铸造工艺方案确定(精)
- 格式:ppt
- 大小:3.34 MB
- 文档页数:13
职业教育材料成型与控制技术专业教学资源库《铝合金铸件铸造技术》课程教案低压铸造参数确定制作人:张保林陕西工业职业技术学院低压铸造参数确定一、引言低压铸造的工艺规范包括升液、充型、增压、保压结晶、卸压、冷却、延时,以及铸型预热温度、浇注温度、铸型的涂料等。
二、升液压力和升液速率升液压力是指当金属液面上升到浇口,所需要的压力。
式中,p1——升液阶段所需压力(MPa ); h1——金属液面至浇道的高度(cm);ρ ——金属液密度(g/cm3 );10200——单位换算系数(g/N); K ——充型阻力因数,K=1~1.5(阻力小取下限,阻力大取上限)。
在升液过程中,升液高度将随着坩埚中金属液面下降而增加。
因此,所需的压力将相应增大。
金属液在升液管内的上升速度即为升液速度,升液应平稳,以有利于型腔内气体的排出,同时也可使金属液在进入浇口时不致产生喷溅。
随着压力增大,升液管中的液面升高。
因此,增压速度实际上反应了升液速度。
增压速度可用下式计算,即式中,v1——升液阶段的增压速度(MPa/s );p1——升液压力(MPa );t1——升液时间(s )。
1020011K h p ρ=111t p v =一般情况下,为了有利于型腔中气体的排出,升液速度缓慢些为好。
对于铝合金,升液速度控制在5~15cm/s ,加压速度为1.27~1.75KPa/s 。
三、充型压力和充型速度充型压力是指使金属液充型上升到铸型顶部所需的压力。
式中,p2——充型压力(MPa );h2——金属液上升至铸件顶面的高度(cm);同样,所需的充型压力随着坩埚中金属液面下降而增大。
充型速度取决于通入坩埚内气体压力增加的速度,可按下式计算:式中,v2——充型速度(MPa/s );p1、p2——分别为升液和充型压力(MPa );t2——充型时间(s ) 充型速度关系到金属液在型腔中的流动状态和温度分布,因而影响铸件的质量。
充型速度慢,金属液充填平稳,有利于型腔中气体的排除,铸件各种温差增大。

精密铸造工艺方案范本1. 引言本文档对精密铸造工艺方案进行了详细介绍和说明,包括工艺流程、材料选用、设备配置等内容。
精密铸造是一种重要的制造工艺,在各个行业中得到广泛应用,本文档旨在提供一个范本,帮助读者编写适用于各种精密铸造项目的工艺方案。
2. 工艺流程精密铸造的工艺流程可以分为以下几个主要步骤:1.模具制备:根据产品要求,制作精密的铸造模具,包括精密机械加工、热处理等工艺。
2.熔炼与浇注:选取合适的原料,进行熔炼,然后将熔融金属倒入预制的模具中进行铸造。
3.冷却与固化:待浇注完成后,让铸件自然冷却,使其固化成型。
4.模具拆卸:将固化成型的铸件从模具中拆卸出来。
5.去毛刺与清洁:清理铸件表面的毛刺,进行清洁处理,保证产品质量。
6.加工与检验:对铸件进行机械加工,如车削、铣削等,然后进行质量检验。
3. 材料选用精密铸造的材料选用十分重要,需要根据产品要求和工艺性能选择合适的材料。
常用的精密铸造材料包括:•不锈钢:具有优异的耐腐蚀性和耐高温性,适用于制作复杂的零件。
•高温合金:具有优异的高温强度和耐腐蚀性能,适用于高温工作环境。
•钛合金:具有优良的力学性能和化学稳定性,适用于航空航天领域。
•铝合金:具有较低的密度和良好的强度,适用于汽车零部件等领域。
在选择材料时,还需要考虑到成本、加工性能、产品质量等方面的因素。
4. 设备配置精密铸造需要使用到一系列设备和工具来完成铸造过程。
常用的设备包括:•高频感应熔炼炉:用于将金属材料熔融成液态,以便进行浇注。
•真空铸造设备:通过在高真空环境中进行铸造,避免气体和杂质对产品质量的影响。
•数控机床:用于对铸件进行加工和修整,提高产品尺寸精度和表面质量。
•检测设备:包括X射线探伤、超声波检测、金相分析等,用于对铸件进行质量检验。
根据具体的生产需求,可以进行设备配置的调整和选型。
5. 质量控制精密铸造的质量控制是保证产品质量的关键。
在工艺流程中,需要进行严格的质量控制措施,包括:•材料检验:对原材料进行化学成分、力学性能等方面的检测。
铸造工艺方案1. 简介铸造是一种重要的制造工艺,主要通过将熔化后的金属或合金倒入模具中,经凝固、凝固和冷却过程,制造出所需的零件或产品。
铸造工艺方案是指针对特定产品和材料,制定的一套铸造工艺流程和参数,旨在保证零件质量和生产效率。
2. 工艺流程通常,铸造工艺包括以下几个主要步骤:2.1 模具制备模具是铸造过程中用于容纳熔化金属的形状工具。
根据产品的设计和要求,选择合适的模具,并确保其具有足够的强度和耐磨性。
常用的模具材料包括铸铁、钢等。
2.2 材料准备根据产品的要求,选择适合的金属或合金作为铸造材料。
根据材料的成分和比例,进行合金配料和坩埚熔炼,确保熔化金属的化学成分符合要求。
2.3 熔化和浇注将准备好的铸造材料放入熔炉中进行熔化。
根据不同的金属,选择适当的熔炉和熔炼工艺。
熔化后的金属通过浇注系统,倒入模具中。
2.4 凝固和冷却在模具中倒入的熔化金属逐渐凝固。
根据不同的工艺和产品要求,控制凝固过程中的温度和时间,以保证零件的结构和机械性能。
2.5 脱模和后处理经过一定的凝固和冷却时间后,零件可以从模具中取出。
根据需要,进行去毛刺、修整、退火等后处理工艺,以提高零件的表面质量和性能。
3. 工艺参数铸造工艺方案中的参数设置对于零件的品质和生产效率具有重要影响。
以下是一些常见的工艺参数:•浇注温度:熔化金属的温度,根据金属的熔点和浇注系统的特点确定;•浇注速度:控制熔化金属流动的速度,避免产生气孔和缺陷;•浇注压力:在一些特殊情况下,通过施加压力,改善金属的凝固结构;•凝固时间:根据零件的尺寸和凝固速率,确定零件在模具中的冷却时间;•冷却介质:通过选择适当的冷却介质,加速零件的冷却过程;•后处理工艺:根据产品的要求,选择合适的去毛刺、退火等工艺,提高零件的性能。
4. 质量控制在铸造过程中,质量控制是至关重要的,以确保生产出符合要求的零件。
以下是一些常用的质量控制措施:•材料检验:对铸造材料进行化学成分和物理性能的检验,确保其符合标准;•模具检查:检查模具的磨损和变形情况,及时进行维修和更换;•熔炼质量控制:对熔炼过程中的温度、时间和熔化金属的化学成分进行监控;•壳材质量检验:对制作壳材的材料和工艺进行检验,确保壳材的质量和性能;•零件外观检查:对铸造零件的表面和尺寸进行检查,确保不存在缺陷和变形;•机械性能测试:通过拉伸试验、硬度测试等手段,评估铸件的机械性能。
铸造工艺方案铸造是一种常见的制造工艺,广泛应用于各行各业。
通过铸造工艺,我们可以将熔化的金属或合金注入到特定的模具中,经过冷却和固化后得到所需的铸件。
在铸造工艺中,制定合适的工艺方案非常关键,它直接影响到铸件的质量和成本。
本文将详细介绍铸造工艺方案的制定过程。
一、铸造工艺方案的选择在制定铸造工艺方案之前,我们首先需要了解铸件的设计要求和功能需求。
根据铸件的形状、尺寸、材料等特点,选择适用的铸造方法,包括砂型铸造、金属型铸造、压力铸造等。
同时还需要考虑到生产批量和周期等因素,确定最佳的工艺路线。
二、模具设计和制造模具是铸造工艺中不可或缺的一部分,它直接决定着铸件的精度和表面质量。
在模具设计中,要充分考虑铸件的缩孔、气孔等缺陷,采取相应的设计措施,如设置浇口和排气系统,以提高铸件的质量。
同时,模具的制造也需要严格按照设计图纸和工艺要求进行,确保模具的尺寸精度和加工质量。
三、熔炼和浇注在熔炼和浇注过程中,要选择合适的炉具和熔炼设备,控制熔炼温度和时间,确保金属液的纯净度和化学成分的稳定性。
同时,根据模具的设计要求,在浇注过程中要注意浇注速度和施力方式,以避免产生气孔和夹杂等缺陷。
四、冷却和固化铸件在浇注后需要进行冷却和固化,以便获得所需的力学性能和表面质量。
在冷却过程中,可以采取适当的冷却介质或控制冷却速度,以实现铸件的组织均匀和凝固收缩的控制。
同时,还需要考虑到冷却应力的产生和消除,以避免铸件的开裂和变形。
五、加工和表面处理在铸造工艺方案中,还需要考虑到铸件的后续加工和表面处理工艺。
根据铸件的要求和用途,选择合适的加工方法,包括切割、钻孔、磨削等。
同时,在表面处理中,可以采用喷丸、热处理、镀层等方式,提高铸件的耐腐蚀性和装饰性。
六、质量控制和检验在整个铸造工艺中,质量控制和检验是至关重要的环节。
通过制定合理的工艺参数和控制方法,进行现场检查和在线监测,及时发现和解决潜在问题,确保铸件的一致性和稳定性。
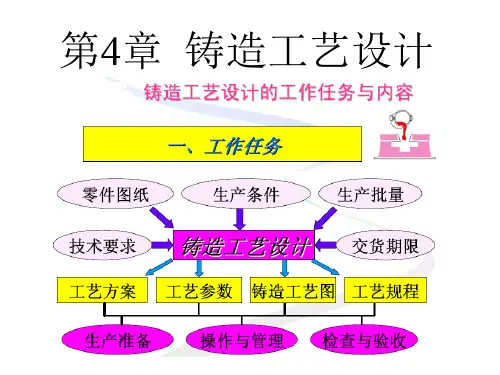
铸造工艺方案设计的主要内容有
铸造工艺方案设计的主要内容包括:
铸造工艺选择:确定所需产品的铸造方法,例如砂型铸造、金属型铸造、压力铸造等。
选择适合产品形状、材料和数量的最佳铸造方法。
材料选择:选择合适的铸造材料,如铸铁、铸钢、铝合金等,根据产品的要求和性能进行材料选择。
模具设计:设计和选择合适的模具,以便制造产品的准确形状和尺寸。
包括模具材料选择、模具结构设计和模具制造工艺。
浇注系统设计:设计合理的浇注系统,确保熔融金属能够顺利流入模腔,并获得良好的充型效果。
包括浇注杯、浇口和浇注道的设计。
凝固与冷却控制:确定合适的凝固与冷却控制措施,以确保产品的凝固过程正常进行,并避免缺陷的产生。
包括冷却介质的选择、冷却通道的设计等。
铸造工艺参数设定:确定合适的铸造工艺参数,如浇注温度、浇注速度、浇注压力等,以确保产品的质量和性能。
模具和铸件加工工艺:确定模具和铸件的加工工艺,包括修模、修边、修砂等工艺步骤,以确保产品的精度和表面质量。
铸造设备选择:选择适当的铸造设备,如铸造机床、熔炼设备等,以满足产品的生产要求和工艺流程。
检验与质量控制:制定合理的检验和质量控制方案,包括对原材料、半成品和成品的检验要求和方法,以确保产品符合规定的质量标
准。
铸造工艺铸造生产要根据铸件的结构特征、技术要求、生产批量、生产条件等因素,确定铸造工艺方案。
其主要内容包括浇注位置、分型面、铸造工艺参数(机械加工余量、起模斜度、铸造圆角、收缩率、芯头等)的确定,然后用规定的工艺符号或文字绘制成铸造工艺图一、浇注位置的确定(1)铸件的重要工作面或主要加工面朝下或位于侧面。
浇注时金属液中的气体、熔渣及铸型中的砂粒会上浮,有可能使铸件的上部出现气孔、夹渣、砂眼等缺陷,而铸件下部出现缺陷的可性小,组织较致密。
(2)铸件的大平面朝下或倾斜浇注。
由于浇注时炽热的金属液对铸型的上部有强烈的热辐射,引起顶面型砂膨胀拱起甚至开裂,使大平面出现夹砂、砂眼等缺陷。
大平面朝下或采用倾斜浇注的方法可避免大平面产生铸造缺陷。
(3)铸件的薄壁朝下、侧立或倾斜。
为防止铸件的薄壁部位产生冷隔、浇不到缺陷,应将面积较大的薄壁置于铸件的下部,或使其处于侧壁或倾斜位置,如图所示。
(4)铸件的厚大部分应放在顶部或在分型面的侧面。
主要目的是便于在厚处安放冒口进行补缩,二、分型面的选择(1)分型面应选择在模样最大截面处,以便于起模。
(2)尽量减少分型面。
分型面少则容易保证铸件的精度,并可简化造型工艺。
对机器造型来说,一般只能有一个分型面,下图所示的绳轮铸件,大批量生产时,为便于机器造型,可按a分型方案,采用环状型芯,将二个分型面减少为一个分型面。
当然在单件生产时,采用手工造型时,为减少工装的制造,采用b方案,三箱造型,二个分型面也是合理的。
(3)尽量使分型面平直。
为了使模样制造和造型工艺简便,(4)尽量使铸件的全部或大部分位于同一砂箱中。
铸件处于同一砂箱中,既便于合型,又可避免错型,以保证铸件的精度。
(5)尽量使型芯位于下箱,并注意减低砂箱的高度。
这样可简化造型工艺、方便下芯和合型、便于起模和修型。
如图缩示机床立柱的分型方案,采用Ⅱ方案比较合理,可使型腔和型芯大部分处于下箱中,便于起模、下芯、合型。
三、工艺参数的选定机械加工余量和公差起模斜度收缩率铸造圆角芯头四、浇注系统(1)浇注系统的组成与作用通常有浇口杯、直浇道、横浇道、内浇道和冒口等组成。