自动捆包机设备操作说明书
- 格式:doc
- 大小:2.63 MB
- 文档页数:1
PP带自动捆包机作业指导书页码第1页/共5页文件名称PP带自动捆包机作业指导书主办部门:品质部文件变更记录修订日期最新版本修订内容页次制订者审核者核准者2015-11-14 A0 首版发行 5 彭炎洪接收部门确认栏页码第2页/共5页PP带自动捆包机作业指导书一、目的:规范PP带自动捆包机的操作和使用。
二、范围:适用于公司所有的PP带自动捆包机。
三、职责:操作员负责PP带自动捆包机的调试与操作。
四、工作流程及内容说明:带子送到位→收到捆扎信号→制动器放开,主电机启动(1)→右顶刀上升,顶住右带于滑板处(2)→"T"型导板后退(3)→接近开关感应到退带探头(4)→主电机停转,制动器吸合(5)→捆包机退带电机转动,退带0.35秒(6)→带子收紧捆在物体上(7)→主电机二次启动,制动器吸合(8)→大摆杆二次拉带,收紧带子(9)→左顶体上升,压紧下层带子(10)→加热片伸进两带子中间(11)→中顶刀上升,切断带子(12)→中顶刀下降(13)→中顶刀再次上升,使两带子牢固粘合(14)→中顶刀下降,左右顶刀同时下降(15)→加热片复位(16)→滑板后退(17)→"T"型导板复位(18)→接近开关感应到送带探头(19)→送带电机启动,带动带子送带(20)→大摆杆复位(21)→带子到位,带头顶到"T"型导板上(22)→接近开关感应到双探头(23)→主电机停转,刹车吸合(24)→捆包机完成一个工作循环。
五、故障及排除方法5.1卡带处理,当带子卡在滚轮中间,或有异物塞住无法取出时,处理方法如下:页码第3页/共5页PP带自动捆包机作业指导书a、拆开六角螺帽的垫圈。
b、松开中间连接轴心上的两个M5沉头螺丝,由于此两个螺丝固定在连接轴心的缺口部分,所以必须将螺丝转上些。
c、取下连接轴心,将上轮机拿起,取出卡住物。
d、依以上c-b-a方式装配复原。
e、注意螺帽与L型曲板保持0.3-0.5mm的间隙5.2自动捆包机不自动出带,遇此情形,首先检查"出带长度调整"是否在"0"处,然后再看穿带过程是否正确,如果不行,送带滚轮附近卡住异物,亦会造成此一情况。
PP带全自动打包机的操作方法全自动打包机是一种方便、高效的包装设备,可用于快速打包各种类型的货物。
以下是使用全自动打包机的详细操作方法:第一步:准备工作1.1检查设备:确认全自动打包机的各个部件是否完好无损,并保证所有的安全装置都处于正常工作状态。
1.2准备所需材料:通常情况下,使用全自动打包机需要纸箱、胶水等包装材料。
确保这些材料已经准备好并摆放在合适的位置。
第二步:设备调整2.1调整包装机参数:根据打包物体的特性,调整打包机的相关参数,如速度、力度、包装尺寸等。
2.2调整传送带:将传送带调整到适合打包物体的高度和宽度。
第三步:开启设备电源3.1打开设备电源开关:根据设备说明书上的指引,开启设备电源。
此时,设备会进入待机状态,等待操作员的指令。
第四步:调整包装机械手4.1设定打包机械手的抓取动作:根据打包物体的形状和大小,调整机械手的抓取方式,确保机械手能够准确、平稳地抓取物体。
4.2设置抓取位置:根据需要设置抓取位置,使机械手能够精确地抓取到物体。
4.3调整包装机械手的速度:根据打包物体的特性,调整机械手的运行速度,以确保机械手工作的高效率和稳定性。
第五步:设置包装流程5.1选择包装方式:根据需要选择合适的包装方式,如纸箱封口、纸箱封底等。
5.2设定包装流程:根据打包物体的特性和包装需求,设置包装流程。
包装流程通常包括封装物体、封底、封口等步骤。
5.3调整包装流程参数:根据打包物体的特性和包装需求,调整包装流程的相关参数,如封装时间、封底力度等。
第六步:开始打包6.1将打包物体放置传送带上:将已经准备好的打包物体放置在传送带上,并确保物体的摆放位置合适。
6.2启动设备:按下启动按钮或设备控制面板上的指令,开始运行全自动打包机。
6.3观察打包过程:在全自动打包机运行的过程中,仔细观察打包物体的运动情况,确保打包过程正常,不出现卡顿、包装错误等情况。
6.4收尾工作:打包完成后,将打包好的物体从传送带上取下,并进行整理和标记。
永创101A打包机说明书
产品名称:永创-MH-101A全自动打包机
产品类别:设备包装生产设备
产品说明:MH-101A全自动打包机采用PLC控制,选购电器组件为世界着名品牌打包机配件产品,有日本“OMRON”、法国“TE”、日本“OMRON”,“ZIK”等进口打包机配件电器。
打包机械设计合理,打包机技术动作协调,可靠性高,具有手动、自动、连续三种功能,并且使用方便,速度快,能适合高速度生产流水作业,铝合金支架,免加油的保养。
永创打包机厂生产的该机应用范围广,适用于化纤行业、烟叶复烤企业、制药行业、出版行业、制冷空调行业、家电行业、陶瓷行业、火工行业等等。
该打包机工作原理:打包物体基本处理机器中间,首先右顶体上升,压紧带的前端,把带子收紧捆在物体上,随后左顶体上升,压紧带子的适当位置,加热片伸进两带子中间,中顶刀上升,切断带子,后把下一下捆扎带子送到位,完成一个工作循环。
捆包机操作规程
1、接通电源:把电源插头接上电源,按下开关,指示灯亮。
2、预热烫头:把温度调到所需温度,预热1分钟,若缩短预热时间,可按下快速加热按钮约5秒钟。
3、选择送带定时时间(送带长度控制)时间调节范围0-6秒,根据包件大小,调节所需的传送长度。
4、开动电机:合上开关,电机启动,若30秒内不捆扎,电机自动停止,按下送带或退带按钮,可从新转动。
5、包件定位:把包件放在机器工作台上,用手抓住带头绕过包件,插进"带子入口"。
6、捆扎:带头进入"带子入口"后,触动微动开关,机器便自动压住带头,完成退带、拉紧、切带、烫带、复原等动作。
然后自动送出一定长度的带子,此时,便完成一次捆扎的全过程。
7、送带及复位:如送出带子不够可按下送带按钮。
8、退带及复位:按退带按钮,带子推出机器,机器自动复位。
9、关机:每次用完后,应关上电源开关或电机开关。
10、异常情况处理:
1)带子粘合不良:调整烫头温度;调整烫头位置。
2)卡带:关掉电机开关,按照退带方向将带子拉出。
11、维修保养:
1)清洁:要经常保持机器清洁,应经常清除轨道和机件上的带屑和污
垢。
2)紧固件防松:机器在工作和运输过程中,各部位的紧固件会有松动可能,应经常检查机器内螺钉、螺母、弹簧是否紧固齐全。
3)润滑:应定期在注油处和经常滑动部位加注高速润滑油。
自动捆包机操作流程
自动捆包机是一种用于包装各种产品的设备,它可以自动完成包装过程,提高生产效率,减少人力成本。
下面将介绍一下自动捆包机的操作流程。
首先,操作人员需要将要包装的产品放置在自动捆包机的输送带上,确保产品摆放整齐,避免出现错位或堆积现象。
接着,操作人员需要根据产品的尺寸和形状调整自动捆包机的参数,包括包装速度、包装材料的张力等。
这些参数的调整可以根据产品的特性进行调整,以确保包装效果最佳。
然后,操作人员需要启动自动捆包机,让其开始工作。
自动捆包机会根据预设的参数进行包装,将产品包裹在包装材料中,并进行封口和切割。
在整个包装过程中,操作人员需要时刻监控自动捆包机的运行状态,确保其正常工作,及时处理异常情况。
在包装完成后,操作人员需要将包装好的产品从自动捆包机上取下,并进行检查。
检查产品的包装是否完整,是否符合要求,如果有问题需要及时处理。
同时,操作人员还需要清理自动捆包机,保持设备的清洁和良好状态,以确保下次使用时能够正常工作。
总的来说,自动捆包机的操作流程包括产品的摆放、参数的调整、机器的启动、监控运行状态、产品的取下和检查、设备的清理
等步骤。
只有严格按照操作流程进行操作,才能确保自动捆包机的正常运行,提高生产效率,减少人力成本。
希望以上介绍对您有所帮助。
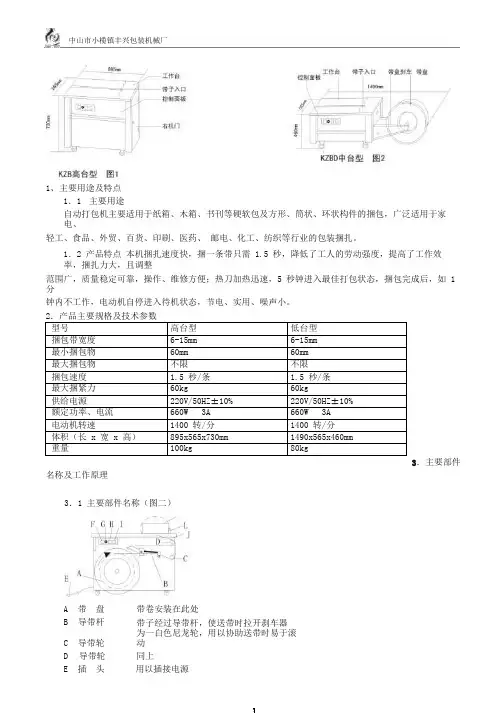
中山市小榄镇丰兴包装机械厂1、主要用途及特点1.1主要用途自动打包机主要适用于纸箱、木箱、书刊等硬软包及方形、筒状、环状构件的捆包,广泛适用于家电、轻工、食品、外贸、百货、印刷、医药、邮电、化工、纺织等行业的包装捆扎。
1.2 产品特点本机捆扎速度快,捆一条带只需 1.5 秒,降低了工人的劳动强度,提高了工作效率,捆扎力大,且调整范围广,质量稳定可靠,操作、维修方便;热刀加热迅速,5 秒钟进入最佳打包状态,捆包完成后,如 1 分钟内不工作,电动机自停进入待机状态,节电、实用、噪声小。
2.产品主要规格及技术参数型号高台型低台型捆包带宽度6-15mm 6-15mm最小捆包物60mm 60mm最大捆包物不限不限捆包速度 1.5 秒/条 1.5 秒/条最大捆紧力60kg 60kg供给电源220V/50HZ±10% 220V/50HZ±10%额定功率、电流660W 3A 660W 3A电动机转速1400 转/分1400 转/分体积(长 x 宽 x 高)895x565x730mm 1490x565x460mm重量100kg 80kg3.主要部件名称及工作原理3.1 主要部件名称(图二)A 带盘带卷安装在此处B 导带杆带子经过导带杆,使送带时拉开刹车器C 导带轮为一白色尼龙轮,用以协助送带时易于滚动D 导带轮同上E 插头用以插接电源F 电源开关用以启动电源- 1 -中山市小榄镇丰兴包装机械厂G 长度调节器调节每次自动送带的长度H 归零开关按此钮每一次退带(半个动作),第二次为归零I 手动出带开关为手动调节任意出带长度J 出带槽带子穿过此,机器没归零或积塞杂物,即无法穿过K 捆包物为欲捆包之物品,紧靠阻挡器 L3.2 工作原理(图三)将捆包物放在捆包机的台面上,调整适当的供带长度,机器自动供带,操作者将捆包带绕过捆包物,将带头沿着导向槽插入直至触动微动开关,前顶刀便立即上升,将带头顶住,随之带子被张紧后,另一端也被上升的后顶刀顶住,中刀立即上升,将带子切断,与此同时,表面温度约 180。
全自动捆包机安全操作规程
1.接通电源,启动机器,并检查电动机的转向。
2.关机,将带圈放上带盘单元,检查带端的方向。
3.将带馈入贮存箱进带伸展装置,通过张力臂组件馈入进带上滚轮时带的内表面必须朝下。
4.再次开机,贮存箱进带电动机将自动运行,且贮存箱中贴有足够长度的带。
5.将进带开关向左转,直到带端通过拱架单元中的带道达到工作台中间的粘合点。
6.将要捆扎的物件放在粘合点上,等候约30秒,直到加热器加热到恰当的温度。
7.把张力调整到通常的位置4-5。
8.按启动按钮捆扎。
9.下班时应切断总电源。
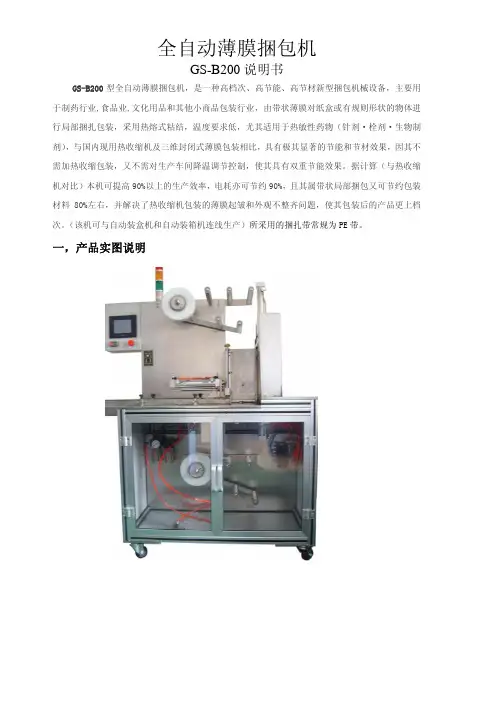
GS-B200型全自动薄膜捆包机,是一种高档次、高节能、高节材新型捆包机械设备,主要用于制药行业,食品业,文化用品和其他小商品包装行业,由带状薄膜对纸盒或有规则形状的物体进行局部捆扎包装,采用热熔式粘结,温度要求低,尤其适用于热敏性药物(针剂·栓剂·生物制剂),与国内现用热收缩机及三维封闭式薄膜包装相比,具有极其显著的节能和节材效果,因其不需加热收缩包装,又不需对生产车间降温调节控制,使其具有双重节能效果。
据计算(与热收缩机对比)本机可提高90%以上的生产效率,电耗亦可节约90%,且其属带状局部捆包又可节约包装材料80%左右,并解决了热收缩机包装的薄膜起皱和外观不整齐问题,使其包装后的产品更上档次。
(该机可与自动装盒机和自动装箱机连线生产)所采用的捆扎带常规为PE带。
一,产品实图说明二,工艺流程三,电器原理及信号采集:1.输送120W,链轮传输,由无极变速(变速比控制)控制输送速度。
2.盒子进入积盒部分后,内置感应开关触动信号—传输给顶包汽缸,完成顶盒动作。
3.达到设置顶盒次数后,信号传输给推包汽缸完成推包动作。
4.推包到底后压包压下,然后推包退回。
压包一直压住盒子。
5.推包退的同时上热封启动。
6.热封到底后下热封启动,完成封边,切断整个过程。
7.下热封退的同时吹气冷却启动。
8.上热封退,压盒退,完成包装过程四,技术参数:¾型号:GS-B200¾工作电源:AC220V/50HZ¾工作功率700W¾工作气压:0.4~0.6MPa¾最大包装尺寸:200×150×80¾最小包装尺寸:60×60×40¾包装速度:8~15包/分重量:200KG五,操作步骤及规格调整:¾根据所需场地环境固定好机器。
单机使用与连线使用¾根据盒子不同规格调节:按照所要生产的规格品种来调整机器,以便顺利完成盒子捆扎装箱,调整规格步骤如下:1》:输送挡条两侧调整,按照品种尺寸调到长于盒子5mm,便于盒子顺利传送。
目录一:规格 (1)二:各部位名称.......................................................2-3 三:安全操作. (4)四:设备安放 (4)五:接续绳.............................................................5-6 六:试运行 (7)七:线绳张力调整...................................................7-8 八:保养维护 (8)九:故障与排除......................................................9-10 十:推线刀压板与鸟嘴间距调整示意图 (11)十一:耦合体(弹簧)调整方法 (12)十二:驱动组分解图 (13)十三:驱动组下部分解图 (14)十四:结束器主体分解图 (15)十五:刀架组合分解图 (16)十六:离合器分解图 (17)十七:离合器轮分解图 (18)十八:电路图 (19)十九:随机附件 (20)尊敬的用户您好:非常感谢您选用我厂生产的“PE自动打捆机”。
我厂专业生产ZD70、ZD100、ZD120型打捆机,十年来经过多次研究改进,产品性能先进、质量稳定。
本产品适用于包装纸板、印刷品、大宗邮件、服装、食品、木制品及其他物品的捆结。
我厂宗旨:质量第一、信誉至上、服务更好,为了让你方便了解和正确使用本机械,就产品的性能、安全操作、维护保养以及故障排除等方面的知识作如下说明。
Hello Dear User:Thank you very much use my factory production“PE automatic binding machine”.Our factory specializes in ZD70,ZD100,ZD120-type balers,after several years of improvement,advanced product performance,quality and stability.This product is suitabie for packaging board,printed matter,bulk mail,clothing,food,woodproducts and other items tied knot.Our aim:Quality first,reputation fist,service better,to make you easy to understand and properly use the machinery,the product performance,safe operation,manintenance and troubleshooting knowledge,do the following instructions.一:规格(ZD-70)(mm) (ZD-100)(mm)技术参数: 技术参数:最大打捆尺寸:700×400 最大打捆尺寸:1000×800最小打捆尺度:150×120 最小打捆尺度:200×160台面深度:240大台面深度:320打捆速度:1.2秒/结打捆速度:1.2秒/结打捆型号:PE28#结束带捆绳型号:PE28#结束带电机功率:550W 电机功率:550W电机电源:单相220V 电机电源:单相220V外形尺寸:1060×1080×1550 外形尺寸:1550×1160×1620 机器净重/毛重:160/200Kg 机器净重/毛重:195/230Kg (ZD-120)型需提前定做附注:上列尺寸及规格仅供参考,如有变更,恕不另行通知。
自动捆包机操作规程目的:为使自动捆包机的操作达到规范化、标准化、保证捆包质量.2。
范围:适用于自动捆包机的操作。
3。
职责:自动捆包机的操作人员对本标准的实施负责,设备技术人员负责监督。
4。
程序:4。
1. 操作前准备:4.1。
1。
检查自动捆包机的清洁情况。
4.1.2.检查捆包区内有无前批生产遗留物。
4.2. 操作过程:4。
2。
1. 组装带盘:4.2.1。
1。
先将装有固定圈及轴心的带盘片平放于地面上,固定圈朝上。
4。
2。
1.2. 找出带卷的带头,按顺时针方向安装于固定圈上。
并去掉带卷上的包装物。
4.2。
1.3 安装另一带盘片,并将其中心孔槽对准轴的弹簧销.4。
2.1。
4 将带盘锁套装入弹簧中,锁套中心槽对准中心轴的弹簧销下压,通过弹簧销后,旋转90°使弹簧销固定于锁套上凹槽内.穿带:打开左门,将带盘装入机器的带轨中心上,带头应顺时针由上而下将带子穿过刹车杆滑轮的上方,再穿过导带滑轮的下方,穿出右门后,关上门再向上穿过带槽片,由滑轮上方穿入机体内,再经导带道穿出铁板槽外(如为低卧型,应参阅机器上所贴的穿带示意图).4。
2。
3. 将插头插入电源插座内,打开电源开关,并将机械快速预热30秒~1分钟。
4.2。
4。
出带长度调整:旋转出带长度旋钮,按需设定所需长度.顺时针旋转旋钮,自动出带.也可使用“手送带按钮”辅助出带,按动时间越长,出带越长.4.2.5.温度的调整:打开控制盒,顺时针方向转动温度调节旋钮,粘合温度变高。
温度过高、过低PP带粘合效果都不好,所以调到4~5即可.4.2.6.松紧度的调整:旋松调整螺帽上的内六角螺丝,顺时地转动调整螺帽则捆扎度变紧,当调到适宜松紧度后,锁紧内六角螺丝。
4.2.7.将待捆包的包装箱平稳地放在捆包机上,靠紧阻挡器(无阻档器的应将包装箱待捆包处的下边缘与插带孔边缘对齐)。
4.2.8.将带子绕过包装箱,插入插带槽内,自动捆包(本厂要求包装箱应做双线平行捆包)。
4。
制订日期
Date 页 次Page NO 1一一
BQ-
74-核准
(Appr 审核(Checke XX 电 子 科 技 有 限 公 司
文件类型
File type
设备操作指导书文件编号File No 版 本Version 圖 示 說 明(illuminate)2.00BQ-73-135设 备 操 作 指 导 书
制表(Prepared): 将带头从带盘引出→穿过导带杆→导带轮A→门孔→导带片导带轮B→直到穿过 机器桌面
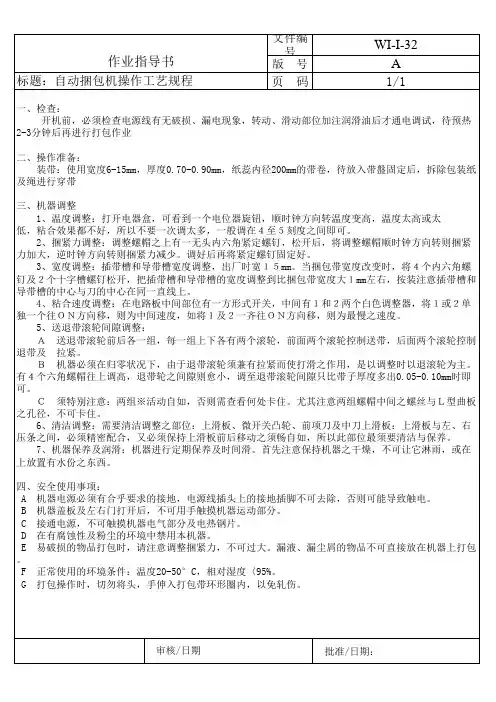
五,如有异常时请立即知会工程相关人员
一,使用前检查设备有无异常,
三,打开电源开关→设备自动加热约6秒时完成→调节长度调节器至合适刻度→将带 头依右图穿至入口处即可→自动捆包完成捆包机
三,使用过程中,不能对所有皮带,送退带滚轮,打滑片,添加润滑油润滑,以保证 最佳使用效果
四,此设备工作时为动力设备,小心误伤
二,操作步骤:
四,手动出带键 : 按此键时捆包带会出带三,注意事项:(保养)
一,设备规格:捆包带宽6-15mm,带厚0.7-0.75mm,最小捆包物60mm,速度1.5秒/二,穿带:
三,归零键 : 当机器在减速部分未归零时,按此键可归零,如在归零状态下,按此 键可使机器动作循环一次
条,AC220V
设备名称
Equipment name 捆包机一,操作界面说明:
二,使用前必需对所使用的设备进行检查(如:输入电源线有无损坏)
二,长度调节器 : 可调节出带长度
2019/9/23一,电源开关: 灯亮时表示电源接通
1 电源开关
2 长度调节器
3 归零键
4 手动出带键
5 产品放置处。
捆扎机说明书OTUB-26/HA 中文操作说明书Automatic Strapping Machine目录1. 一般说明2. 规格3. 结构与功能4. 操作5. 调整6. 故障检修7. 维护1 / 1001-1. 应用这是用聚炳烯带(机用带)捆扎的全自动捆包机。
捆扎的物件限于弓架内规格(标准规格:宽850 mm×高600 mm)。
该机不宜捆扎湿、多灰、粉末状或过于笨重(最大负载100公斤)的包装物。
我们建议使用以下规格的捆扎带原材料: 聚炳烯固定带宽 : 最大正负1. 0mm厚度:0.4mm ~ 1.0mm扭转 :每米60弧高 :每米50mm带圈宽度 :180mm ~ 230mm带圈纸芯内径: 200mm ~ 405mm1-2.安装机器必须安装在靠近电源及干燥平坦的硬质地板上,牢固不移动。
电源必须与机器侧面的铭牌说明相一致。
安装地点应符合以下条件:室温: -20℃~ +50℃地板:最大负载350公斤/平方米空间:最小2米× 1.5米1-3. 运输和储存长途运输或长期保管机器,必须用木箱或硬纸板箱包装,固定在结实的垫板上。
并在包装箱内放吸潮剂,在机器内部喷涂防锈剂。
切勿在包装箱顶部堆放任何重物。
运输和储存时不要将机器倒置。
长途运输或长期保存机器后,建议在机器接上电源前,先手动检查所有活动部件,以避免电气设备过负荷。
随机供应的标准附件:1. 工具 1 套2. 弓架活页弹簧 5 件3. 紧力臂夹刀弹簧 1 件4.紧力臂弹簧 1 件5. 紧力臂制动器弹簧 1 件6. 所以其他品种的弹簧 1 套7.电热头 1 件8.说明书 1 份3 / 100规格2-1. 技术数据批准: CE2-2. 规格尺寸:宽1412mm ×长600mm ×高1540mm 净重:220kgs 毛重:230kgs带宽:8, 9, 10, 12, 12.7, 15.5, 18, 19mm带盘:PP带纸芯内径200mm ~ 280 mm(可调)PP带纸芯高度190mm ~ 230 mm 捆扎速度:26次/分捆扎范围:最小. 宽100mm ×高30mm 最大为弓架内规格粘合方法:热熔法捆扎紧度: 5 kg ~ 80 kg功率:0.85 KVA电源:3PH, 200V-380V (50Hz/60Hz)1PH,100V-220V (50Hz/60Hz)可调选项:弓架规格、带宽、电源、进带传感器说明:* * 标准弓架宽850 mm ~高600 mm* * 如有改变,恕不另行通知结构与功能5 / 1007 / 1004-1. 操作前的注意事项4-2. 操作顺序1. 连接电源,打开主电源开关,检查电动机的转向。
自动捆包机标准操作规程一、引言自动捆包机是一种用于包装和封装产品的设备,能够提高生产效率和包装质量,广泛应用于物流、制造业等领域。
为了确保自动捆包机的正常运行和操作安全,制定本操作规程,明确操作流程和注意事项。
二、操作准备1. 确认自动捆包机在正常工作状态下,检查各部件的完好性和紧固度;2. 确保自动捆包机的供电和空气压力符合要求;3. 清理工作区域,确保没有杂物和障碍物;4. 穿戴适当的个人防护装备,包括安全帽、防护眼镜和耳塞等。
三、自动捆包机的操作步骤1. 打开自动捆包机的主电源开关,观察显示屏是否正常显示;2. 调整自动捆包机的参数设置,包括捆扎时间、捆扎力度和包装方式等,按照实际需求进行设置;3. 将待捆扎的产品放置到自动捆包机的工作台上,并按照产品尺寸和形状调整夹具的位置和夹紧力度;4. 按下启动按钮,自动捆包机开始工作,夹具将产品固定在工作台上,自动进行捆扎;5. 捆扎完成后,自动捆包机会自动解除夹具的固定,并将捆扎好的产品送出;6. 关闭自动捆包机的主电源开关,清理工作台和机器表面的杂物和产品残留。
四、操作注意事项1. 在操作自动捆包机之前,应仔细阅读并理解设备的操作手册和安全注意事项,确保操作的准确性和安全性;2. 操作者必须经过专业培训和授权,熟悉自动捆包机的工作原理和操作流程;3. 在操作过程中,严禁将手或其他身体部位靠近自动捆包机的夹具和运动部件,以免发生意外伤害;4. 自动捆包机的工作区域应设立明显的安全标识,并保持干燥清洁,以防滑倒或其他事故;5. 定期检查和维护自动捆包机的各部件,确保其工作正常;6. 禁止在自动捆包机的工作台上存放杂物,避免影响机器的正常操作;7. 在停机维护时,应切断自动捆包机的电源,避免误操作引发事故。
五、紧急情况处理1. 在自动捆包机操作过程中,如发现异常情况或机器故障,应立即停机并切断电源;2. 如发生火灾等紧急情况,应按照现场的灭火器和应急预案进行处理;3. 在紧急情况处理过程中,应保持冷静并采取安全措施,确保自身安全和周围人员的安全。
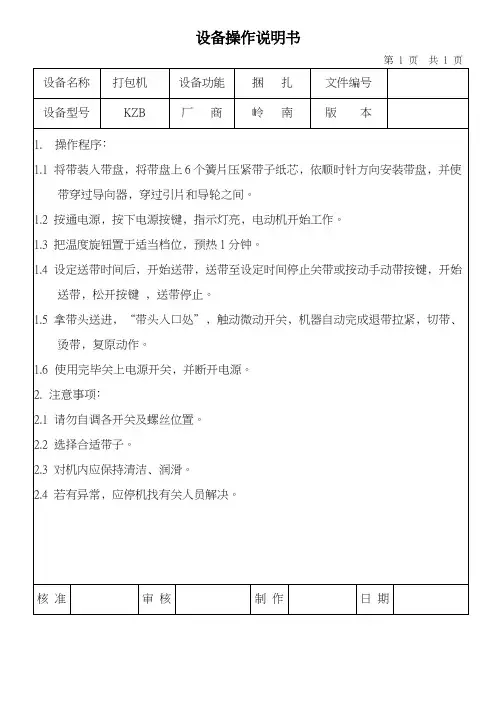
设备操作说明书 第 1 页 共1页
设备名称 自动打包机
设备功能 自动打包 文件编号 设备型号
厂 商
成田司化
版 本
电源开关 微动开关 捆力大小调节(0-90KG ) 工作台面
一﹑操作说明﹕
1﹑连接电源,打开主机电源开关,检查电动机的转向。
2﹑关机、将PP 带圈装上带盘,检查PP 带端的方向是否与带盘上标示的箭头符号方向一致。
3﹑将PP 带穿过带调节器,并通过进带导带滚轮时,PP 带的内表面必须朝下,然后把PP 带穿过角式滚轮通过紧缩臂组件进入进带上下滚轮之间。
4﹑再次开机,储带箱进带电动机将自动运行进带,储带箱中储有的PP 带长度约为弓架及带道的1.5倍。
5﹑按进带开关,直到PP 带端通过弓架及带道达到工作台中间的粘合点。
6、把捆扎的物件放在粘合点上,等候约30秒,直到加热器加热到正常的工作温度。
(正常的工作温度为105℃~217℃)
7、把紧力调整到通常的位置4-5(试松、紧度可做适当调节). 8、按启动按钮或用脚踏开关进行捆扎。
9. 气压范围要求在0.45Mpa~0.68Mpa 。
二、操作前的注意事项
1、检查连接电源与机器侧面铭牌说明是否一致。
检查使用的PP 带宽度是否符合工作台之间带道的内部宽度。
2、检查电动机的转向是否顺时针方向﹐从储带箱进带滚轮上标出的圆弧形箭头看到正确方向。
要改变电源插座或电线插头时﹐必须检查电动机转向。
3、PP 带装入带盘﹐必须按顺时针方向。
当PP 带通过进带导带滚轮进入储带箱和进带上下滚轮时﹐带的内表面必须朝下。
穿带不正确会造成机器运行故障。
核 准
审 核
制 作
日 期
启动
急停 进带/退帶
手动/自动
主开关
电源灯
PP 帶
DA。