第八章 数控电火花成型机床编程与操作
- 格式:ppt
- 大小:1.37 MB
- 文档页数:36
数控电火花机床的使用和操作《数控电火花机床的使用与操作》教学设计收集于网络,如有侵权请联系管理员删除电加工技术三三14LK1 14LK21、2、3、4 1、2、3、48.电火花设备的概述新课掌握电火花设备的基本结构及操作原理1. 电火花加工的物理本质;2. 电火花加工设备简介。
1.电火花加工的物理本质;2.电火花加工设备各部件简介;3.电火花加工设备的操作方法介绍;启发式+行为引导法2x3'2x75'2x5'2x5'2x2'邓伟文收集于网络,如有侵权请联系管理员删除收集于网络,如有侵权请联系管理员删除ZNC_350系列数控电火花机床使用说明一、概述▪ 2.1.1 电火花加工的物理本质 ▪ 电火花加工基于电火花腐蚀原理,是在工具电极与工件电极相互靠近时,极间形成脉冲性火花放电,在电火花通道中产生瞬时高温,使金属局部熔化,甚至气化,从而将金属蚀除下来。
那么两电极表面的金属材料是如何被蚀除下来的呢?这一过程大致分为以下几个阶段(如图2-1所示):图2-1 电火花加工原理▪ (1) 极间介质的电离、击穿,形成放电通道(如图2-1(a)所示)。
工具电极与工件电极缓缓靠近,极间的电场强度增大,由于两电极的微观表面是凹凸不平的,因此在两极间距离最近的A 、B 处电场强度最大。
▪ 工具电极与工件电极之间充满着液体介质,液体介质中不可避免地含有杂质及自由电子,它们在强大的电场作用下,形成了带负电的粒子和带正电的粒子,电场强度越大,带电粒子就越多,最终导致液体介质电离、击穿,形成放电通道。
放电通道是由大量高速运动的带正电和带负电(a)(b)(c)(d)(e)的粒子以及中性粒子组成的。
由于通道截面很小,通道内因高温热膨胀形成的压▪▪力高达几万帕,高温高压的放电通道急速扩展,产生一个强烈的冲击波向四周传播。
在放电的同时还伴随着光效应和声效应,这就形成了肉眼所能看到的电火花。
(2) 电极材料的熔化、气化热膨胀(如图2-1(b)、(c)所示)。
电火花成型加工实验一、实验目的1.掌握电火花成形机床工作原理、组成;2.了解电火花加工电参数的选择;3.熟悉电火花成形机床的基本操作。
二、实验设备及辅助设施1.设备:福特斯DK7145NC 单轴数控电火花成形机床;2.电极:紫铜,电极极性正极;3.量具:0-125mm 游标卡尺、150mm 钢板尺。
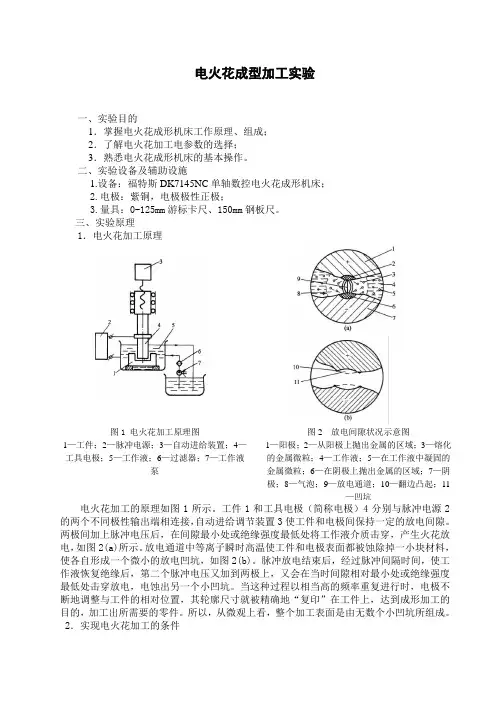
三、实验原理1.电火花加工原理 电火花加工的原理如图1所示。
工件1和工具电极(简称电极)4分别与脉冲电源2的两个不同极性输出端相连接,自动进给调节装置3使工件和电极间保持一定的放电间隙。
两极间加上脉冲电压后,在间隙最小处或绝缘强度最低处将工作液介质击穿,产生火花放电,如图2(a)所示。
放电通道中等离子瞬时高温使工件和电极表面都被蚀除掉一小块材料,使各自形成一个微小的放电凹坑,如图2(b)。
脉冲放电结束后,经过脉冲间隔时间,使工作液恢复绝缘后,第二个脉冲电压又加到两极上,又会在当时间隙相对最小处或绝缘强度最低处击穿放电,电蚀出另一个小凹坑。
当这种过程以相当高的频率重复进行时,电极不断地调整与工件的相对位置,其轮廓尺寸就被精确地“复印”在工件上,达到成形加工的目的,加工出所需要的零件。
所以,从微观上看,整个加工表面是由无数个小凹坑所组成。
2.实现电火花加工的条件图1 电火花加工原理图1—工件;2—脉冲电源;3—自动进给装置;4—工具电极;5—工作液;6—过滤器;7—工作液泵图2 放电间隙状况示意图 1—阳极;2—从阳极上抛出金属的区域;3—熔化的金属微粒;4—工作液;5—在工作液中凝固的金属微粒;6—在阴极上抛出金属的区域;7—阴极;8—气泡;9—放电通道;10—翻边凸起;11—凹坑1)工具电极和工件电极之间必须加以60V~300V的脉冲电压,同时还需维持合理的工作距离——放电间隙。
大于放电间隙,介质不能被击穿,无法形成火花放电;小于放电间隙,会导致积炭,甚至发生电弧放电,无法继续加工。
2)两极间必须充放具有一定绝缘性能的液体介质。
电火花加工机床操作说明
电火花加工机床是一种精密加工设备,通常用于加工硬质材料,如
金属和合金。
本文将详细介绍电火花加工机床的操作方法及注意事项。
一、准备工作
1. 确保电火花加工机床的所有安全装置处于正常工作状态。
2. 检查电火花加工机床的工作台面和夹持装置,确保固定工件的牢
固性。
3. 检查电火花加工机床的电源线路,确保接地良好。
二、操作步骤
1. 打开电火花加工机床的主电源开关,启动机床。
2. 将工件夹持在工作台面上,并调整工件的位置和姿态。
3. 根据加工要求选择合适的加工参数,如放电电流、放电时间等。
4. 启动电火花加工机床的加工程序,开始加工工件。
5. 观察加工过程中的电极磨损情况,及时调整电极位置。
6. 加工完成后,关闭电火花加工机床的加工程序,停止机床。
三、注意事项
1. 在操作电火花加工机床时,必须佩戴防护眼镜和手套,确保人身
安全。
2. 加工过程中严禁触碰电极和工件,以免发生意外。
3. 定期对电火花加工机床进行维护保养,保持设备的良好状态。
4. 加工结束后,及时清洁工作台面和加工区域,保持整洁。
通过本文的操作说明,相信您已经了解了如何正确操作电火花加工
机床,希望您能够按照以上步骤进行操作,确保加工效果和操作安全。
祝您工作顺利!。
电火花成型加工机床操作规程第一章:总则第一条这个操作规程是为了保证电火花成型加工机床的安全性、稳定性和生产效率,规范操作人员的行为。
第二条本操作规程适用于电火花成型加工机床的操作人员。
第三条操作人员必须具备相关的机械加工知识和技能,并且经过相应的培训和考核合格,方可上岗操作。
第四条操作人员必须严格按照本操作规程的要求执行操作,严禁违反操作规程进行操作。
第五条所有的操作必须在机械设备停止工作的情况下进行。
第二章:安全操作规程第六条操作人员必须佩戴个人防护装备,如安全帽、护目镜、防护手套等,并保持整洁。
第七条操作人员必须熟悉电火花成型加工机床的结构和工作原理,掌握操作技能。
第八条在操作过程中,必须确保电火花成型加工机床的稳定性,切勿乱动和撞击机床。
第九条操作人员在进行操作之前,必须检查机床的各项安全装置是否完好,如紧急停机按钮、轴向限位开关等。
第十条操作人员在清洗机床时,必须切断电源并等待所有运动部件停止运动之后,才能进行清洗。
第十一条操作人员在更换刀具或电极时,必须关闭电源并确保电极与工作件之间没有电气连接。
第三章:操作规程第十二条操作人员必须根据工艺要求选择合适的电极,并在装夹时保证紧固牢固。
第十三条操作人员必须根据工艺要求选择合适的加工参数,如放电电流、放电时间等,并设置在设备上。
第十四条操作人员在进行加工过程中,必须确保工作区域清洁,防止杂物影响加工质量。
第十五条操作人员在进行加工过程中,必须保持专注,密切观察加工过程中的任何异常情况,如放电不稳定、电极磨损等,并及时停机进行检修。
第十六条操作人员在加工过程中,必须按照设备的操作流程进行操作,如加工开始、加工暂停、加工停止等。
第十七条操作人员在加工完成后,必须关闭电源并注销操作记录。
第四章:维护保养规程第十八条操作人员在使用完毕后,必须对电火花成型加工机床进行清洁,清除加工过程中的废渣和杂物。
第十九条操作人员在使用完毕后,必须检查机床的润滑系统是否正常,并进行相应的维护保养。
数控电火花成形机床安全操作规程一、引言数控电火花成形机床是一种高精度加工设备,具有高效、稳定的性能。
为确保操作过程的安全性,保护人员的生命财产安全,制定本安全操作规程。
二、机床的基本安全要求1. 机床的周围应保持通风良好,灰尘等物质不得堆积,避免发生危险。
2. 机床应安放平稳,严禁在机床周围堆放杂物。
3. 操作人员必须戴上防护手套、眼镜和工作服,并确保不要佩戴任何可导电或可燃物品。
4. 在操作机床前,应进行具体的安全培训,了解机床的电功能、安全保护装置和紧急停机设备。
三、机床操作规程1. 开机与关机1.1 开机前,检查机床是否连接稳定,各电线是否破损,电源是否正常。
1.2 打开机床主电源开关,检查电源指示灯是否亮起。
1.3 启动机床系统,确保各个部件正常运行,无异常声音。
1.4 关机时,按照流程依次关闭机床系统和主电源开关,并进行设备的整理和清理。
2. 加工物料安装2.1 加工物料安装前,必须确认其尺寸、材质和工艺要求是否与零部件相符,并清晰地了解加工顺序。
2.2 在安装物料时,要佩戴好防护手套,防止手部受伤。
2.3 保持机床安全防护装置完好,加工物料要牢固固定。
加工过程中,禁止使用过长的物料,以免产生危险。
3. 操作面板和编程3.1 在操作面板前,必须了解各个按钮和功能的作用,并按照指示进行操作。
3.2 在编程前,要根据工艺要求和机床特性合理安排程序,确保安全性和高效性。
3.3 编程时,应避免使用过于复杂的指令,尽量简化程序,提高操作效率。
4. 操作过程中的安全注意事项4.1 加工过程中,操作人员要时刻保持警惕,密切关注机床运行情况。
4.2 若发现异常声音、异味或其他异常情况,应立即停止操作,并向上级报告。
4.3 禁止将手伸入机床工作区域,必要时使用专门工具进行操作。
4.4 若发生火花溅射或其他有害物质飞溅现象,要及时采取安全措施,并向相关人员报告。
四、紧急停机与故障处理1. 在紧急情况下,按下紧急停机按钮,立即切断电源,确保人员的生命安全。
数控机床编程与操作作业指导书第1章数控机床概述 (3)1.1 数控机床发展简史 (3)1.2 数控机床的组成及分类 (4)1.3 数控机床的主要技术参数 (4)第2章数控编程基础 (5)2.1 数控编程的基本概念 (5)2.2 数控编程的方法与步骤 (5)2.3 数控编程坐标系 (5)第3章数控机床操作基础 (6)3.1 数控机床操作面板介绍 (6)3.2 数控机床的基本操作流程 (6)3.3 数控机床的安全操作规程 (6)第4章常规数控编程指令 (7)4.1 准备功能指令 (7)4.1.1 初始化指令(G92) (7)4.1.2 设定坐标系指令(G54~G59) (7)4.1.3 设定刀具补偿指令(G43、G44、G49) (7)4.1.4 设定进给率指令(G94、G95) (7)4.1.5 设定主轴转速指令(G50、G96、G97) (7)4.2 辅助功能指令 (7)4.2.1 主轴控制指令(M03、M04、M05、M07、M08、M09) (7)4.2.2 刀具选择指令(T) (7)4.2.3 冷却液控制指令(M07、M08、M09) (7)4.2.4 程序停止指令(M01、M02、M30) (8)4.3 其他功能指令 (8)4.3.1 镜像指令(G51、G50) (8)4.3.2 倒角指令(G42、G41) (8)4.3.3 循环指令(G73、G83、G84等) (8)4.3.4 速度控制指令(G64、G61、G62、G63) (8)第5章数控车床编程与操作 (8)5.1 数控车床编程基础 (8)5.1.1 数控车床编程概述 (8)5.1.2 数控车床编程坐标系 (8)5.1.3 数控车床编程指令 (8)5.1.4 数控车床编程步骤 (8)5.2 数控车床编程实例 (9)5.2.1 实例一:轴类零件加工 (9)5.2.2 实例二:套筒类零件加工 (9)5.2.3 实例三:复杂曲面加工 (9)5.3 数控车床操作要点 (9)5.3.1 数控车床操作前准备 (9)5.3.2 数控车床操作步骤 (9)5.3.3 数控车床操作注意事项 (9)5.3.4 数控车床日常维护与保养 (9)第6章数控铣床编程与操作 (9)6.1 数控铣床编程基础 (9)6.1.1 数控铣床概述 (9)6.1.2 数控铣床编程坐标系 (9)6.1.3 数控铣床编程指令 (10)6.1.4 数控铣床编程格式 (10)6.2 数控铣床编程实例 (10)6.2.1 平面铣削编程实例 (10)6.2.2 型腔铣削编程实例 (10)6.2.3 曲面铣削编程实例 (10)6.2.4 螺旋铣削编程实例 (10)6.3 数控铣床操作要点 (10)6.3.1 数控铣床操作前准备 (10)6.3.2 数控铣床操作步骤 (10)6.3.3 数控铣床操作注意事项 (10)6.3.4 数控铣床日常维护与保养 (11)第7章数控加工中心编程与操作 (11)7.1 数控加工中心编程基础 (11)7.1.1 数控加工中心概述 (11)7.1.2 编程基本知识 (11)7.1.3 编程步骤 (11)7.2 数控加工中心编程实例 (11)7.2.1 实例一:平面铣削 (11)7.2.2 实例二:孔加工 (11)7.3 数控加工中心操作要点 (12)7.3.1 开机与关机 (12)7.3.2 机床操作 (12)7.3.3 加工操作 (12)7.3.4 安全操作 (12)第8章数控电火花线切割机床编程与操作 (12)8.1 数控电火花线切割机床编程基础 (12)8.1.1 数控电火花线切割机床概述 (12)8.1.2 编程语言的分类与特点 (12)8.1.3 编程参数设定 (12)8.2 数控电火花线切割机床编程实例 (13)8.2.1 简单零件编程实例 (13)8.2.2 复杂零件编程实例 (13)8.2.3 多轴联动编程实例 (13)8.3 数控电火花线切割机床操作要点 (13)8.3.1 操作前的准备工作 (13)8.3.2 程序输入与调试 (13)8.3.3 切割过程中的监控与调整 (13)8.3.4 切割完成后的处理 (13)8.3.5 常见故障处理 (13)第9章数控机床的调试与维修 (13)9.1 数控机床的调试 (13)9.1.1 调试前的准备 (13)9.1.2 数控系统的调试 (14)9.1.3 机床功能的调试 (14)9.2 数控机床的故障诊断与排除 (14)9.2.1 故障诊断方法 (14)9.2.2 故障排除步骤 (14)9.3 数控机床的日常维护与保养 (14)9.3.1 日常检查 (14)9.3.2 定期维护 (14)9.3.3 注意事项 (15)第10章数控机床编程与操作综合实训 (15)10.1 实训项目一:数控车床编程与操作 (15)10.1.1 实训目标 (15)10.1.2 实训内容 (15)10.1.3 实训步骤 (15)10.2 实训项目二:数控铣床编程与操作 (15)10.2.1 实训目标 (15)10.2.2 实训内容 (15)10.2.3 实训步骤 (16)10.3 实训项目三:数控加工中心编程与操作 (16)10.3.1 实训目标 (16)10.3.2 实训内容 (16)10.3.3 实训步骤 (16)10.4 实训项目四:数控电火花线切割机床编程与操作 (16)10.4.1 实训目标 (16)10.4.2 实训内容 (16)10.4.3 实训步骤 (17)第1章数控机床概述1.1 数控机床发展简史数控机床(Numerical Control Machine Tool)起源于20世纪40年代的美国,其发展历经了几个重要阶段。
金马成型电火花编程操作说明书一、引言金马成型电火花编程是一种常见的工业加工方法,它利用电火花放电的热能来加工金属材料,以实现零件的成型和加工。
本操作说明书将介绍金马成型电火花编程的基本原理和操作步骤,帮助用户更好地掌握和应用该技术。
二、原理概述金马成型电火花编程是一种通过放电来加工金属材料的方法。
其基本原理是利用电极与工件之间的放电,产生高温和高压的等离子体,使工件表面原有的金属材料融化或蒸发,从而实现对工件形状的加工。
三、操作步骤1. 设计工件形状:根据实际需求,使用CAD软件设计出要加工的工件形状,并将其导入金马成型电火花编程软件中。
2. 设置加工参数:根据工件的材料和所需加工精度,设置合适的加工参数,包括放电电流、放电时间、脉冲间隔等。
3. 创建加工路径:根据工件的形状和加工要求,使用金马成型电火花编程软件创建加工路径。
可以通过手动创建或导入切割路径文件的方式来实现。
4. 确认加工路径:在创建加工路径后,要对其进行确认,确保路径设置正确无误。
可以通过软件自带的路径模拟功能来实现,以便及时发现和纠正可能存在的问题。
5. 导出加工代码:确认加工路径无误后,将其导出为加工代码。
加工代码是电火花加工机床所能识别和执行的指令,包含了加工路径、加工参数等信息。
6. 上传加工代码:将导出的加工代码通过合适的传输方式上传到电火花加工机床中。
可以通过U盘、网络传输等方式进行。
7. 加工工件:在电火花加工机床上加载工件,并根据加工代码进行加工。
在加工过程中,要确保加工机床和工件的安全,并监控加工状态,及时调整加工参数。
8. 检验加工结果:加工完成后,要对加工结果进行检验。
可以使用测量仪器、光学设备等工具对工件进行测量和检查,以确保加工结果符合要求。
9. 调整和优化:根据加工结果和实际需求,对加工参数和加工路径进行调整和优化,以提高加工质量和效率。
四、注意事项1. 在操作过程中,要注意安全防护措施,避免电火花放电对人体和设备造成伤害。