螺纹铣刀编程
- 格式:docx
- 大小:13.95 KB
- 文档页数:3
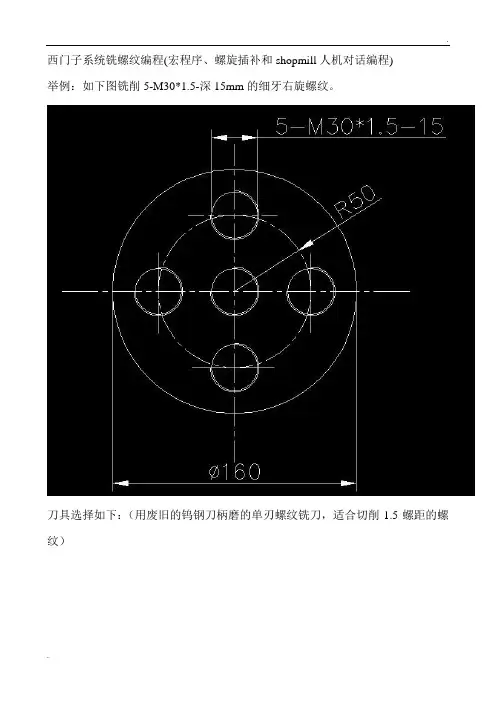
西门子系统铣螺纹编程(宏程序、螺旋插补和shopmill人机对话编程)举例:如下图铣削5-M30*1.5-深15mm的细牙右旋螺纹。
刀具选择如下:(用废旧的钨钢刀柄磨的单刃螺纹铣刀,适合切削1.5螺距的螺纹)工艺分析:三轴联动铣削螺纹,实质是XY平面加工整圆同时,Z轴每加工一个整圆下降一个螺纹,加工时是以螺纹孔的中心轴线作为编程参考点,所以铣削单个螺纹孔时,通常将坐标系原点建立在孔中心,若要铣削多个螺孔,就要试着将坐标系偏移至孔的中心。
这题要铣削5个孔,中间的孔直接可以铣削,R50圆周上的4个等分螺孔,可以借助坐标偏移(西门子系统用TRANS)实现。
M30*1.5的螺纹,事先将螺纹底孔加工到28.5mm,螺纹齿高H=0.974刀具直径经检测,直径为8mm,有效加工孔深为22mm,程序如下:1、宏程序铣削螺纹单个螺纹孔铣削程序G54 G90 G17 G64 坐标系原点建立在孔的中心,底孔事先加工好M03 S3500 (单刃切削,高转速,小吃刀,快进给)G00 Z50.G00 X0 Y0G00 Z3. (安全高度,定位值是螺距的整倍数)R1=0.3 齿高切深赋值NN1: R2=10.25 + R1 (单边14.25,刀半径4,刀具往内偏移到10.25定位)G02 X=R2 Y0 I =R2/2 J0 F300. 以半圆形式切入R3=1.5 螺距PNN2: G02 X=R2 Y0 Z=R3 I= - R2 J0 F3000. 插补螺纹,到Z1.5的高度R3 = R3 - 1.5IF R3 >= - 15.1 GOTOB NN2 螺纹切削孔深15mmG02 X0 Y0 I = - R2/2 J0 F300. 半圆形式切出,刀具到中心G00 Z3. 抬刀到安全高度,前后一致R1 = R1 + 0.2 切削齿高,往X方向增大IF R1 <= 0.91 GOTOB NN1 加工到齿高G01 X0 Y0 F300. 退刀G00 Z100. 抬刀M30本题5-M30*1.5-15的程序主程序:G54 G90 G17 G64 坐标系原点建立在孔的中心,底孔事先加工好M03 S3500 (单刃切削,高转速,小吃刀,快进给)G00 Z50.G00 X0 Y0L1000 P1 调用铣床螺纹的子程序R4 = 0 角度初始赋值NN3: R5 = 50 * COS ( R4 ) X坐标R6 = 50 * SIN ( R4) Y坐标TRANS X=R5 Y=R6 坐标偏移G00 X0 Y0 到偏移之后的原点定位L1000 P1 调用铣螺纹的子程序R4 = R4 + 90 角度增加IF R4 <= 271 GOTOB NN3 加工剩余3孔,要是写360,第一个孔要再加工一次G00 Z100.TRANS 后面不跟任何数值,单独占一段,取消偏移G54 G00 X100. Y100.M30子程序:L1000;G00 X0 Y0G00 Z3. (安全高度,定位值是螺距的整倍数)R1=0.3 齿高切深赋值NN1: R2 =10.25 + R1 (单边14.25,刀半径4,刀具往内偏移到10.25定位)G02 X=R2 Y0 I =R2/2 J0 F300. 以半圆形式切入R3=1.5 螺距PNN2: G02 X=R2 Y0 Z=R3 I= - R2 J0 F3000. 插补螺纹,到Z1.5的高度R3 = R3 - 1.5IF R3 >= - 15.1 GOTOB NN2 螺纹切削孔深15mmG02 X0 Y0 I = - R2/2 J0 F300. 半圆形式切出,刀具到中心G00 Z3. 抬刀到安全高度,前后一致R1 = R1 + 0.2 切削齿高,往X方向增大IF R1 <= 0.91 GOTOB NN1 加工到齿高G01 X0 Y0 F300. 退刀G00 Z10. 抬刀TRANS 后面不跟任何数值,单独占一段,取消偏移M17 返回主程序2、利用螺旋插补加工螺纹单个螺纹孔铣削程序G54 G90 G17 坐标系原点建立在孔的中心,底孔事先加工好M03 S3500 (单刃切削,高转速,小吃刀,快进给)G00 Z50.G00 X0 Y0G00 Z3. (安全高度,定位值是螺距的整倍数)R1=0.3 齿高切深赋值NN1: R2= 10.25 + R1 (单边14.25,刀半径4,刀具往内偏移到10.25定位)G02 X=R2 Y0 I = R2/2 J0 F300. 以半圆形式切入G02 X0 Y0 Z-15 I = - R2 J0 TRUN=11 F3000. 每次1.5,重复11次G02 X0 Y0 I = - R2/2 J0 F300. 半圆形式切出,刀具到中心G00 Z3. 抬刀到安全高度,前后一致R1 = R1 + 0.2 切削齿高,往X方向增大IF R1 <= 0.91 GOTOB NN1 加工到齿高G01 X0 Y0 F300. 退刀G00 Z100. 抬刀M30本题5-M30*1.5-15的程序主程序:G54 G90 G17 坐标系原点建立在孔的中心,底孔事先加工好M03 S3500 (单刃切削,高转速,小吃刀,快进给)G00 Z50.G00 X0 Y0L1000 P1 调用铣床螺纹的子程序R4 = 0 角度初始赋值NN3: R5 = 50 * COS ( R4 ) X坐标R6 = 50 * SIN ( R4 ) Y坐标TRANS X=R5 Y=R6 坐标偏移G00 X0 Y0 到偏移之后的原点定位L1000 P1 调用铣螺纹的子程序R4 = R4 + 90 角度增加IF R4 <= 271 GOTOB NN3加工剩余3个孔,要是写360,第一个孔要再加工一次G00 Z100.TRANS 后面不跟任何数值,单独占一段,取消偏移G54 G00 X100. Y100.M30子程序:L1000;G00 X0 Y0G00 Z3. (安全高度,定位值是螺距的整倍数)R1=0.3 齿高切深赋值NN1: R2 = 10.25 + R1 (单边14.25,刀半径4,刀具往内偏移到10.25定位)G02 X=R2 Y0 I = R2/2 J0 F300. 以半圆形式切入G02 X0 Y0 Z-15 I = - R2 J0 TRUN=11 F3000. 每次1.5,重复11次G90 G02 X0 Y0 I = - R2/2 J0 F300. 半圆形式切出,刀具到中心G00 Z3. 抬刀到安全高度,前后一致R1 = R1 + 0.2 切削齿高,往X方向增大IF R1 <= 0.91 GOTOB NN1 加工到齿高G01 X0 Y0 F300. 退刀G00 Z10. 抬刀TRANS 后面不跟任何数值,单独占一段,取消偏移M17 返回主程序3、利用shopmill人机对话编程ShopMill ——内螺纹铣削说明:abs—绝对值inc—相对值select—选择/切换按“help”(帮助)可以切换视图。
摘要:润滑油标准系统-造纸机相关3项轻工业行业标准通过送审稿审查托盘工件机器人-牧野制作所开发卧式MC(加工中心)自动化系统柴油机石油公司-石油济柴将涉足环保动力领域天然气流量计流量-天然气流量计量技术对比条目疏水项目-几类泵阀将会被我国禁止使用沈阳机床公司-沈阳机床成功并购德国希斯的思考原油上海石化-上海石化800万吨/年真空原油蒸馏单位投产秦川磨床机床-秦川齿轮磨床国内市场占有率高达70%衡阳纺机质量-衡阳纺机通过质量管理体系审核原油山口阿拉-我国首例自动取样系统检验测试工作取得成功0 引言传统的螺纹加工方法主要是::外螺纹采用螺纹车刀车削,工作时需多次走刀才能切出螺纹轮廓,生产效率低;内螺纹采用丝锥攻丝,工作时必须先把螺纹底孔加工好,然后换刀进行加工,辅助时间长。
随着数控技术的发展,数控铣削螺纹的加工方式逐渐地取代了传统的螺纹加螺纹,铣刀,加工,工件,螺距,圆弧,轴线,示意图,丝锥,底孔,0 引言传统的螺纹加工方法主要是::外螺纹采用螺纹车刀车削,工作时需多次走刀才能切出螺纹轮廓,生产效率低;内螺纹采用丝锥攻丝,工作时必须先把螺纹底孔加工好,然后换刀进行加工,辅助时间长。
随着数控技术的发展,数控铣削螺纹的加工方式逐渐地取代了传统的螺纹加工方法。
与传统的螺纹加工方法相比,螺纹铣削加工的效率和加工精度都有所提高。
特别是对于一些有特殊结构要求的螺纹,如没有过渡扣或退刀槽结构的螺纹,采用螺纹铣削的方法更表现出它的优势。
因此,对于大批量生产的螺纹,数控铣削螺纹是一种有较大推广价值的新工艺。
1 螺纹铣刀及其工艺特点加工螺纹的铣刀类型有多种,各种螺纹铣刀的加工工艺特点也不同。
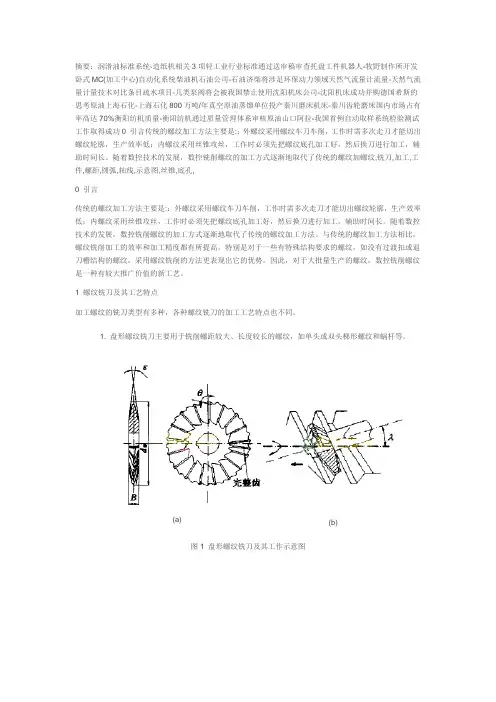
1. 盘形螺纹铣刀主要用于铣削螺距较大、长度较长的螺纹,如单头或双头梯形螺纹和蜗杆等。
1.(a) (b)图1 盘形螺纹铣刀及其工作示意图图2 梳形螺纹铣刀及其工作示意图(a)(b)图3 螺纹钻铣刀及其螺纹铣削加工示意图图4 螺纹铣刀轨迹1. 梳形螺纹铣刀梳形螺纹铣刀可以看作是若干个盘形螺纹铣刀的组合,如图2所示。

螺纹铣刀编程/铣牙刀编程(通用铣螺纹宏程序)工作原理使用G03/G02三轴联动走螺旋线,刀具沿工件表面(孔壁或圆柱外表)切削。
螺旋插补一周,刀具Z向负方向走一个螺距量。
编程原理:G02 I3.等于螺距为假设刀具半径为5mm则加工M16的右旋螺纹优势使用了三轴联动数控铣床或加工中心进行加工螺纹,相对于传统螺纹加工1、如螺距为2的可以加工各种公称直径,螺距为2mm 的内外螺纹2、采用铣削方式加工螺纹,螺纹的质量比传统方式加工质量高3、采用机夹式刀片刀具,寿命长4、多齿加工时,加工速度远超攻丝5、首件通止规检测后,后面的零件加工质量稳定使用方法G65 P1999 X_ Y_ Z_ R_ A_ B_ C_ S_ F_XY 螺纹孔或外螺纹的中心位置X=#24 Y=#25Z 螺纹加工到底部,Z轴的位置(绝对坐标)Z=#26R快速定位(安全高度)开始切削螺纹的位置R=#18A螺纹螺距A=#1B螺纹公称直径B=#2C螺纹铣刀的刀具半径C=#3 内螺纹为负数外螺纹加工为正数S主轴转速F进给速度,主要用于控制刀具的每齿吃刀量如:G65 p1999 X30 Y30 Z-10 R2 A2 B16 C-5 S2000 F150;在X30y30的位置加工M16 螺距2 深10的右旋螺纹加工时主轴转速为2000转进给进度为150mm/min宏程序代码O1999;G90G94G17G40;G0X#24Y#25;快速定位至螺纹中心的X、Y坐标M3S#19;主轴以设定的速度正转#31=#2*+#3;计算出刀具偏移量#32=#18-#1;刀具走螺旋线时,第一次下刀的位置#33=#24-#31; 计算出刀具移动到螺纹起点的位置G0Z#18;刀具快速定位至R点G1X#33F#9;刀具直线插补至螺旋线的起点,起点位于X 的负方向N20 G02Z-#32I#31;以偏移量作为半径,以螺距作为螺旋线Z向下刀量(绝对坐标)IF[#32LE#26]GOTO30;当前Z向位置大于等于设定Z向底位时,进行跳转#32=#32-#1;Z向的下个螺旋深度目标位置(绝对坐标)GOTO20;N30;IF[#3GT0]THEN #6=#33-#1;外螺纹,退刀时刀具往X负方向退一个螺距量IF[#3LT0]]THEN #6=#24;内螺纹,退刀时刀具移动到螺纹中心位置G0X#6G90G0Z#18;提刀至安全高度M99;。
三牙螺纹铣刀加工手工编程实例
一、引言
三牙螺纹铣刀是一种常用的刀具,其加工过程需要手工编程。
本文将以一个实例来介绍三牙螺纹铣刀的加工过程及手工编程方法。
二、实例介绍
我们需要加工一把三牙螺纹铣刀,其规格如下:
直径:50mm
齿数:3
模数:2.5
压力角:20度
齿宽:10mm
三、加工过程
1. 首先,我们需要将原材料锻造成圆柱形,并在车床上进行粗加工和精加工,使其达到所需尺寸。
2. 接下来,我们需要在铣床上进行齿形的加工。
首先,我们需要选择合适的三牙螺纹铣刀头,并将其安装在铣床上。
3. 然后,在铣床上设置好加工参数,包括进给速度、转速等参数。
根据实际情况进行调整。
4. 开始进行齿形的加工。
根据所需齿数和模数计算出每个齿的角度,并设置好夹具和定位方式。
然后,按照所需角度逐个进行加工。
5. 加工完成后,对产品进行检查和修整,确保其符合要求。
四、手工编程方法
1. 首先,需要绘制出三牙螺纹铣刀的齿形图,并计算出每个齿的角度和位置。
2. 然后,在编程软件中输入加工参数,包括进给速度、转速等参数。
3. 根据所需角度和位置,编写程序代码,并设置好夹具和定位方式。
4. 进行调试和测试,确保程序代码正确无误。
5. 开始进行加工。
在加工过程中,需要不断检查产品质量,并根据实
际情况进行调整和修正。
五、总结
三牙螺纹铣刀的加工过程需要手工编程,需要掌握相关技能和知识。
本文介绍了一个实例,并详细介绍了加工过程及手工编程方法。
希望对读者有所帮助。

手写程式m30*3.5 39MM 21MMFANUC手动编程铣螺纹是1/4+1+1/4螺纹组成有2圆和1圆加半圆铣法//外铣//内铣//等我以小圆半径为26MM铣G0X0Y0Z20G0Z0G01Z-39.875F0.1(F100.看你是G94/G95了.Z看你的坐标给)G01G41X13Y0F0.1G03X0.Y(小圆半径13.大圆半径15//大圆半径15的平方-小圆半径13的平方之和在根号这里+).Z--39.R13F0.05.G03I0.J-(小圆半径13.大圆半径15//大圆半径15的平方-小圆半径13的平方之和在根号这里-).Z-35.5.G03X-13.Y0.Z-34.625.R13.G01G40X0.Y0.F0.25G0Z50.还有很多铣的方法宏程式M30*3.5的螺纹,事先将螺纹底孔加工到26.5mm,程序如下:1、宏程序铣削螺纹单个螺纹孔铣削程序G54 G90 G17 坐标系原点建立在孔的中心,底孔事先加工好M03 S3500 (高转速,小吃刀,快进给)G00 Z50.G00 X0 Y0G00 Z3. 5 (安全高度,定位值是螺距的整倍数)#1=0.3 齿高切深赋值N10 #2=2.25+#1 (26.5的孔,单边13.25,刀半径11,刀具往内偏移到2.25定位)G02 X#2 Y0 I [ #2/2 ] J0 F300. 以半圆形式切入#3=3.5 螺距PN20 G02 X#2 Y0 Z#3 I-#2 J0 F3000. 插补螺纹,到Z3.5的高度#3= #3 - 3.5IF [ #3 GE - 39.1 ] GOTO20 螺纹切削孔深39mmG02 X0 Y0 I-[ #2/2 ] J0 F300. 半圆形式切出,刀具到中心G00 Z7. 抬刀到安全高度,前后一致#1 = #1 + 0.2 切削齿高,往X方向增大IF [ #1 LE 0.91 ] GOTO10 加工到齿高G01 X0 Y0 F300. 退刀G00 Z100. 抬刀。
G03I-#5→到达圆孔深度后,刀具再走一整圈G01X[#5-2]→刀具向中心回退2mm G00Z30→快速抬刀到安全高度M99注意点:必须要保证实际加工深度能够整除Z 坐标每次递增量。
变量赋值说明:#1=(A )→圆孔的直径#2=(B )→圆孔深度(Z 坐标值)#3=(C )→平底立铣刀的直径(刀具直径)#4=(I )→Z 坐标(绝对值)#9=(F )→进给速度(2)铣削圆柱内螺纹加工说明:刀具采用回转半径为12mm 的单刃螺纹铣刀。
螺纹单边加工余量为0.65p =0.975mm ,为保证加工精度分3次加工:第1次加工量为0.575mm 、第2次为0.25mm 、第3次为0.15mm ,螺纹顶径分别为r 1=20.025+0.575=20.600mm ;r 2=r 1+0.25=20.85mm ;r 3=r 2+0.15=21mm 。
由于单刃螺纹铣刀不可以执行不完整圆周的螺旋插补,为了保证螺纹的牙型都是完整的和保证螺纹深度为20mm,所以要保证螺纹深度必须为螺距的整数倍,由于20-13×1.5=0.5,所以每次都在初始面上一个高度开始螺旋加工,其值为h=p -0.5=1mm 。
这样可保证螺纹深度正好为20mm ,即设螺纹起始平面Z 坐标初始值为I =1.0。
G54设在圆柱孔顶面的中心G54X0.0Y0.0Z0.0,不用刀补。
主程序:O0112S2000M03G54G90G00X0.0Y0.0Z30.0G65P1022A20.6B-20.0C12I1.0J1.5→第1刀G65P1022A20.85B-20.0C12I1.0J1.5→第2刀G65P1022A21.0B-20.0C12I1.0J1.5→第3刀M05M30宏程序:O1112#6=#1-#3→铣刀中心点的回转半径G00X#5→刀具快速运动到起始点上方G00Z[#4+1]→刀具下降至Z [#4+1]平面处G01Z#4F300→进给到起始平面WHILE [#4GT #2]DO 1→如果加工深度#4<螺纹深度#2>时,循环1继续#4=#4-#5→Z 坐标每圈递减一个螺距G02I-#6Z#4F300→顺时针螺旋插补(左旋螺纹用G03)END 1→循环1结束G01X[#6-2*#5]→向中心退刀(退刀长度必须大于螺纹牙深)G00Z30.0→快速抬刀到安全高度M99变量赋值说明:#1=(A )→螺纹顶径半径#2=(B )→螺纹深度(Z 坐标值)#3=(C )→螺纹铣刀半径#4=(I )→螺纹起始平面Z 坐标#5=(J )→螺纹螺距6结语从上面程序中可以看出,用宏程序编程时,只要改变赋予宏程序中变量的值,就可加工尺寸不同的类似零件,而不需要重新编制加工程序。
西门子系统铣螺纹编程(宏程序、螺旋插补和shopmill人机对话编程)举例:如下图铣削5-M30*1.5-深15mm的细牙右旋螺纹。
刀具选择如下:(用废旧的钨钢刀柄磨的单刃螺纹铣刀,适合切削1.5螺距的螺纹)工艺分析:三轴联动铣削螺纹,实质是XY平面加工整圆同时,Z轴每加工一个整圆下降一个螺纹,加工时是以螺纹孔的中心轴线作为编程参考点,所以铣削单个螺纹孔时,通常将坐标系原点建立在孔中心,若要铣削多个螺孔,就要试着将坐标系偏移至孔的中心。
这题要铣削5个孔,中间的孔直接可以铣削,R50圆周上的4个等分螺孔,可以借助坐标偏移(西门子系统用TRANS)实现。
M30*1.5的螺纹,事先将螺纹底孔加工到28.5mm,螺纹齿高H=0.974刀具直径经检测,直径为8mm,有效加工孔深为22mm,程序如下:1、宏程序铣削螺纹单个螺纹孔铣削程序G54 G90 G17 G64 坐标系原点建立在孔的中心,底孔事先加工好M03 S3500 (单刃切削,高转速,小吃刀,快进给)G00 Z50.G00 X0 Y0G00 Z3. (安全高度,定位值是螺距的整倍数)R1=0.3 齿高切深赋值NN1: R2=10.25 + R1 (单边14.25,刀半径4,刀具往偏移到10.25定位)G02 X=R2 Y0 I =R2/2 J0 F300. 以半圆形式切入R3=1.5 螺距PNN2: G02 X=R2 Y0 Z=R3 I= - R2 J0 F3000. 插补螺纹,到Z1.5的高度R3 = R3 - 1.5IF R3 >= - 15.1 GOTOB NN2 螺纹切削孔深15mmG02 X0 Y0 I = - R2/2 J0 F300. 半圆形式切出,刀具到中心G00 Z3. 抬刀到安全高度,前后一致R1 = R1 + 0.2 切削齿高,往X方向增大IF R1 <= 0.91 GOTOB NN1 加工到齿高G01 X0 Y0 F300. 退刀G00 Z100. 抬刀M30本题5-M30*1.5-15的程序主程序:G54 G90 G17 G64 坐标系原点建立在孔的中心,底孔事先加工好M03 S3500 (单刃切削,高转速,小吃刀,快进给)G00 Z50.G00 X0 Y0L1000 P1 调用铣床螺纹的子程序R4 = 0 角度初始赋值NN3: R5 = 50 * COS ( R4 ) X坐标R6 = 50 * SIN ( R4)Y坐标TRANS X=R5 Y=R6 坐标偏移G00 X0 Y0 到偏移之后的原点定位L1000 P1 调用铣螺纹的子程序R4 = R4 + 90 角度增加IF R4 <= 271 GOTOB NN3 加工剩余3孔,要是写360,第一个孔要再加工一次G00 Z100.TRANS 后面不跟任何数值,单独占一段,取消偏移G54 G00 X100. Y100.M30子程序:L1000;G00 X0 Y0G00 Z3. (安全高度,定位值是螺距的整倍数)R1=0.3 齿高切深赋值NN1: R2 =10.25 + R1 (单边14.25,刀半径4,刀具往偏移到10.25定位)G02 X=R2 Y0 I =R2/2 J0 F300. 以半圆形式切入R3=1.5 螺距PNN2: G02 X=R2 Y0 Z=R3 I= - R2 J0 F3000. 插补螺纹,到Z1.5的高度R3 = R3 - 1.5IF R3 >= - 15.1 GOTOB NN2 螺纹切削孔深15mmG02 X0 Y0 I = - R2/2 J0 F300. 半圆形式切出,刀具到中心G00 Z3. 抬刀到安全高度,前后一致R1 = R1 + 0.2 切削齿高,往X方向增大IF R1 <= 0.91 GOTOB NN1 加工到齿高G01 X0 Y0 F300. 退刀G00 Z10. 抬刀TRANS 后面不跟任何数值,单独占一段,取消偏移M17 返回主程序2、利用螺旋插补加工螺纹单个螺纹孔铣削程序G54 G90 G17 坐标系原点建立在孔的中心,底孔事先加工好M03 S3500 (单刃切削,高转速,小吃刀,快进给)G00 Z50.G00 X0 Y0G00 Z3. (安全高度,定位值是螺距的整倍数)R1=0.3 齿高切深赋值NN1: R2= 10.25 + R1 (单边14.25,刀半径4,刀具往偏移到10.25定位)G02 X=R2 Y0 I = R2/2 J0 F300. 以半圆形式切入G02 X0 Y0 Z-15 I = - R2 J0 TRUN=11 F3000. 每次1.5,重复11次G02 X0 Y0 I = - R2/2 J0 F300. 半圆形式切出,刀具到中心G00 Z3. 抬刀到安全高度,前后一致R1 = R1 + 0.2 切削齿高,往X方向增大IF R1 <= 0.91 GOTOB NN1 加工到齿高G01 X0 Y0 F300. 退刀G00 Z100. 抬刀M30本题5-M30*1.5-15的程序主程序:G54 G90 G17 坐标系原点建立在孔的中心,底孔事先加工好M03 S3500 (单刃切削,高转速,小吃刀,快进给)G00 Z50.G00 X0 Y0L1000 P1 调用铣床螺纹的子程序R4 = 0 角度初始赋值NN3: R5 = 50 * COS ( R4 ) X坐标R6 = 50 * SIN ( R4 )Y坐标TRANS X=R5 Y=R6 坐标偏移G00 X0 Y0 到偏移之后的原点定位L1000 P1 调用铣螺纹的子程序R4 = R4 + 90 角度增加IF R4 <= 271 GOTOB NN3加工剩余3个孔,要是写360,第一个孔要再加工一次G00 Z100.TRANS 后面不跟任何数值,单独占一段,取消偏移G54 G00 X100. Y100.M30子程序:L1000;G00 X0 Y0G00 Z3. (安全高度,定位值是螺距的整倍数)R1=0.3 齿高切深赋值NN1: R2 = 10.25 + R1 (单边14.25,刀半径4,刀具往偏移到10.25定位)G02 X=R2 Y0 I = R2/2 J0 F300. 以半圆形式切入G02 X0 Y0 Z-15 I = - R2 J0 TRUN=11 F3000. 每次1.5,重复11次G90 G02 X0 Y0 I = - R2/2 J0 F300. 半圆形式切出,刀具到中心G00 Z3. 抬刀到安全高度,前后一致R1 = R1 + 0.2 切削齿高,往X方向增大IF R1 <= 0.91 GOTOB NN1 加工到齿高G01 X0 Y0 F300. 退刀G00 Z10. 抬刀TRANS 后面不跟任何数值,单独占一段,取消偏移M17 返回主程序3、利用shopmill人机对话编程ShopMill ——螺纹铣削说明:abs—绝对值inc—相对值select—选择/切换按“help”(帮助)可以切换视图。
加工中心铣螺纹编程实例
以下为加工中心铣螺纹编程实例,供参考:
1. 对于内螺纹,一般需要用到圆形插齿铣刀,编程时先确定好孔径、螺距和牙型等参数,然后进行以下操作:
(1)设定工件坐标系。
(2)选择刀具及切削参数,将铣刀装夹于主轴上。
(3)设定铣削参数,包括进给速度、转速、合适的切削深度和步进值等。
(4)利用G90指令使机床进入绝对坐标方式,然后用G0指令将铣刀移动至起始点上方。
(5)用G92指令设定铣刀在Z轴上的起始位置,再使用G81指令进行循环铣削。
(6)在G81指令后加入F指令,控制铣削速度。
2. 对于外螺纹,需要用到螺纹铣刀,编程时先要选择适合的铣刀类型,并设定好切削参数和刀具半径等,然后进行以下操作:(1)设定坐标系并将铣刀装夹在主轴上。
(2)设定铣削参数,包括进给速度、转速、切削深度和步进值等。
(3)利用G90指令使机床进入绝对坐标方式,然后将铣刀移至起始点上方。
(4)用G92指令设定铣刀在Z轴上的起始位置。
(5)使用G84指令进行螺纹铣削,结合F指令控制进给速度。
以上是加工中心铣螺纹编程实例的基本流程,程序中还需注意避免超出工件尺寸、正确选择铣刀和切削参数等问题。
螺纹数控铣削加工及程序编制传统的螺纹加工有些局限性,对于较大的,或者有些特殊结构要求的,采用以前的加工方法进行加工时,加工效率,加工难度等方面就显得不是很理想。
当采用数控铣削方法加工时,这些问题就迎刃而解了。
螺纹数控铣削加工是一种新型的螺纹加工工艺,该工艺的出现使螺纹加工变得更加简单、合理。
螺纹的加工工艺也随之发生改变,并取得良好的效果,本文主要分析了螺纹的加工方法,螺纹数控铣削加工,并以实例的形式,简述了螺纹数控铣削加工程序的编制。
标签:数控铣床螺纹加工程序编制1 概述随着社会经济的发展,时代的进步,我国机械制造业已经广泛的应用数控加工技术。
在一些大型的机械设备及机械零件中,经常会碰到比较大的螺纹。
对该类螺纹采用传统车削,板牙,丝锥等加工方法已经不能满足需要。
随着数控技术的发展,在数控铣床和加工中心中进行螺纹铣削加工,改变了传统螺纹加工工艺和方法,并取得了良好的效果。
2 常用螺纹的加工方法工件上的螺纹有两种,一种是内螺纹,一种是外螺纹。
螺纹加工常用的就是切削加工和滚压加工两大类。
滚压加工,是用滚压模具对零件进行滚压加工,使零件发生塑性变形而得到螺纹的加工方法。
滚压加工适用于外螺纹加工,大批量的标准件或者其它螺纹连接件。
滚压加工的螺纹一般外径尺寸不超过25mm,长度不超过100mm,螺纹精度达到2级。
切削加工,就是用成形刀具或者磨具在零件上加工出相关的螺纹。
常用车削,攻丝,套螺纹,铣削,磨削加工,研磨,旋风切削加工等。
在这些加工中,车削、铣削、磨削加工是零件每运动一圈,刀具沿着轴向位置移动一个导程,刀具切削零件得到与刀具形状相同的螺纹。
攻丝和套螺纹加工,在进行切削前,内螺纹需要将螺纹底孔加工到位,外螺纹需将轴尺寸加工到位,才能进行攻丝或套丝加工。
这些加工方法都有不同的适用场合,在实践生产过程中,我们应当选择最合适的加工方法进行加工。
对于一些较大的螺纹(D>25mm)车床装夹又不太方便的工件,这时采用数控铣床进行螺纹铣削加工就比较方便。
深螺纹数控铣削的宏程序编程加工来源:中国机床商务网摘要:本文介绍了螺纹铣削加工的特点及方法,并通过举例分析说明深螺纹数控铣削的加工工艺及利用宏程序编程加工的方法。
1 引言传统的螺纹加工方法主要为采用螺纹车刀车削螺纹,采用丝锥、板牙手工攻丝以及套扣。
随着数控加工技术的发展,特别是三轴联动数控加工系统的出现,利用数控铣床进行螺纹的铣削得以实现。
螺纹铣削是通过数控机床的三轴联动,利用螺纹铣刀进行螺旋插补铣削而形成螺纹,刀具在水平面上每作一周圆周运动,在垂直面内则直线移动一个螺距[1]。
螺纹铣削加工可以实现在不换刀的情况下,一次性完成螺纹的加工,包括底孔的钻削,螺纹的加工等;同一把螺纹铣刀能加工出螺距相同、直径不同的螺纹。
因此,与传统的螺纹加工方法相比,螺纹铣削加工具有较大的优势:加工效率高,加工质量好,刀具通用性好,加工安全性好。
对于一些特殊结构的螺纹,如不允许有过渡扣或退刀槽结构的螺纹,采用传统的车削方法或丝锥、板牙很难加工,但采用数控铣削却十分容易实现。
本文介绍螺纹铣削的加工工艺过程、螺纹铣刀类型,最后介绍一个螺纹铣削的编程实例。
2 螺纹铣削加工的工艺过程用螺纹钻铣刀铣削螺纹时的加工过程如图1所示,具体步骤为:第1步,螺纹钻铣刀快速运行至工件安全平面;第2步,螺纹钻铣刀钻孔至孔深尺寸;第3步,螺纹钻铣刀提升至螺纹深度尺寸;第4步,螺纹钻铣刀以圆弧切人螺纹起始点;第5步,螺纹钻铣刀绕螺纹轴线作X、Y方向的插补运动,同时作平行于轴线的+Z方向运动,即每绕螺纹轴线运行360°,沿+Z方向就上升一个螺距,刀具三轴联动运动轨迹为一螺旋线;第6步,螺纹钻铣刀以圆弧从起始点退刀;第7步,螺纹钻铣刀快速退至工件安全平面,准备加工下一孔。
3 螺纹铣削轨迹螺纹铣削运动轨迹为一螺旋线,可通过数控机床的三轴联动来实现。
图2为左旋和右旋外螺纹的铣削运动示意图。
与一般轮廓的铣削运动一样,螺纹铣削开始进刀时也可采用1/4圆弧切入或直线切入。
螺纹铣刀编程/铣牙刀编程(通用铣螺纹宏程序)编辑:洛希尔螺纹刀具工作原理使用G03/G02三轴联动走螺旋线,刀具沿工件表面(孔壁或圆柱外表)切削。
螺旋插补一周,刀具Z向负方向走一个螺距量。
编程原理:G02 Z-2.5 I3.Z-2.5等于螺距为2.5mm假设刀具半径为5mm则加工M16的右旋螺纹优势使用了三轴联动数控铣床或加工中心进行加工螺纹,相对于传统螺纹加工1、如螺距为2的螺纹铣刀可以加工各种公称直径,螺距为2mm的内外螺纹2、采用铣削方式加工螺纹,螺纹的质量比传统方式加工质量高3、采用机夹式刀片刀具,寿命长4、多齿螺纹铣刀加工时,加工速度远超攻丝5、首件通止规检测后,后面的零件加工质量稳定使用方法G65 P1999 X_ Y_ Z_ R_ A_ B_ C_ S_ F_XY 螺纹孔或外螺纹的中心位置X=#24 Y=#25Z 螺纹加工到底部,Z轴的位置(绝对坐标) Z=#26R 快速定位(安全高度)开始切削螺纹的位置 R=#18A 螺纹螺距A=#1B 螺纹公称直径B=#2C 螺纹铣刀的刀具半径C=#3 内螺纹为负数外螺纹加工为正数S 主轴转速F 进给速度,主要用于控制刀具的每齿吃刀量如: G65 p1999 X30 Y30 Z-10 R2 A2 B16 C-5 S2000 F150;在X30y30的位置加工 M16 螺距2 深10的右旋螺纹加工时主轴转速为2000转进给进度为150mm/min宏程序代码O1999;G90G94G17G40;G0X#24Y#25; 快速定位至螺纹中心的X、Y坐标M3S#19; 主轴以设定的速度正转#31=#2*0.5+#3; 计算出刀具偏移量#32=#18-#1; 刀具走螺旋线时,第一次下刀的位置#33=#24-#31; 计算出刀具移动到螺纹起点的位置G0Z#18;刀具快速定位至R点G1X#33F#9; 刀具直线插补至螺旋线的起点,起点位于X 的负方向N20 G02Z-#32I#31;以偏移量作为半径,以螺距作为螺旋线Z向下刀量(绝对坐标)IF[#32LE#26]GOTO30; 当前Z向位置大于等于设定Z向底位时,进行跳转#32=#32-#1; Z向的下个螺旋深度目标位置(绝对坐标)GOTO20;N30;IF[#3GT0]THEN #6=#33-#1; 外螺纹,退刀时刀具往X负方向退一个螺距量IF[#3LT0]]THEN #6=#24; 内螺纹,退刀时刀具移动到螺纹中心位置G0X#6G90G0Z#18; 提刀至安全高度M99;(注:专业文档是经验性极强的领域,无法思考和涵盖全面,素材和资料部分来自网络,供参考。
螺纹铣刀编程/铣牙刀编程(通用铣螺纹宏程序)
编辑:洛希尔螺纹刀具
工作原理
使用G03/G02三轴联动走螺旋线,刀具沿工件表面(孔壁或圆柱外表)切削。
螺旋插补一周,刀具Z向负方向走一个螺距量。
编程原理:G02 Z-2.5 I3.
Z-2.5等于螺距为2.5mm
假设刀具半径为5mm则加工M16的右旋螺纹
优势
使用了三轴联动数控铣床或加工中心进行加工螺纹,相对于传统螺纹加工
1、如螺距为2的螺纹铣刀可以加工各种公称直径,螺距为2mm的内外螺纹
2、采用铣削方式加工螺纹,螺纹的质量比传统方式加工质量高
3、采用机夹式刀片刀具,寿命长
4、多齿螺纹铣刀加工时,加工速度远超攻丝
5、首件通止规检测后,后面的零件加工质量稳定
使用方法
G65 P1999 X_ Y_ Z_ R_ A_ B_ C_ S_ F_
XY 螺纹孔或外螺纹的中心位置X=#24 Y=#25
Z 螺纹加工到底部,Z轴的位置(绝对坐标)Z=#26 R快速定位(安全高度)开始切削螺纹的位置R=#18 A螺纹螺距A=#1
B螺纹公称直径B=#2
C螺纹铣刀的刀具半径C=#3 内螺纹为负数外螺纹加工为正数
S主轴转速
F进给速度,主要用于控制刀具的每齿吃刀量
如:G65 p1999 X30 Y30 Z-10 R2 A2 B16 C-5
S2000 F150;
在X30y30的位置加工M16 螺距2 深10的右旋螺纹加工时主轴转速为2000转进给进度为150mm/min 宏程序代码
O1999;
G90G94G17G40;
G0X#24Y#25;快速定位至螺纹中心的X、Y坐标
M3S#19;主轴以设定的速度正转
#31=#2*0.5+#3;计算出刀具偏移量
#32=#18-#1;刀具走螺旋线时,第一次下刀的位置#33=#24-#31; 计算出刀具移动到螺纹起点的位置
G0Z#18;刀具快速定位至R点
G1X#33F#9;刀具直线插补至螺旋线的起点,起点位
于X的负方向
N20 G02Z-#32I#31;以偏移量作为半径,以螺距作为螺旋线Z向下刀量(绝对坐标)
IF[#32LE#26]GOTO30;当前Z向位置大于等于设定Z向底位时,进行跳转
#32=#32-#1;Z向的下个螺旋深度目标位置(绝对坐标)
GOTO20;
N30;
IF[#3GT0]THEN #6=#33-#1;外螺纹,退刀时刀具往X负方向退一个螺距量
IF[#3LT0]]THEN #6=#24;内螺纹,退刀时刀具移动到螺纹中心位置
G0X#6
G90G0Z#18;提刀至安全高度
M99;。