参数,确认无明显问题;- 进行相关的性能测试和试验,如强度测试、电气测试、耐久性测试等,以确保成品的性能和功能符合标准和产品要求;- 完善成品的质量文件和记录,包括产品出厂合格证明、产品质量标志等;- 审核相关的质量标准和质量控制文件,并进行验收判定。
需要注意的是,不同行业和不同产品的检查验收制度可能有所不同,需要根据具体情况制定相应的制度和程序,确保质量的可控和可追溯。
原材、成品、半成品的检查、验收制度范文(二)检查、验收制度范本一、引言本检查、验收制度旨在确保原材料、成品和半成品的质量符合公司标准,以保证产品的质量和安全性,提高客户满意度。
本制度适用于所有相关的采购、生产和质检环节。
二、原材料检查、验收制度1.目的确保采购的原材料符合公司的质量要求,防止不良原材料进入生产环节,影响产品质量。
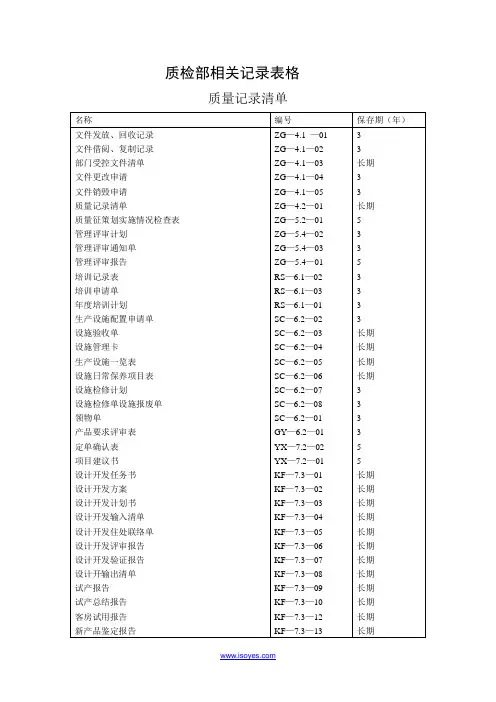
质检部相关记录表格
质量记录清单
文件更改申请
质量策划实施情况检查表
内校记录表
编号:ZG-7.6-04 序号:
编号::ZC-8.1.2-02 序号:
审核组组长:组员年月日第页共页
1审核目的:
2审核依据:GB/T19001-2000idtISO9001:2000
本公司质量手册第一版及质量管理体系其他文件
3审核覆盖产品:
审核时间:年月日至年月日
首次会议时间:月日时分
首次会议时间:月日时分
5现场审核期间请被审核方有关人员参加下列活动:
首、末次会议:最高管理者或其代表及与审核有关的管理要员参加。
审核活动:按审核日程安排,被审核方有关人员在本岗位。
6审核安排:
内审检查表
编号::ZC-8.1.2-03 共页第页
不符项报告
内部质量管理体系审核报告(可另附纸叙述)
进货验证记录表
半成品检验记录
成品检验记录
不合格品报告
客户投诉处理单
编号::ZC-8.3-01 序号:
纠正和预防措施处理单
编号::ZC-8.3-02 序号:
改进、纠正和预防措施实施情况一览表
编号::ZC-8.3-03 序号:
信息联络处理单
编号::ZC-8.3-01 序号:
关键控制点监控计划实施状况检查表
编号:SC-6.2-06 执行部门: 序号:
编制: 日期: 批准: 日期:
持续改进计划
合格供方评定表:
供方能力调查表
编号:GY-7.4-0.3 序号:。

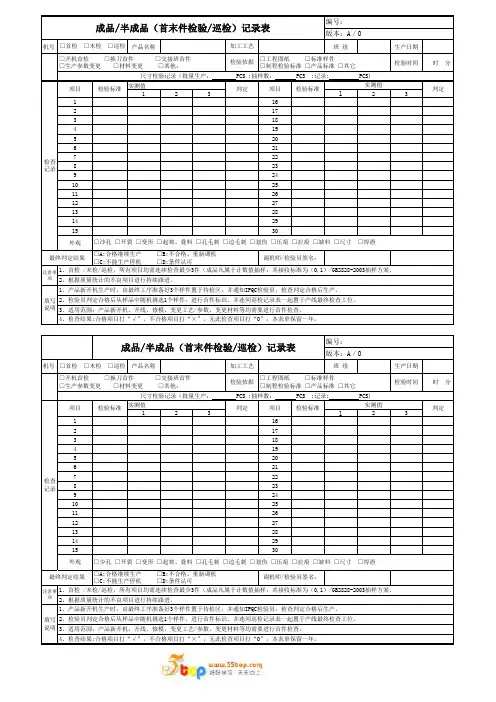
机号产品名称班 组生产日期检验时间 时 分实测值123123116217318419520621722823924102511261227132814291530外观机号产品名称班 组生产日期检验时间 时 分实测值123123116217318419520621722823924102511261227132814291530外观判定加工工艺编号:版本:A/0□开机首检 □换刀首件 □交接班首件□生产参数变更 □材料变更 □其他:□沙孔 □开裂 □变形 □起皱、叠料 □孔毛刺 □边毛刺 □划伤 □压痕 □拉痕 □缺料 □尺寸 □焊渣最终判定结果检验标准实测值2、检验员判定合格后从样品中随机挑选1个样件,进行首件标识。
并连同巡检记录表一起置于产线最终检查工位。
□首检 □末检 □巡检□首检 □末检 □巡检注意事项填写说明检验依据□工程图纸 □标准样件□制程检验标准 □产品标准 □其它检验标准项目项目成品/半成品(首末件检验/巡检)记录表4、检查结果:合格项目打“√”,不合格项目打“×”,无此检查项目打“0”;本表单保留一年。
版本:A/0检查记录□工程图纸 □标准样件□制程检验标准 □产品标准 □其它检验标准实测值尺寸检验记录(批量生产: PCS ;抽样数: PCS ;记录: PCS)判定3、适用范围:产品新开机、开线、修模、变更工艺/参数、变更材料等均需要进行首件检查。
1、首检 /末检/巡检,所有项目均需连续检查最少3件(成品凡属于计数值抽样,其接收标准为(0,1)/GB2828-2003抽样方案。
2、根据质量统计的不良项目进行持续跟进。
1、产品新开机生产时,由最终工序准备好3个样件置于待检区,并通知IPQC检验员,检查判定合格后生产。
检查记录项目判定检验依据加工工艺判定□开机首检 □换刀首件 □交接班首件□生产参数变更 □材料变更 □其他:□A:合格继续生产 □B:不合格、重新调机□C:不能生产停机 □D:条件认可调机师/检验员签名:尺寸检验记录(批量生产: PCS ;抽样数: PCS ;记录: PCS)检验标准项目编号:1、首检 /末检/巡检,所有项目均需连续检查最少3件(成品凡属于计数值抽样,其接收标准为(0,1)/GB2828-2003抽样方案。
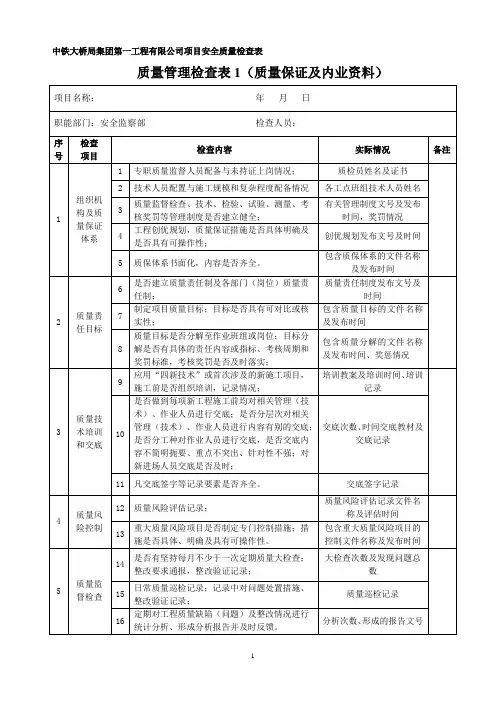
检查记录表被检查单位川铁,苏一,河一日期2019/06/25,17:10PM编号Jhang-ZLJC-01检查内容:设备堆场及现场设备/材料成品,半成品防护专项检查参加检查人员:刘元生、王伟东、黄虎、蒋丕林、虞红亮、柳保住、樊世雄、徐平、Shayan、曾强强检查情况记录及要求:亮点:1.设备堆场余热锅炉护板防护较好;(河一)2.到货箱件摆放整齐,保护较好;(河一)3.余热锅炉消音器雨布覆盖较好;(河一)4.到货箱件摆放整齐,保护较好;(苏一)5.管道支架摆放整齐一致;(苏一)6.余热锅炉消音器雨布覆盖较好;(苏一)7.消防车雨布防护;(河一)8.凝汽器设备雨布破损后,进一步防护;(苏一)9.厂区余热锅炉护板雨布覆盖到位,防护较好;10.机力通风塔材料胶水储存记录齐全,利用温度计,温湿度仪监控温湿度(河一)问题:1.西侧加工棚已加工半成品钢筋外置,长时间锈蚀严重;(川铁)2.厂区路灯灯杆未储放未垫道路,且多根混放,易导致变形;(川铁)3.搅拌站区域工程新模板未覆盖,已起皮破损;(川铁)4.粉煤灰堆放混乱,且未覆盖,易受潮;(川铁)5.室外埋件未做好防雨措施;(川铁)6.搅拌站区域材料堆放混乱;(川铁)7.室内静电地板外置未覆盖雨布防护;(川铁)8.搅拌站区域工程新模板未覆盖,已起皮破损;(川铁)9.搅拌站空调机外置,未覆盖;(川铁)10.厂区东侧和西侧钢筋棚处钢筋未防护,多处钢筋已严重锈蚀;(川铁)11.燃机房南侧中门道路路沿石被挤压破损;(川铁)12.管理办公楼处空调机外置,未覆盖;(川铁)13.循泵房北侧电缆切割后,电缆头未保护;(川铁)14.#2燃机变压器西侧宝都围护结构彩板防雨措施不到位;(川铁)15.启动锅炉房北侧钢结构泥土污染严重,未清理;(川铁)16.设备堆场高压电缆切割后,电缆接头未保护;(苏一)17.设备堆场宝都围护结构彩板未防护到位;(苏一)18.设备堆场凝结水入口电动蝶阀箱件未做好防雨措施;(苏一)19.余热锅炉护板未覆盖到位;(苏一)20.集装箱内化学填料包装袋破损,各种填料材料散乱,混装;(苏一)21.管道内外壁锈蚀严重,起皮,建议报废;(苏一)22.集控楼北侧汽机箱件未雨布覆盖,进行中;(苏一)23.汽机厂变处励磁变箱件雨布未覆盖,防雨防潮措施不到位;(苏一)24.下班前,余热锅炉入口烟道护板应防护到位;(苏一)25.汽车衡电缆套管破损;(河一)26.给水泵破损箱件应支护到位,防止坍塌,内置设备做好防雨防潮;(河一)27.下班前,余热锅炉入口烟道护板应防护到位;(河一)28.设备堆场已组合焊接的燃油管道管口应封堵,并应做好防护,防止管道内外部锈蚀;(河一)整改要求:请各施工单位质量部门督促上述成品及半成品设备、材料防护问题封闭,并做好设备、材料防雨防潮,防尘,防晒措施,保护贵司施工成果及采买设备,材料使用安全。
单位(子单位)工程质量竣工验收记录
单位(子单位)工程安全、功能和景观检验资料
核查及主要工程抽查记录
注:抽查项目有验收组协商确定
苗木规格抽查记录
绿化成活率抽查记录
园路广场工程单位(子单位)工程质量检查记录
假山叠石工程单位(子单位)工程感官质量检查记录
给排水及喷管工程单位(子单位)工程观感质量检查记录
园林建筑工程单位(子单位)工程观感质量检查记录
喷泉、喷灌调试记录
原料、构配件、设备进场验收记录
注:1、设备指工程自身使用的设备。
2、主要材料、半成品、成品、构配件、器具和设备进场验收填写表。
3、重要建筑材料应进行复检。
4、批量:每次提交验收的实际数量。
植物材料进场记录(通用)
草坪类植物进场记录
种籽类植物材料进场记录
隐蔽工程施工质量验收记录
园林绿化施工记录(通用)
园林绿化工程植物种植定位记录
园林绿化工程整地施工记录
喷泉水池人工湖工程单位(子单位)工程观感质量检查记录
绿化工程单位(子单位)工程观感质量检查记录
单位(子单位)工程质量控制资料核查记录。
12. 饰面工程质量检查0.5分
钢结构工程10分1.钢结构下料组装质量检查1.0分
2.钢结构焊接质量检查2.0分
3.钢结构除锈质量检查1.0分
4.钢结构涂装工程质量检查1.0分
5.结构螺栓连接工程质量检查2.0分
6.钢结构安装工程质量检查1.0分
7.压型板制作、安装质量检查1.0分
8.钢结构外观质量检查1.0分
电气设备安装5分1.电缆敷设工程质量检查0.4分
2.配管及管内穿线工程质量检查0.4分
3.变压器安装工程质量检查1分
4.高压、低压开关安装质量检查1.0分
5.成套配电柜(盘)及动力开关柜安装工程质量检查1.0分
6. 电气照明器具及配电箱(盘)安装工程质量检查0.6分
7. 避雷针(网)及接地装置安装工程质量检查0.6分
管道、设备安装工程5
分1. 介质管道制作工程质量检查1分
2. 介质管道安装工程质量检查1分
3. 介质管道焊接工程质量检查1分
4.管道设备防腐、保温质量检查1分
5. 一般设备安装工程质量检查1分
特种设备安装15分1.压力管道安装工程质量检查4分
2.起重机械安装工程质量检查4分
3.压力管道焊接工程质量检查4分
4.管道防腐、保温工程质量检查3分
5.锅炉安装工程质量检查15分
总分。