转炉点检标准
- 格式:ppt
- 大小:19.85 MB
- 文档页数:44

转炉设备点检管理制度一、总则为了保证转炉设备的正常运行,提高设备的使用寿命和生产效率,确保生产安全和生产质量,制定本点检管理制度。
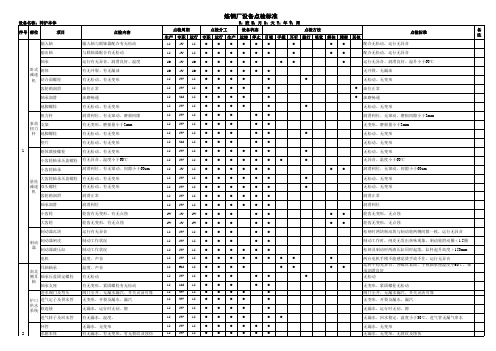
二、适用范围本制度适用于所有公司内使用的转炉设备,包括但不限于转炉本体、氧气供应系统、废气处理系统等。
三、点检内容1. 转炉设备的外观检查:检查设备是否有异物、损坏或漏油现象,确保设备外部清洁干净。
2. 转炉设备的润滑与液体检查:检查设备的各润滑点是否适量加油,油品是否干净,液体是否充足。
3. 转炉设备的传动系统检查:检查设备传动系统的正常运转,齿轮、链条等零部件的磨损程度,是否需要更换。
4. 转炉设备的电器系统检查:检查设备的各电器元件是否良好,有无损坏或短路现象,电线是否接触良好。
5. 转炉设备的安全防护检查:检查设备的安全防护装置是否完好,有无损坏或失效现象,确保人员安全。
6. 转炉设备的气体系统检查:检查设备的氧气供应系统、废气处理系统是否正常运行,有无泄漏现象。
7. 转炉设备的热工系统检查:检查设备的冷却系统、加热系统是否正常运行,有无堵塞或漏水现象。
四、点检频率1. 每日点检:由设备操作人员进行设备的日常点检,检查设备的外观、润滑液、传动系统、安全防护等情况。
2. 每周点检:由设备维修人员进行设备的周检,检查设备的电器系统、气体系统、热工系统等情况。
3. 每月点检:由设备负责人进行设备的月检,对设备进行全面检查,发现问题及时处理,确保设备的正常运行。
五、点检记录1. 设备操作人员应按照点检要求进行仔细检查,并记录点检情况。
2. 维修人员、负责人应查阅点检记录,及时发现问题,进行维修或更换。
3. 点检记录应保存至少一年,以备查阅。
六、责任制1. 设备操作人员负责日常点检,并将点检情况报告给维修人员。
2. 维修人员负责周检和月检,及时处理设备故障并记录。
3. 设备负责人负责月检,对设备的整体情况进行评估,并制定维护计划。
七、处罚对于未按照规定进行点检的人员,视情节轻重给予批评教育、警告、记过等处罚。
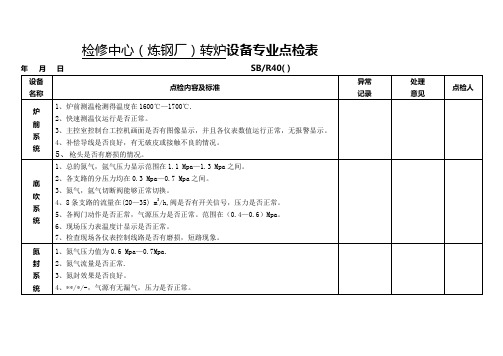
检修中心(炼钢厂)转炉设备专业点检表年月日 SB/R40( )设备名称点检内容及标准异常记录处理意见点检人炉前系统1、炉前测温枪测得温度在1600℃—1700℃.2、快速测温仪运行是否正常。
3、主控室控制台工控机画面是否有图像显示,并且各仪表数值运行正常,无报警显示。
4、补偿导线是否良好,有无破皮或接触不良的情况。
5、枪头是否有磨损的情况。
底吹系统1、总的氮气,氩气压力显示范围在1.1 Mpa—1.3 Mpa之间。
2、各支路的分压力均在0.3 Mpa—0.7 Mpa之间。
3、氮气,氩气切断阀能够正常切换。
4、8条支路的流量在(20—35) m3/h,阀是否有开关信号,压力是否正常。
5、各阀门动作是否正常,气源压力是否正常。
范围在(0.4—0.6)Mpa。
6、现场压力表温度计显示是否正常。
7、检查现场各仪表控制线路是否有磨损,短路现象。
氮封系统1、氮气压力值为0.6 Mpa—0.7Mpa.2、氮气流量是否正常.3、氮封效果是否良好。
4、**/*/-,气源有无漏气,压力是否正常。
氧枪系统1、氧枪水循环的流量:吹炼时进水流量在242 m3/h左右,出水流量在247m3/h左右,压力在1.5 Mpa,温度显示是否正常。
2、氧枪氧气流量在25000 m3/h—25500 m3/h.3、氧枪各调节阀动作正常,气源压力是否稳定。
4、氧枪张力显示在4.1—5.5t,同枪两张力值误差不得大于1t.5、现场就地压力,温度显示正常,无损坏现象,有无泄漏。
汽化系统1、生产过程中汽包水位显示应该在 30㎜—50㎜之间。
2、除氧器生产过程中350㎜—500㎜之间。
3、软水箱生产过程中水位应该在800㎜—950㎜之间。
4、各管路调节阀是否正常。
5、检查现场磁翻柱液位计有无卡阻,破裂现象,转子转动是否灵活,显示面板是否有积灰,是否有泄漏。
6、检查各仪表线路是否有磨损。
炉体冷却1、冷凝水进水流量160—170 m3/h2、冷凝水的压力显示正常。
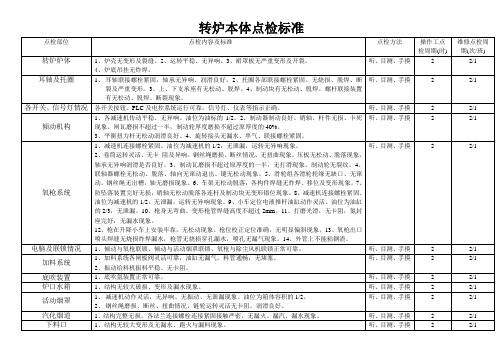


转炉主要设备检修维护规程一、氧枪系统检修标准1、枪身平直,弯曲率<=1.5%,维修氧枪后必须试水试压,枪身无粘钢漏水,喷头没有变形。
2、焊接氧枪喷头时注意冷却,,保护好密封圈不受伤害,敲打枪头时须垫胶皮。
3、氧枪管焊接时必须开破口,用砂轮清净渣子,焊接后需要检查,不能存在砂眼,焊缝高度<5mm。
二、氧枪升降小车及轨道1、各零部件完整齐全,导向轮转动灵活,上下制动器灵敏可靠,无明显磨损。
2、轨道表面无粘钢,轨道无明显变形和移位。
3、氧枪钢丝绳完好无损伤,连接件无变形、裂纹,固定牢靠。
4、滑轮轮缘无破损,绳槽无明显磨损,转动灵活,润滑良好。
5、滑轮轴承、轴承座,卷筒支撑轴承座配合牢固,间隙合理,连接螺栓紧固可靠,润滑油充足。
三、减速机1、机壳完整无裂纹,齿轮啮合正常,无胶合,点蚀,油量充足无泄漏。
2、联轴器连接间隙均匀,无磨损。
3、半联轴器连接牢固,无轴向串动,胶圈完整,磨损不超标,紧固螺栓齐全,无松动。
4、轴承运转正常无松动。
四、水冷炉口检修标准1、水冷炉口焊补前必须开破口后方能施焊。
2、无缝管的破口深度为8-10mm,宽10mm。
3、上盖板的破口深度为10mm,宽为10mm。
4、破口后要用砂轮打磨,不能有渣子,表面清洁。
5、用烘干后的E506焊条焊接,并焊接多次。
6、焊接完毕后需要用气焊进行烘烤,并用铁锤敲打焊接处,以消除内应力。
五、钢渣车检修标准1、车体无明显变形,四个车轮需要找平,必须在同一水平线上,轮距为2.39mm。
2、车轮要在维修时既有润滑,并定期更换,并且轴承盖要保持完好。
3、车体破损处需要用30mm的钢板修复,必要时加110mm方坯。
4、下线维修时对各部螺栓进行更换。
5、减速机在安装时需要与电机,车轮在同一水平线上。
6、减速机与车体连接处需要焊接制动块,防止减速下沉7、联轴器之间的连接要紧固,不能有螺栓缺失,装配间隙均匀。
钢渣车减速箱的装配1、打开减速机机壳,降所有内部零件全部拿出,并且将内部的有无全部清干净,并用柴油清洗。