组合反应器设计
- 格式:doc
- 大小:1.10 MB
- 文档页数:17


化学工程中的反应器设计反应器是化学工程中至关重要的设备,它用于控制和促进化学反应的进行。
反应器设计需要考虑多个因素,包括反应物的特性、反应条件、反应速率等。
下面将讨论在化学工程中进行反应器设计的一些关键考虑因素。
1. 反应物的特性在设计反应器之前,首先需要了解反应物的特性。
这包括反应物的化学性质、物理性质以及反应的机理。
通过对反应物特性的了解,可以确定反应的类型和可能发生的副反应。
2. 反应条件确定适当的反应条件对于反应器设计至关重要。
反应条件包括温度、压力、物料的浓度等。
这些条件将直接影响反应的速率和选择性。
因此,在进行反应器设计时,需要根据反应条件来选择和确定反应器的类型和尺寸。
3. 反应速率了解反应的速率对于确定反应器的尺寸和反应时间非常重要。
反应速率可以通过实验室实验或者基于反应物特性进行估算。
反应速率的了解将有助于确定反应器的体积和反应物的进料速率。
4. 混合效应反应器中的混合效应对于反应的进行至关重要。
混合效应决定了反应物之间的接触程度,从而影响反应速率。
不同的反应器类型和设计方式会导致不同的混合效应,如完全混合反应器和不完全混合反应器。
5. 均质反应器和非均质反应器均质反应器是指反应物在体积上是均匀分布的反应器,例如连续搅拌槽反应器。
而非均质反应器是指反应物在体积上不均匀分布的反应器,例如流化床反应器。
在进行反应器设计时,需要确定是使用均质反应器还是非均质反应器。
6. 安全性考虑在进行反应器设计时,安全性是一个重要的考虑因素。
需要考虑反应物的毒性、易燃性等特性,并采取相应的安全措施。
此外,还需要考虑反应过程中可能发生的意外情况,如压力突然增加或温度失控等,并设计相应的安全系统。
综上所述,化学工程中的反应器设计需要综合考虑反应物的特性、反应条件、反应速率、混合效应等多个因素。
通过合理设计反应器,可以提高反应的效率、选择性并确保反应的安全进行。

污水处理反应器引言概述:污水处理是一项重要的环境保护工作,而污水处理反应器是其中的核心设备。
本文将从反应器的类型、工作原理、应用领域、优势和发展趋势等方面进行详细阐述。
一、反应器的类型1.1 生化反应器:生化反应器是利用微生物降解有机物质的一种设备。
其主要类型包括曝气式活性污泥法、厌氧消化池和固定床生物反应器等。
1.2 物化反应器:物化反应器主要利用化学方法去除废水中的污染物。
常见的物化反应器包括混凝沉淀池、活性炭吸附器和氧化还原反应器等。
1.3 组合反应器:组合反应器是将生化反应器和物化反应器结合起来,以达到更高效的废水处理效果。
常见的组合反应器有混合式反应器和序列反应器等。
二、反应器的工作原理2.1 生化反应器的工作原理:生化反应器通过微生物降解废水中的有机物质,将其转化为无害的物质。
曝气式活性污泥法利用曝气系统供氧,促使微生物进行降解作用;厌氧消化池则在无氧条件下进行废水处理;固定床生物反应器则利用固定的生物膜降解废水中的有机物。
2.2 物化反应器的工作原理:物化反应器通过化学方法去除废水中的污染物。
混凝沉淀池通过添加混凝剂使污染物凝结成团,然后沉淀下来;活性炭吸附器则利用活性炭吸附废水中的有机物质;氧化还原反应器则通过氧化或者还原反应去除废水中的污染物。
2.3 组合反应器的工作原理:组合反应器将生化反应器和物化反应器结合起来,通过不同的工艺步骤进行废水处理。
混合式反应器将生化反应器和物化反应器同时进行;序列反应器则将生化反应器和物化反应器进行分步处理。
三、反应器的应用领域3.1 工业废水处理:污水处理反应器在工业废水处理中起着至关重要的作用,能够有效去除废水中的污染物,保护环境。
3.2 城市污水处理:城市污水处理需要大规模的反应器设备,以处理大量的污水,保障城市环境的卫生和健康。
3.3 农村污水处理:农村地区的污水处理需要适合于小规模处理的反应器设备,能够有效地处理农村地区的废水。
四、反应器的优势4.1 高效性:污水处理反应器能够高效去除废水中的污染物,提高废水处理效率。
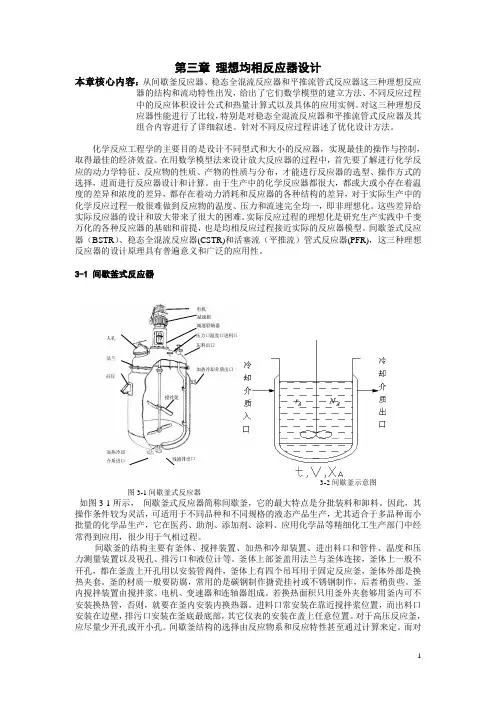
第三章理想均相反应器设计本章核心内容:从间歇釜反应器、稳态全混流反应器和平推流管式反应器这三种理想反应器的结构和流动特性出发,给出了它们数学模型的建立方法、不同反应过程中的反应体积设计公式和热量计算式以及具体的应用实例。
对这三种理想反应器性能进行了比较,特别是对稳态全混流反应器和平推流管式反应器及其组合内容进行了详细叙述。
针对不同反应过程讲述了优化设计方法。
化学反应工程学的主要目的是设计不同型式和大小的反应器,实现最佳的操作与控制,取得最佳的经济效益。
在用数学模型法来设计放大反应器的过程中,首先要了解进行化学反应的动力学特征、反应物的性质、产物的性质与分布,才能进行反应器的选型、操作方式的选择,进而进行反应器设计和计算。
由于生产中的化学反应器都很大,都或大或小存在着温度的差异和浓度的差异,都存在着动力消耗和反应器的各种结构的差异,对于实际生产中的化学反应过程一般很难做到反应物的温度、压力和流速完全均一,即非理想化。
这些差异给实际反应器的设计和放大带来了很大的困难。
实际反应过程的理想化是研究生产实践中千变万化的各种反应器的基础和前提,也是均相反应过程接近实际的反应器模型。
间歇釜式反应器(BSTR)、稳态全混流反应器(CSTR)和活塞流(平推流)管式反应器(PFR),这三种理想反应器的设计原理具有普遍意义和广泛的应用性。
3-1 间歇釜式反应器3-2间歇釜示意图图3-1间歇釜式反应器如图3-1所示,间歇釜式反应器简称间歇釜,它的最大特点是分批装料和卸料。
因此,其操作条件较为灵活,可适用于不同品种和不同规格的液态产品生产,尤其适合于多品种而小批量的化学品生产,它在医药、助剂、添加剂、涂料、应用化学品等精细化工生产部门中经常得到应用,很少用于气相过程。
间歇釜的结构主要有釜体、搅拌装置、加热和冷却装置、进出料口和管件、温度和压力测量装置以及视孔、排污口和液位计等。
釜体上部釜盖用法兰与釜体连接,釜体上一般不开孔,都在釜盖上开孔用以安装管阀件,釜体上有四个吊耳用于固定反应釜,釜体外部是换热夹套。

三元乙丙橡胶(EPDM)是一种广泛应用于汽车、建筑、电力等领域的合成橡胶材料。
EPDM具有优异的耐热性、耐候性和化学稳定性,因此在各种恶劣环境下都能保持良好的性能。
EPDM的生产主要通过聚合反应器进行,而聚合反应器的设计对于EPDM的生产过程至关重要。
本文将从反应器的工作原理、设计要点、操作注意事项等方面进行深入探讨。
一、三元乙丙橡胶(EPDM)聚合反应器的工作原理1. 聚合反应器是EPDM生产过程的核心设备之一,其主要功能是在高温、高压、特定催化剂的作用下,将乙烯、丙烯、非对称二烯等单体进行聚合反应,最终形成EPDM聚合物。
2. 聚合反应器通常由反应釜、加料系统、升温系统、搅拌系统、冷却系统、产品收集系统等组成。
其中,反应釜是聚合反应的关键部分,其内部需要能够承受高温高压环境,同时具有良好的密封性和传热性能。
3. 在聚合反应过程中,催化剂的选择、反应温度、反应压力、溶剂的选择等因素都会对最终产品的质量产生重要影响。
聚合反应器的设计需要考虑到这些因素,并进行合理的优化。
二、EPDM聚合反应器的设计要点1. 反应釜的选择和设计(1)材料选择:反应釜通常采用不锈钢、钛合金等耐高温、耐腐蚀的材料制成,以保证其在高温、高压环境下能够安全、稳定地运行。
(2)结构设计:反应釜的结构设计要考虑到内部的搅拌系统、加料系统、冷却系统等部件的布置,以保证反应过程中能够充分混合、控制温度,并确保反应釜能够方便地进行清洗、维护等操作。
2. 加料系统的设计(1)加料系统需要根据反应物料的性质和使用要求进行设计,以保证反应过程中能够精确控制各种原料的进料量和比例,保证反应的稳定性和产品的质量。
(2)加料系统还需要考虑到原料的储存、输送、计量等环节,以避免原料在加料过程中发生积聚、挥发等不良情况。
3. 温度控制系统的设计(1)在EPDM聚合反应过程中,温度控制是非常关键的,需要保证温度能够在一定范围内精确控制,以避免过高或过低对反应产物的影响。


专利名称:一种蜂巢式三相化学反应器组合结构
专利类型:实用新型专利
发明人:吴方见,于长杰,洪程,何俐臻,田艳红,孙霞,朱爱民,颜长宁,万平益
申请号:CN202021474363.6
申请日:20200723
公开号:CN212740853U
公开日:
20210319
专利内容由知识产权出版社提供
摘要:本实用新型公开一种蜂巢式三相化学反应器组合结构,由若干反应器相互拼接构成蜂巢状,根据处理量和处理程度需求反应器可串联也可并联;每个反应器均包括正六边形筒体、气固催化反应装置、出水管、顶板、排气孔、底板、出水孔道、进水孔道和进气孔道,出水孔道与其他反应器的进水孔道或筒体外部连通;进水孔道和进气孔道用于通入反应液相和反应气,反应液相和反应气通入后由下往上运动,与反应器中催化填料接触后,在催化反应装置作用下发生三相催化反应,反应最终产物经由出水管排入至其他反应器的进水孔道或反应器外部,废气经由顶板上的排气孔排出。
本实用新型提升了三相反应处理量(并联)和处理效果(串联),并延长了反应器的整体使用寿命。
申请人:四川聚汇兴源建筑工程设计有限公司,四川省冶金地质勘查局六0五大队
地址:610000 四川省成都市金牛区一环路北三段1号1栋2单元34楼3403号
国籍:CN
代理机构:成都众恒智合专利代理事务所(普通合伙)
代理人:王育信
更多信息请下载全文后查看。
化学工程中的反应器设计原则反应器设计是化学工程中至关重要的一环,它涉及到反应器的选择、设计和运行等方面。
一个合理的反应器设计可以提高反应的效率和产率,减少能耗和废物的生成,有助于工艺流程的稳定运行。
本文将介绍化学工程中的反应器设计原则,以帮助读者更好地了解和应用于实践。
一、反应器选择在进行反应器设计之前,首先需要根据反应的特性和工艺要求选择合适的反应器类型。
常见的反应器类型包括混合反应器、管式反应器、分散相反应器等。
选择反应器时需要考虑以下几个因素:1. 反应特性:不同的反应有不同的特性,如反应速率、反应平衡等。
对于快速反应,需要选择具有较高传质速率的反应器,以保证反应物充分接触;对于平衡型反应,需要选择具有较大反应体积的反应器,以提高反应转化率。
2. 原料特性:原料的性质和浓度对反应器的选择有一定的影响。
例如,对于具有高浓度的反应物,可以选择管式反应器,以提高反应的传质速率。
3. 产品特性:对于生成气体的反应,需要选择具有较好扩散性能的反应器,以减小气体的滞留时间。
二、反应器设计反应器设计涉及到反应器的尺寸、催化剂载体的选择、传质装置的设计等方面。
以下是一些反应器设计的原则:1. 反应器尺寸:反应器的尺寸应根据反应物料的质量平衡、热平衡等因素进行合理选择。
尺寸过小会导致物料接触不充分,尺寸过大则会增加设备投资和运行成本。
2. 催化剂载体选择:催化反应常使用催化剂来提高反应速率。
催化剂应选择具有高活性、稳定性和选择性的材料,并具有较大的比表面积,以提高反应效率。
3. 传质装置设计:传质过程对反应速率有着重要的影响。
在反应器设计中,需要考虑传质的方式和速率,以保证反应物料的充分混合。
4. 热平衡:在反应过程中,往往伴随着放热或吸热反应。
反应器设计时需要考虑热平衡的问题,以保证反应温度的稳定和安全运行。
三、反应器运行反应器运行涉及到反应条件的控制和反应物料的供应等方面。
以下是一些反应器运行的原则:1. 反应条件控制:反应条件对反应速率和选择性有着重要的影响。
化学反应工程论文组合理想反应器的进展目录前言 (2)第一章理想反应器的基本模型 (3)1.1间歇反应器(BR) (3)1.2全混流反应器(CSTR) (4)1.3活塞流反应器(PFR) (5)第二章组合理想反应器模型 (6)2.1理想反应器的串联 (6)2.2 理想反应器的并联 (9)2.3理想反应器的各种组合 (10)第三章理想反应器的选择应用 (11)3.1单一反应 (11)3.2自催化反应 (11)3.3复合反应 (12)3.3.1平行反应 (12)3.3.2连串反应 (14)第四章小结 (15)参考文献 (16)前言化学工业中的工艺过程一般包括原料预处理、化学反应、产物分离和精制等操作。
化学过程的典型流行图为:原料→分离过程→反应过程→分离过程→产品+副产品显然,在此过程中,反应过程是实现增值的关键步骤,最重要的部分是反应系统。
但是,在一般的化工过程中,反应器极其附属设备的总投资和运行成本只占过程总成本的10%~25%,分离单元的设备投资和运行成本则占较大比重。
所以,如果反应过程过程能使用含杂质原料而无需提纯或者反应过程中不产生副产物,就比使用高效分离设备在经济上更合算。
另外,反应器运行的好坏会明显影响分离单元的运行情况和运行成本。
因此反应器设计和操作的好坏在很大程度上会左右全过程的经济性。
工业反应过程的优化包括反应器的优化设计和优化操作两方面。
在化工生产装置中,反应器的投资虽只占装置总投资的一小部分,但却是化工生产的核心。
化工过程开发的研究工作,在一定程度上往往是针对化学反应过程进行的,如反应器的选型,条件的优化和放大等等。
开发设计反应器主要以下三个任务:(1)优化动力学特性,选择合适的反应器类型。
(2)结合动力学和反应器的特性,确定操作方式和优化操作条件。
(3)根据产量对反应装置进行设计计算,确定反应器的几何尺寸,进行评价。
反应器设计涉及以下基础方程式:1.动力学方程式:描述反应器内体系的温度、浓度(或压力)与反应速率的关系;2.物料衡算方程式;3.热量衡算方程式。
衡算方程可写出下式:累积量=输入量-输出量-反应量[1]化学反应器的类型很多。
由于反应物料的性质、反应条件及生产规模不同,反应器的型式、形状、大小也各异。
工业生产上,由于化学反应的复杂性,为了满足不同反应的要求,有时采用相同或不相同的基本反应器组合起来,构成组合反应器。
从总体上看,组合反应器可使反应在最佳的状态下进行,从而使反应器的有效容积尽量达到最大利用效率。
本文从简单、理想的反应器入手,然后推广到比较复杂一些的理想反应器组合的情况。
第一章理想反应器的基本模型对于均相反应,因为反应过程中不存在相间传递过程,影响反应速率的物理因素只有物料的混合和流动状态两个方面。
均相反应所用的反应器按完全混合和完全不混合分为两类理想反应器,理想混合反应器和活塞流反应器。
理想混合反应器是指在复式反应器内反应物料的温度和浓度完全相同。
根据操作方式不同,理想混合反应器可以分为间歇反应器(BR),和全混流反应器(CSTR)。
活塞流反应器(PFR)是连续流动的管式反应器,反应器内反应物料完全不混合,所有反应物流体粒子以相同的流速和方向流动,在反应器内停留时间完全相同[1]。
三种理想反应器的示意图如下:a间歇反应器b全混流反应器c活塞流反应器图1.1 三种理想反应器示意图1.1间歇反应器(BR)间歇反应器是最简单、最常用的一种反应器,广泛应用于医药、染料等精细化学品生产、高分子聚合反应和生物化工等领域。
一般适用于小批量、多品种、反应速率慢的场合。
该反应器的优点是灵活性大、设备费用低、产量可大可小,并可用于生产不同品种的化学品。
其缺点是设备利用率低、人工费用高并难以实现自动化控制。
间歇反应器的操作特点为:(1)一次加料;(2)一次出料;(3)定时反应,即停留时间相同;(4)强烈搅拌,及浓度和温度处处相同[1]。
其操作方程为:或图1.2 间歇式反应器的图解法示意图可见,在间歇反应器中进行反应时,达到一定转化率所需的时间只与反应速率有关,而与反应器大小无关。
1.2全混流反应器(CSTR)全混流反应器又称连续搅拌理想反应器。
这类反应器实际上是连续操作的理想槽式反应器。
由于流动过程中,反应物料的停留时间存在一定分布,因而会影响反应过程的进行,从而表现出于间歇反应器不同的特点。
在定常态下全混流反应器的基本操作特点为:(1)整体始终均一;即无浓度和温度梯度。
(2)瞬间实现均一,即物料加入后瞬间实现混合。
它的重要特性为:(1)反应物出口温度和浓度与反应器内物料的温度和浓度相同且不发生变化。
(2)因反应过程中温度和浓度均不变,所以反应恒速进行[1]。
其操作方程为:或图1.3 全混流反应器图解计算示意图1.3活塞流反应器(PFR)工业上很多反应式在管式反应器中进行的。
活塞流反应器是一种理想流动的管式反应器,它假定流体粒子像活塞一样向前流动,及所有流体粒子均以相同的速度从进口向出口流动,径向不存在流速分布,整个反应器不存在返混现象。
PFR的操作方程如下:V R=;或t==;图1.4 活塞流反应器图解示意图因此,在恒容过程中的活塞流反应器的操作方程与间歇反应器的操作方程完全相同。
对于任何n级反应而言(n>0),在工艺条件及转化率相同时,活塞流反应器所需要的体积恒小于全混流反应器的体积。
换句话说,若反应体积相同,活塞流反应器可得到的转化率大于全混流反应器的转化率[2]。
第二章 组合理想反应器模型对于活塞流反应器和全混流反应器,这两类理想反应器可以各种串联和平行的方式连接成为组合反应器,与理想反应器相比,组合反应器的性能通常介于其间[3]。
有时组合反应器只是一种概念,被用作实际反应器的模型,有时,组合反应器是实际存在的。
有许多采用组合反应器的充分理由。
温度控制可能是重要的动机。
采用标准设计有时也是一个因素,因为在增加装置能力时能使装置继续运转。
2.1理想反应器的串联串联装置是比较普遍的。
搅拌釜式反应器后串联一个管式反应器的组合也是常见的。
当反应器串联时,一个反应器的出口用作另一个反应器的入口。
对于串联反应器,只有体积可以分配[3]。
图2.1 多段全混流反应器串联稳态,定容时,m 段全混流反应器串联,对于1级不可逆反应:)1(0A A A A x kC kC r -==)1...11(,1,,2,1,2,1,01,0,1mA m A m A A A A A A A i R m i R x x x x x x x x x k V V V --++--+--=∑=-= 0)11)1(1(1,2,1,0,=----=∂∂+-i A i A i A i A R x x x k V x V ; i=1,2,…,m -1 0)11)1(1(1,2,1,0,=----=∂∂+-i A i A i A i A R x x x k V x V 即: 1,,1,,1,,11++---=--i A i A i A i A i A i A x x x x x x1,,+=i R i R V V可见,当在多段全混流反应器中进行1级不可逆反应时,各段的反应体积相等时,总反应体积最小。
i A i A i A iA i A i A A iR i r C C r x x C v V t )()()(,1,1,,00,-=-==-- i A i A i A i kC C C t ,,1,-=-,i i A i A kt C C +=-111,, )11(...11,,1,2,01,0,∏=-+==m i im A m A A A A A A mA kt C C C C C C C C 因为 0,,1A mA m A C C x -=所以 )11(11,∏=+-=N i i m A kt x当各段反应体积相等时, tt t t m ==== (21)m m A ktx )11(1,+-=或]1)1(1[1/1,--=m m A x k t 反应总体积 ]1)1(1[/1,00,--===m m A i R R x k mv t mv mV V 当各段反应体积不同时,如图2-2所示,在生产任务(C A0、C Af 、v 0)和段数给m 给定时,总是希望反应体积越小越好,这就涉及各段反应体积的最优分配问题。
图2.2 不等体积全混流反应器串联图示非1级反应在多段全混流反应器中进行反应时,若按照总体积最小的条件式确定反应体积时,确定的各段反应体积将不是相等的,但是与等体积设计时,总体积一般差别不会超过10%。
而体积不等时,对设备的购置和维修等会带来许多困难,所一般都选用等体积方案。
对于不同大小的全混流反应器串联操作时,对于反应级数n>0的反应,较小的反应器应在前面;而对于n<0的反应,较大的反应器应在前面[1]。
图2.3 多级平推流反应器的串联⎰-==i A x i A x Ar A dx A C v i R V i t ,1,00, )...(...,1,2110021⎰⎰⎰-+++=+++=N A N A A A A A x x A A x x A A x x A A A n r dx r dx r dx C t t t t ⎰=N A A x x AA A r dx C ,00 由以上计算可知,多级平推流反应器的串联与单一平推流反应器相同 。
图2.4 全混流反应器与活塞流反应器的混合串联2.2 理想反应器的并联全混流反应器的并联放大是不常见的,但有时它们被用于增加能力。
与串联体系相比,并联体系有一个额外的自由度。
总体积和流量都可在两并联单元间任意分配[3]。
尽管理想流动反应器的组合与反应体积比较并联有额外变量,与具有同样总得V和Q的单个反应器相比,只要并联反应器的温度相同,在性能上并无优点。
在必须向物料传递或由反应物料取出大量热量时,多个相同的小反应器并联可能较为有利,以为比较容易达到要求的操作温度。
图2.5 理想反应器的并联2.3理想反应器的各种组合图2.6 各种理想反应器的组合[2]对于活塞流反应器: 01,,V V k i A i A Re C C --=对于全混流反应器: ii A i A k C C τ+=-11,,当反应体积相同,反应为一级反应时; (a ) kt C v V kC C A R A a Af 212/1000,+=+=(b ) 2020001,)1()1(1kt C v V k C v V k C C A R A R A a Af +=+=+=(c ) kt e C v V k C C kt A R A cAf +=+=-11001, (d ) kte C eC C ktA v V k A d Af R +==--101,0(e ) kt A v V kA e Af e C eC C R202/0,0--==(f ) kt A v V kA f Af e C e C C R 201,0--==(g ) ]21[21020,ktC e C C A kt A g Af ++=-第三章理想反应器的选择应用反应器的生产强度是单位体积反应器所具有的生产能力。