巩水利--增材制造技术发展
- 格式:ppt
- 大小:6.05 MB
- 文档页数:37
中国增材制造技术现状及发展趋势作者:李礼,戴煜来源:《新材料产业》 2018年第8期党的十九大提出“加快建设制造强国,加快发展先进制造业”的发展战略。
增材制造(又称“3D打印”)作为其中一项代表性技术,已纳入国家重点发展领域的规划中。
通过推动增材制造产业的发展,建设形成以实体经济、科技创新、现代服务、产业集群协同发展的全产业链体系,进而推动“中国制造”迈向“中国智造”的新高度。
本文阐述了中国增材制造产业发展的现状,并对其发展瓶颈问题及发展趋势进行了分析。
自2015年以来,中国陆续颁布了全面提升中国制造业发展质量和水平的重大部署文件,其中具有重大意义的当属增材制造技术。
增材制造(“3D打印”)技术是近年来发展起来的新型制造技术。
与传统“减材”制造过程截然相反,增材制造以三维数字模型为基础,将材料通过分层制造、逐层叠加的方式制造三维实体,是集先进制造、智能制造、绿色制造、新材料、精密控制等技术于一体的新技术。
增材制造技术从原理上突破了复杂异型构件的技术瓶颈,实现材料微观组织与宏观结构的可控成形,从根本上改变了传统“制造引导设计、制造性优先设计、经验设计”的设计理念,真正意义上实现了“设计引导制造、功能性优先设计、拓扑优化设计”转变,为全产业技术创新、军民深度融合、新兴产业和国防事业的兴起与发展开辟了巨大空间。
根据近几年来国内增材制造产业发展所取得的成效,本文系统梳理了全国各地增材制造产业发展现状,分析了其发展过程中遇见的瓶颈问题,并探讨了中国增材制造产业未来的发展趋势。
一、中国增材制造产业发展现状概况经过近三十多年的科技攻关,中国增材制造产业已初具规模。
据增材制造权威机构Wohlers Report统计报道,截至2016年底我国增材制造市场规模逾越80亿元,而2011年国内增材制造市场规模仅为10亿元。
根据美国国际数据集团(I D G)预测,中国未来增材制造产业规模将维持至少22.3%年复增长率,到2020年中国增材制造产业规模可突破220亿元。
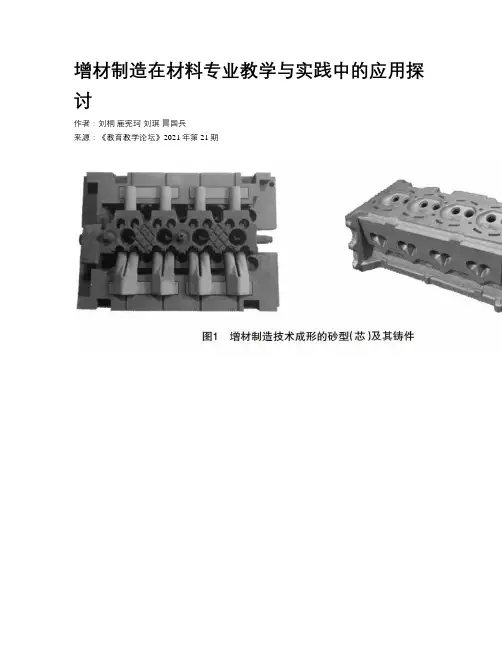
增材制造在材料专业教学与实践中的应用探讨作者:刘桐鹿宪珂刘琪冒国兵来源:《教育教学论坛》2021年第21期[摘要] 增材制造技术已经成为材料成形的一种重要方式,在材料工程应用中起到了重要作用。
增材制造技术在高等院校材料工程类专业中的应用,既可以丰富课程体系,又可以促进大学生创新设计与实践应用。
从材料工程类课程教学改革方向、专业学科方向与学科交流、材料工程类专业大学生创新创业及增材制造技术在材料工程专业应用等四个方面,探讨了增材制造技术在高等院校材料工程类专业教学与实践中的应用方向,为材料工程类专业在增材制造方向的教学改革奠定了基础。
[关键词] 增材制造技术;材料工程专业;教学改革;实践应用[基金项目] 2019年度安徽省教学研究重点项目“成果导向的教学过程质量监控机制建立与改进——以安徽工程大学材料科学与工程专业为例”(2019jyxm1155);2016年度安徽省教学研究重点项目“以提高材料类专业大学生创新能力为目标的实践教学体系构建与保障能力建设”(2016jyxm0090);2018年度校级新工科示范专业(方向)项目“材料科学与工程专业增材制造专业方向”(2018xgksfzy01)[作者简介] 刘桐(1988—),男,安徽宿州人,博士,安徽工程大学材料科学与工程学院讲师,主要从事金属材料增材制造研究。
[中图分类号] G642.0 [文献标识码] A [文章编号] 1674-9324(2021)21-0077-04 [收稿日期] 2020-12-03增材制造技术是基于离散—堆积原理,由零件三维数据驱动直接制造零件的科学技术。
基于不同的分类原则和理解方式,增材制造技术的内涵仍在不断深化,外延也在不断扩展。
增材制造技术不需要传统的刀具和夹具及复杂的加工工序就能在一台设备上可快速精密地制造出任意复杂形状的零件,从而实现零件的“自由制造”,解决了许多复杂结构零件的成形,并大大减少了加工工序,缩短了加工周期,而且产品结构越复杂,其制造速度的作用就越显著。

增材制造钛合金的裂纹扩展行为的晶体塑性有限元分析任斯远; 王凯; 刘斌超; 鲍蕊【期刊名称】《《航空科学技术》》【年(卷),期】2019(030)009【总页数】6页(P81-86)【关键词】激光熔化沉积; 晶体塑性; 疲劳; 扩展有限元; 裂纹扩展【作者】任斯远; 王凯; 刘斌超; 鲍蕊【作者单位】北京航空航天大学航空科学与工程学院北京 100191【正文语种】中文【中图分类】V252.2钛合金发展自20世纪50年代,得益于其优良的性能如高比强度和良好的耐腐蚀性,是制造飞机主承力结构的重要材料。
然而,与铝合金和高强度钢相比,难加工性以及由此带来的高制造成本一直是制约钛合金在飞机结构中更广泛应用的主要因素。
钛合金大型构件增材制造技术是钛合金整体飞机结构件革命性的突破,为结构轻量化和低成本化带来进一步可能[1]。
激光熔化沉积(LMD)技术是解决大型钛合金结构制造的增材制造技术,其具有加工快捷、原料利用率高等优点,并且在加工复杂结构时具有显著优势[2]。
通过该种技术加工的航空整体结构件已在部分次承力结构上实现应用[3,4]。
由于激光增材制造的技术特性,受高温度梯度和高冷却速度的影响,LMD钛合金可能会在组织上呈现异于传统锻造钛合金的非均匀排布特征[5],当然,也可以根据结构受力需要,通过工艺控制,实现结构材料性能的优化,调整材料组织排布。
但在这种背景下,基于传统均匀材料的断裂力学理论的裂纹扩展分析能否仍适用于该类型结构的损伤容限的评定,应用传统理论的损伤容限分析精度是否满足要求或是否有进一步提高分析精度的可能,这些问题有待进一步研究。
对LMD钛合金疲劳裂纹扩展的研究多集中于该材料与锻件、铸件的性能对比[6]、工艺参数对LMD钛合金材料性能的影响[7],也有部分文献对LMD 钛合金微观组织对疲劳裂纹扩展的影响进行了试验观测和定性分析[8]。
本课题组对LMD-TC11、TC18、TC21等钛合金在横幅载荷、简单变幅载荷下的疲劳裂纹扩展行为进行了试验研究[9~15],试验表明,柱状晶、近等轴晶的静力性能,特别是塑性段的静力性能存在显著差别,二者中的组织排布也显著不同,从而导致裂纹沿不同方向扩展时扩展路径、扩展速率、裂纹闭合水平等的变化,热影响带对疲劳裂纹扩展速率也存在影响,试件厚度同样也对裂纹扩展行为有影响。
Al-6.3Cu铝合金电弧填丝增材制造成形与组织性能孙红叶;从保强;苏勇;齐铂金;祁泽武;王强【摘要】采用HPVP-GTAW电弧作为热源进行Al-6.3Cu合金的电弧填丝增材制造,试验研究送丝速度和运动速度对成形层高和层宽的影响,并对比分析常规VP-GTAW和HPVP-GTAW两种热源对构件组织性能的影响.结果表明:协调调节WFS 和TS可在获得良好成形外观的同时实现对构件尺寸的有效控制;Al-6.3Cu合金构件内部组织呈现出典型层状分布特征,且各部位组织特征相类似,主要由等轴晶粒组成;原始状态下WAAM构件具有很好的塑性,但其强度较低,与常规VP-GTAW相比,HPVP-GTAW有助于提高增材构件的强度.%Wire+arc additive manufacturing (WAAM) system for Al-6.3Cu alloy using hybrid pulse variable polarity gas tungsten arc welding (HPVP-GTAW) process was established.The geometry of Al-6.3Cu single-pass multilayer deposits influenced by wire feed speed and travel speed,microstructure and tensile properties of deposited samples produced by the conventional VP-GTAW and HPVP-GTAW process were investigated.Experimental results show that the effective control on deposits geometry is obtained with the coordination of wire feed speed and travel speed.The internal structure of Al-6.3Cu deposits shows the typical layered distribution characteristics,mainly composed of equiaxed grains.WAAM samples with as-deposited condition have good plasticity,but the relatively low pared with conventional VPGTAW process,it is beneficial in enhancing the strength of Al-6.3Cu deposits using HPVP-GTAW process.【期刊名称】《航空制造技术》【年(卷),期】2017(000)014【总页数】5页(P72-76)【关键词】铝合金;电弧填丝增材制造;成形;显微组织;力学性能【作者】孙红叶;从保强;苏勇;齐铂金;祁泽武;王强【作者单位】北京航空航天大学机械工程及自动化学院,北京100191;北京航空航天大学机械工程及自动化学院,北京100191;北京航空航天大学机械工程及自动化学院,北京100191;北京航空航天大学机械工程及自动化学院,北京100191;北京航空航天大学机械工程及自动化学院,北京100191;北京航空航天大学机械工程及自动化学院,北京100191【正文语种】中文电弧填丝增材制造(Wire+Arc Additive Manufacturing, WAAM)技术采用电弧作为热源,通过不断熔化填充丝材并根据目标构件的数字模型沿成形轨迹逐层堆积出金属零件,具有成形尺寸大、设备成本低、材料利用率和沉积效率高等优点,是一种可实现高性能金属零件经济快速成形的方法[1-4]。
激光选区熔化YSZ陶瓷工艺及内部缺陷研究刘琦;郑航;唐康;巩水利;康楠;廖汉林【摘要】Selective laser melting of the 55~113 μm yttria stabilized zirconia (YSZ) ceramic powder is preliminary studied,and then morphology and distribution of internal defects is analyzed. The results show that YSZ ceramic powder could be completely melted by 1060~1100 nm laser,and the line engine density need to reach 140 J/m. In the horizontaldirection ,micro cracks are distributed along the laser scanning trajectory,a large number of continuous macro cracks could be observed in the deposition direction,the main internal defects are micro cracks and pores.%初步研究了55~113μm的氧化钇稳定氧化锆陶瓷粉末的激光选区熔化制造工艺,分析了其内部缺陷的形态和分布。
结果表明:全陶瓷氧化钇稳定氧化锆粉末可被波长1060~1100 nm激光完全熔化,线功率密度需达到140 J/m。
在成形水平方向,微裂纹沿着激光扫描轨迹有序分布,成形堆积方向存在连续有序的宏观裂纹,内部缺陷主要为微裂纹和气孔。
【期刊名称】《电加工与模具》【年(卷),期】2016(000)004【总页数】6页(P35-40)【关键词】激光选区熔化;氧化钇稳定氧化锆;内部缺陷【作者】刘琦;郑航;唐康;巩水利;康楠;廖汉林【作者单位】中国航空工业集团公司北京航空制造工程研究所,高能束流加工技术重点实验室,高能束流金属增量制造技术与装备北京市重点实验室,增材制造航空科技重点实验室,北京100024;中国航空工业集团公司北京航空制造工程研究所,高能束流加工技术重点实验室,高能束流金属增量制造技术与装备北京市重点实验室,增材制造航空科技重点实验室,北京 100024; 北京航空航天大学机械工程及自动化学院,北京 100191;中国航空工业集团公司北京航空制造工程研究所,高能束流加工技术重点实验室,高能束流金属增量制造技术与装备北京市重点实验室,增材制造航空科技重点实验室,北京 100024; 中国石油大学华东机电工程学院,山东青岛 266000;中国航空工业集团公司北京航空制造工程研究所,高能束流加工技术重点实验室,高能束流金属增量制造技术与装备北京市重点实验室,增材制造航空科技重点实验室,北京 100024;贝尔福-梦贝利亚技术大学,IRTES-LERMPS实验室,法国贝尔福 90010;贝尔福-梦贝利亚技术大学,IRTES-LERMPS 实验室,法国贝尔福 90010【正文语种】中文【中图分类】TG669陶瓷材料较高的熔点、脆性、硬度和较低的热导率不利于其复杂结构的加工成形,在烧结成形过程中易产生微缺陷(微裂纹和气孔)和形变(外形尺寸),这些都会影响结构陶瓷样件的力学性能和成形精度。
金属增材制造工艺与展望凌人蛟;王姗;陈晖【摘要】针对基于逐层堆积的材料叠加增材制造技术在国防、汽车工业、航空航天、医疗、商业机器和工业等领域的应用,文中介绍了激光和电子束作为高能束流的金属增材制造技术、金属增材制造粉末材料的制备技术、金属增材制造质量工艺控制,对金属增材制造技术进行了展望.【期刊名称】《机械工程师》【年(卷),期】2019(000)001【总页数】3页(P128-130)【关键词】增材制造;激光;电子束;金属粉末【作者】凌人蛟;王姗;陈晖【作者单位】哈尔滨职业技术学院机电工程学院,哈尔滨150081;合肥锐联传热技术有限公司,合肥230601;东北林业大学机电工程学院,哈尔滨150040【正文语种】中文【中图分类】TG6650 引言增材制造(Additive Manufacturing,AM)是将粉末材料或丝材层层叠加直接制造零件,具有高度的设计自由、便捷的客户定制和优化的产品性能,又称为自由成型制造。
金属增材制造是以金属粉末或金属丝材为原材料,采用电子束和激光等高能束热源,无需模具的设计制造,具有工序简单、高度的柔性、更短的设计周期和制造周期、高效的材料利用率等特点,与传统的铸造-锻造-机械加工相比,不但大大地降低了生产成本,还可以生产传统减材制造难以加工的复杂内腔以及薄壁零件和梯度材料[1-5]。
增材制造技术在汽车行业最早用于概念设计、适合性和功能性测试及模具制造。
汽车上的主要零部件由于批量生产成本过高而限制了增材制造技术的应用。
但是近年来,在热交换器的制造方面增材制造凸显制造优势。
增材制造技术可以将散热器的下壳、上壳和内部矩阵结构做为单一组件制造出来,使散热器成本更低,并且比传统的散热器更坚固,其内部矩阵可以具有更复杂的设计,以解决诸如高功率密度部件散热的转变问题。
Conflux和FCA汽车集团等许多公司在利用增材制造技术开发创新型汽车热交换器带有点阵结构的3D打印散热器,相比于普通汽车散热器点阵结构,实现了较好的对流热交换性能,同时可以减轻散热器的重量。

热处理对激光选区熔化GH4169高温合金的组织与拉伸性能的影响张雪峰; 李怀学; 胡全栋; 巩水利【期刊名称】《《航空制造技术》》【年(卷),期】2019(062)019【总页数】8页(P78-85)【关键词】增材制造; 激光选区熔化; GH4169高温合金; 热处理; 显微组织; 拉伸性能【作者】张雪峰; 李怀学; 胡全栋; 巩水利【作者单位】中国航空制造技术研究院北京100024; 高能束流加工技术重点实验室北京100024【正文语种】中文GH4169(国外牌号Inconel718)是一种沉淀强化型镍基(Ni-Cr-Fe)高温合金,因其出色的高温力学性能、优异的抗氧化、耐腐蚀耐磨损能力以及良好的焊接性而被广泛应用于航空航天、能源等领域,例如制造航空发动机涡轮盘、燃气轮机叶盘叶片、核反应堆容器等结构[1-2]。
GH4169合金成分复杂,含有Mo、Al、Ti、Nb等多种合金元素,其强度主要受固溶强化和析出相强化机理影响。
合金中的Ti、Al元素主要形成辅助强化相γʹ-Ni3(Al,Ti)相(面心立方结构,L12型),而Nb元素则是形成主要沉淀强化相γ″-Ni3Nb(体心四方结构,DO22)的重要强化元素[3]。
但γ″-Ni3Nb是亚稳相,在700℃以上很容易转化为同素异构的δ-Ni3Nb 相(正交结构,DOa型),而γʹ和γ″相一般通过双时效热处理过程析出。
随着现代工业发展对节能减排及轻量化的需求,传统的铸锻工艺难以满足对复杂构型如悬臂、内部空腔等结构的加工要求,急需寻找新的解决途径。
激光选区熔化(Selective Laser Melting,SLM)成形技术是20世纪90年代发展起来的一种粉末床增材制造技术。
通过计算机软件的控制,采用高能激光束逐层地对模型切片轮廓内的金属粉体进行扫描、熔化,从而直接由三维模型制造出近净成形实体零件[4-5]。
与传统加工工艺相比,不仅缩短了零件制造工艺流程,还避免了昂贵的模具及工装成本,具有材料利用率高、成形过程不受零件复杂程度的限制、生产周期短等优点,在航空航天、生物医疗等领域得到了广泛应用[6]。
增材制造技术在口腔修复学中的应用进展李乐【摘要】增材制造技术(Additive Manufacturing,AM)是一个与减材制造相反,利用3D模型数据,通常以逐层堆叠累积的方式将材料连接起来构造物体的过程。
与传统制作工艺相比,增材制造技术具有高集成性、高速性、高柔性和高环保性,因此在制造行业中得到了广泛应用。
近年来,不断有学者将增材制造技术应用于口腔医学的各个领域,取得了较好的效果。
在口腔修复学中,通过各种增材制造技术直接成型所需要的各种修复体已经成为常规制作方法之外的又一选择。
对口腔修复学中常用的增材制造技术及其应用效果进行综述。
【期刊名称】《继续医学教育》【年(卷),期】2016(000)002【总页数】4页(P117-120)【关键词】口腔修复学;增材制造技术【作者】李乐【作者单位】天津市口腔医院修复一科,天津 300041【正文语种】中文【中图分类】R783.3增材制造技术(Additive Manufacturing,AM),广义上又称3D打印技术,旧称快速成型技术(Rapid Prototyping,RP),于20世纪80年代在美国军事科研领域兴起,2009年根据ASTM (American Society for Testing andMaterials)标准,被定义为“一个与减材制造相反,利用3D模型数据,通常以逐层堆叠累积的方式将材料连接起来构造物体的过程”[1]。
得益于3D建模集束、拓扑学优化集束、粉末加工技术、大数据运算能力、高能激光、电子束加工技术、焊接技术和材料学等诸多背景技术的成熟和科研积累,增材制造技术得到了高速发展,并在近年来呈现爆发态势,因其技术的高集成性、高速性、高柔性和高环保性,在制造、电子、国防、医疗、建筑等领域得到广泛应用[2]。
1990 年,增材制造技术首次应用于医学领域,当时开发者采用该技术把CT获取的颅骨解剖数据成功复制出颅骨解剖模型,用以诊断和模拟手术。
增材制造发展战略及技术创新需求分析作者:于灏来源:《新材料产业》 2014年第8期编译/ 于灏北京新材料发展中心如果列举2013年全球热门的科技讨论话题,则不得不提增材制造技术(俗称“3D打印”)。
这项先进技术经过20多年的发展,已经从实验室走进大众视野,开始逐步进入到我们的日常生活中。
从创意巧克力、甜品、冰激凌,到陶瓷餐具、模型、时装,从个性化牙刷、心脏起搏器、仿生耳朵、微型肝脏,到概念车外壳、划艇、赛车零件,各种关于增材制造的话题层出不穷,各种耳目一新的3D打印物品纷纷面世。
增材制造貌似已经无所不能,这也难怪科技界将2014年宣称为“增材制造元年”。
除了媒体的高度曝光外,增才制造——这项新兴技术也受到了资本市场的广泛关注。
根据Wohlers Associates最新发布的增材制造报告《Wohlers Report 2014》,2013年全球3D打印产品和服务市场总量达到30.7亿美元,复合年增长率(C A G R)为34.9%,达到了17年来的最高。
在资本市场,增材制造的相关股票也增长迅速。
2013年,3D打印巨头美国St r a t a s ys公司股价累计涨幅68.06%,价格最高达到138.1美元。
另一家领军企业美国3D s y s t e m公司股价累计涨幅高达74.19%,价格最高达到97.3美元。
麦肯锡公司发布的《2025年前的12种颠覆性技术》和G a r t n e r公司发布的《影响未来10年技术》均将增材制造技术纳入其中,这些信息貌似都预示着我们即将进入3D打印的时代。
但与此同时,也有相当比例的学者对增材制造技术持谨慎态度,认为3D打印的影响被媒体夸大了,这种技术距离真正的应用还很遥远,还远不能替代传统制造业,未来也恐怕很难对世界产生颠覆性的影响。
这种观点实际上是从更加理性的角度去看待这项新兴技术。
不可否认,增材制造技术尚未成熟,其产业仍处于萌芽阶段。
虽然它具有非常好的发展潜力,但其发展速度能否达到人们期望的程度,何时才能实现愿景,还无法得知。
我国增材制造产业发展路径探究作者:李方正来源:《新材料产业》 2017年第1期当前,伴随着新一轮科技革命和产业变革的历史性交汇,以增材制造(Additive Manufacturing,AM)为代表的先进制造技术正获得突破性进展,成为越来越多企业产业升级和技术转型的方向,用于突破研发瓶颈或解决设计难题,助力智能制造等新型制造模式。
世界工业强国纷纷制定相关战略和具体措施助力产业发展,力争抢占未来科技和产业制高点。
我国高度重视增材制造产业发展,《中国制造2025》、《“十三五”国家科技创新规划》、《智能制造工程实施指南(2016—2020))》、《工业强基工程实施指南(2016-2020)》等发展规划及实施方案将增材制造装备及产业作为重要发展方向之一,以期推动产业持续快速发展。
随着增材制造工艺装备、专用材料、关键部件的技术突破以及服务模式的成熟,必将带动产业化应用程度的加深,推动智能制造、产品设计和生命科学领域的新一轮创新。
增材制造产业已迎来了重大发展机遇期,仍将处于高速增长期,发展潜力巨大。
一、全球增材制造产业发展历程及现状增材制造俗称3D打印,是以数字模型为基础,将专用的金属材料、非金属材料以及医用生物材料,按照挤压、烧结、熔融、光固化、喷射等方式逐层堆积,制造出实体物品的制造活动。
增材制造技术源于20世纪80年代美国科学家Charles Hull发明的光固化(SLA)技术,Charles Hull于1986年成立了3D Systems公司并在同年发布了全球第一款商用3D打印机,开启了增材制造技术的产业化进程。
此后,美国涌现出多家增材制造公司,增材制造产业迅速发展。
但在之后的近20年,由于技术不成熟,利用增材制造技术工艺只能打印一些强度低、精度差的塑料模型,导致人们对其可靠性产生怀疑,致使增材制造产业发展进入低谷。
随着2008年英国巴恩大学的Adrian Bowyer等人发布3D打印项目RepRap1.0系列“Darwin”3D立体打印机,实现了增材制造设备的自我复制,同年,Objet推出Connex500,使得多材料增材制造成为可能。