智能污泥一体化好氧发酵设备-北京科委
- 格式:doc
- 大小:31.00 KB
- 文档页数:2
污泥堆肥智能控制系统的设计和实现孙言岩,李加文,王梓洋,关钱钱(机科发展科技股份有限公司,北京100041)摘要:针对PMCT 装配式污泥堆肥工艺,设计并实现了其自动化、无人化、精细化运行管理的智能控制系统。
该系统由现场控制站和人机交互系统组成,实现了现场数据实时监控,发酵周期(进料-发酵-发酵完成-出料)完全由智能控制系统进行调控,系统一键启动,无需人工参与。
关键词:智能控制系统;现场工作站;检测传感器;人机交互系统中图分类号:TP273+.5文献标识码:A文章编号:1003-7241(2020)03-0155-04Design and Development of Sludge Composting IntelligentControl SystemSUN Yan -yan,LI Jia -wen,WANG Zi -yang,GUAN Qian -qian(Machinery Technology Development Co.,Ltd.,Beijing 100041China )Abstract:The intelligent control system is designed for the PMCT assembled sludge composting process.It can realize the automa-tion,unmanned and accurate management of PMCT process.The system is composed of a field control station and a hu-man-computer interaction system.The fermentation cycle (feed-fermentation-fermentation completion-output)is completely controlled by the intelligent control system.The system is started by one key without manual participation.Key words:Intelligent control system;Field workstation;Detection sensor;Human-computer interaction system收稿日期:2019-06-191引言随着城镇污水处理事业的发展,“二次污染物”污泥量也逐渐增多。
好氧发酵生物干化一体化污泥处理处置工艺(请点击图片进入阅读界面)一、企业基本情况(一)湖南省九方环保机械有限公司湖南省九方环保机械有限公司(以下简称“九方环保公司”)是一家专注于城市污泥处理处置和资源利用,集污泥处理设备研发、生产、销售、系统设计、安装和项目投资、运营于一体的高新技术环保企业。
公司总部坐落于湖南省长沙市(国家级)经济技术开发区,是湖南省高新技术企业、湖南省城市建设行业协会排水分会副会长单位,获得了湖南省守合同重信用单位、长沙市守合同重信用单位、长沙纳税先进单位等荣誉,是湖南省政府重点支持的环保企业之一。
以“一种新型圆柱多棱多层发酵塔”和“一种好氧堆肥法”等自有专利技术处于行业领先地位,在湖南省内污泥处理行业属于龙头骨干企业。
九方环保公司拥有四项发明专利和十余项实用新型专利技术,其中污泥处理处置技术具有处置彻底、能耗低、运行成本低、占地少、自动化程度高等优点,实现了污泥处理处置的“减量化、稳定化、无害化、资源化”的要求。
2012年,该技术装置通过了湖南省科技厅组织的成果鉴定,鉴定意见为:“居国内领先水平”;同时纳入湖南省战略性新兴产业项目。
2013年,列入湖南省十大低碳环保节能技术推广名录。
2011年,该公司在株洲建成20吨/日污泥处理处置示范工程,已连续稳定运行近三年;2013年9月在平江县投产运行30吨/日污泥处理处置BOT工程; 2012年住建部城建司张悦司长到九方环保污泥处理项目现场考察时给予了高度认可和评价。
现省内长沙、衡阳、怀化、涟源和周边省份如贵阳、珠海等多个重要城市已与九方环保达成污泥处理处置建设意向。
今年9月由九方环保和华北市政设计院联合主办的全国污泥处理处置技术论坛会议将在长沙召开。
(二)湖南福天兴业投资集团有限公司湖南福天兴业投资集团成立于2002年,现发展为集环保产业、房地产投资与开发、农业产业化及食品深加工于一体的大型集团企业。
集团公司2013年实现销售收入80多亿元,利税近20亿元,资金实力雄厚、各种资质齐全。
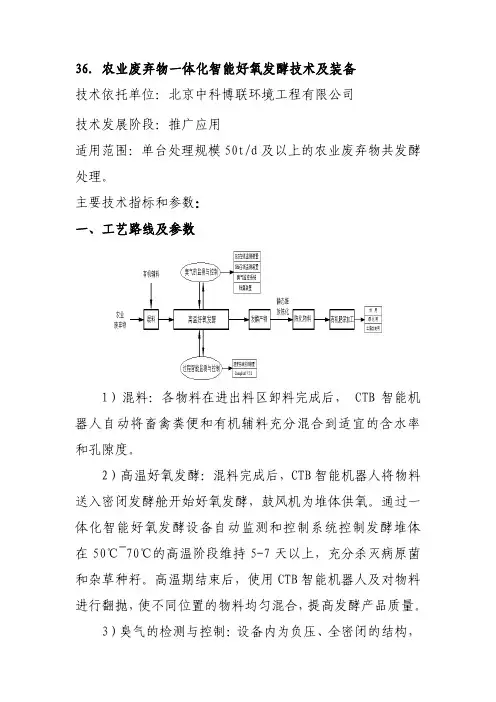
36. 农业废弃物一体化智能好氧发酵技术及装备技术依托单位:北京中科博联环境工程有限公司技术发展阶段:推广应用适用范围:单台处理规模50t/d及以上的农业废弃物共发酵处理。
主要技术指标和参数:一、工艺路线及参数1)混料:各物料在进出料区卸料完成后, CTB智能机器人自动将畜禽粪便和有机辅料充分混合到适宜的含水率和孔隙度。
2)高温好氧发酵:混料完成后,CTB智能机器人将物料送入密闭发酵舱开始好氧发酵,鼓风机为堆体供氧。
通过一体化智能好氧发酵设备自动监测和控制系统控制发酵堆体在50℃~70℃的高温阶段维持5-7天以上,充分杀灭病原菌和杂草种籽。
高温期结束后,使用CTB智能机器人及对物料进行翻抛,使不同位置的物料均匀混合,提高发酵产品质量。
3)臭气的检测与控制:设备内为负压、全密闭的结构,保证臭气外逸。
设备内配有硫化氢、氨气等在线监测仪表,采用化学+两级双层填料塔化学洗涤,达标后外排。
4)过程智能监测与控制:设备内设置有温度、氧气等监测仪表,采用分体式泵吸结构,提高数据传送可靠性,采集的数据经信号采集器输入计算机控制系统,实时反馈并控制鼓风曝气的强度和时间。
5)出料及陈化:发酵结束后,腐熟物料经CTB智能机器人输送至进出料区的出料位,在发酵舱外陈化区,进行陈化。
6)有机肥深加工/资源化利用阶段:成品外运作为基质、土壤改良剂、有机肥直接用于园林、农业或深加工成高值有机肥。
二、主要技术指标●处理对象:含水率60%的畜禽粪便或秸秆●处理能力:50吨混合料/日·台,混合料含水率60%左右;●装机功率N≤142kW,最大运行功率≤120kW●发酵周期9d;●高温发酵持续时间:≥6天(55-65℃)●堆体氧浓度:8%~15%●类大肠菌群值:≥0.01;蛔虫卵死亡率≥95%●发酵产物含水率≤40%,其他指标符合《畜禽粪便还田技术规范》(GBT25246-2010)及《畜禽养殖粪便堆肥处理与利用设备》(GBT 28740-2012)相应指标要求发芽指数≥70%三、技术特点1)实现曝气、输送、发酵、匀翻、工艺检测、智能控制、生物除臭等各个工艺模块耦合集成,无需中间倒运环节,不须建立厂房,降低造价;2)建立一体化监测及控制模块,智能化调控工艺参数,实现全过程的智能化控制;3)气水分离技术:全球首次加入了气水分离环节,将发酵过程中的湿热气体气水分离,减少了废水的排放,实现了废水的内部循环。
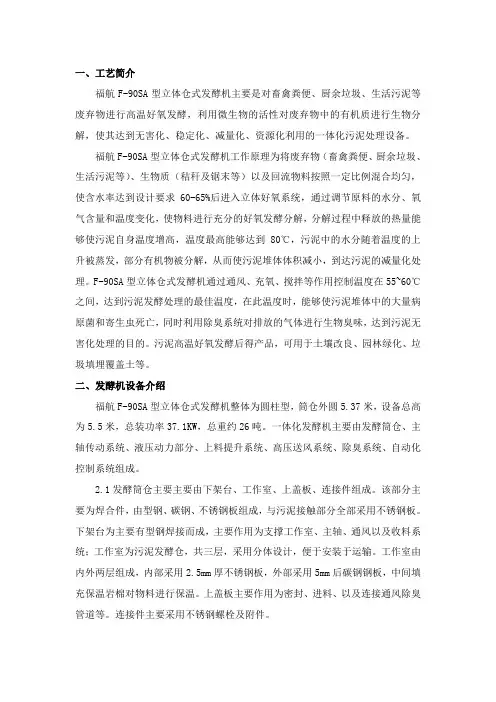
一、工艺简介福航F-90SA型立体仓式发酵机主要是对畜禽粪便、厨余垃圾、生活污泥等废弃物进行高温好氧发酵,利用微生物的活性对废弃物中的有机质进行生物分解,使其达到无害化、稳定化、减量化、资源化利用的一体化污泥处理设备。
福航F-90SA型立体仓式发酵机工作原理为将废弃物(畜禽粪便、厨余垃圾、生活污泥等)、生物质(秸秆及锯末等)以及回流物料按照一定比例混合均匀,使含水率达到设计要求60-65%后进入立体好氧系统,通过调节原料的水分、氧气含量和温度变化,使物料进行充分的好氧发酵分解,分解过程中释放的热量能够使污泥自身温度增高,温度最高能够达到80℃,污泥中的水分随着温度的上升被蒸发,部分有机物被分解,从而使污泥堆体体积减小,到达污泥的减量化处理。
F-90SA型立体仓式发酵机通过通风、充氧、搅拌等作用控制温度在55~60℃之间,达到污泥发酵处理的最佳温度,在此温度时,能够使污泥堆体中的大量病原菌和寄生虫死亡,同时利用除臭系统对排放的气体进行生物臭味,达到污泥无害化处理的目的。
污泥高温好氧发酵后得产品,可用于土壤改良、园林绿化、垃圾填埋覆盖土等。
二、发酵机设备介绍福航F-90SA型立体仓式发酵机整体为圆柱型,筒仓外圆5.37米,设备总高为5.5米,总装功率37.1KW,总重约26吨。
一体化发酵机主要由发酵筒仓、主轴传动系统、液压动力部分、上料提升系统、高压送风系统、除臭系统、自动化控制系统组成。
2.1发酵筒仓主要主要由下架台、工作室、上盖板、连接件组成。
该部分主要为焊合件,由型钢、碳钢、不锈钢板组成,与污泥接触部分全部采用不锈钢板。
下架台为主要有型钢焊接而成,主要作用为支撑工作室、主轴、通风以及收料系统;工作室为污泥发酵仓,共三层,采用分体设计,便于安装于运输。
工作室由内外两层组成,内部采用2.5mm厚不锈钢板,外部采用5mm后碳钢钢板,中间填充保温岩棉对物料进行保温。
上盖板主要作用为密封、进料、以及连接通风除臭管道等。
污泥处理行业中的“智能”手机——智能污泥一体化好氧发酵设备项目承担单位:北京中科博联环境工程有限公司在污泥处理行业有这样一款设备,黝黑恶臭的污泥一经该设备的处理就变成了可为花草增肥的肥料、园林绿化基质,其建设简单、运行简单、操作简单,可一键式操作,在业界已小有名气,这就是由中科博联自主研发生产的专用于中小型污泥处理工程污泥处理的智能污泥一体化好氧发酵设备。
近年来,关于污泥围城、臭气扰民引发邻避效应等新闻事件屡见报端。
污泥问题逐渐进入公众视野。
随着城镇污水处理厂数量的迅速增加,城镇污泥的安全处置问题日益突出。
污泥已成为制约污水行业发展的瓶颈,业界有“治水不治泥,污染大转移”之说。
中小型污水处理厂污泥处理问题尤为突出。
我国有80%的污水处理厂产泥量在50t/d 以下,有近50% 的污水处理厂产泥量在20t/d 以下。
在目前的污泥处理处置路线中,好氧发酵是国家鼓励的工艺路线之一。
经典的污泥好氧发酵工程主要由混料系统、发酵系统、除臭系统和配套电气自控系统等部分组成。
由于工程规模较大,这些系统的使用频率都较高,规模效益较好。
但是,经典工程模式管理较复杂,对运行人员的素质要求较高,不太适合中小型污泥处理工程。
另外,污泥发酵产物的出路,也是污泥问题的拦路虎。
2010 年陈俊博士带领的技术研发团队针对中小型污水处理厂的污泥处理问题进行分析后发现,传统的污泥处理工程模式由于需要厂房等土建设施,报批手续繁琐,投资成本高,应用于中小型污水处理厂处理污泥性价比较低。
为打破传统工程模式对中小型污水处理厂污泥处理的限制,力求建设、运行、操作及出路简单,在北京市科委支持下由北京中科博联环境工程有限公司自主研发的智能污泥一体化好氧发酵设备应运而生。
智能污泥一体化好氧发酵设备适用于中小型城市污泥、畜禽粪便、餐厨垃圾、园林废物和厌氧消化沼渣等有机固体废物的好氧发酵处理,尤其适用于固体废弃物产生源较分散,不易进行大规模集中处理的场合。
污泥好氧生物发酵处理成套设备研发与应用介绍
中国科学院地理科学与资源研究所、北京中科博联环境工程有限公司“污泥好氧生物发酵处理成套设备研发与应用”成果获北京市科学技术一等奖。
该成果属于资源与环境技术领域。
提出并建立四阶段好氧发酵控制理论,通过计算机调控不同阶段的发酵过程,缩短发酵时间,提高发酵过程的灭菌和稳定化效果。
主要技术创新点包括:
1.发明了污泥高温好氧发酵化处理的自动监测和智能控制系统,实现了工厂化快速好氧发酵过程的自动监测、工艺参数的实时自动优化和智能控制,实现发酵过程的无人值守,实现了发酵工程的冬季连续稳定运行。
2.发明了高效、快速、低耗的高温好氧发酵技术工艺及其配套的氧气、氨气、硫化氢监测探头和设备,优化了发酵工艺参数。
3.发明了以源头控制为主、末端生物处理为辅的臭气控制策略和设备。
避免因堆体厌氧而产生恶臭气体,使厂区除臭的能耗和成本降低80%。
运行结果表明,该技术节能减排效果显著,发酵速度提高约3倍,占地面积减少3/4,处理的能耗(小于25kw.h/t)比传统工艺减少60%,稳定化、脱水、灭菌等无害化指标均达到相关标准的要求。
该成果获得发明专利4项,实用新型专利1项,被6项国家行业标准采用。
“污泥生物堆肥处理成套设备”和“臭气自动在线监测和生物除臭一体化设备”被列入工业和信息化产业部、科技部发布的《国家鼓励发展的重大环保技术装备目录(2011年版)》。
该成果先后用于秦皇岛、日照、上海、长春、寿光等8个智能控制好氧发酵处理工程,在引导污泥处理处置技术进步和行业发展中起到关键推动作用,对污泥无害化、资源化和节能减排具有重要意义。
![一体化智能好氧发酵设备(BLYT-NL001)[外观专利]](https://uimg.taocdn.com/880443164a35eefdc8d376eeaeaad1f347931158.webp)
(19)中华人民共和国国家知识产权局
(12)外观设计专利
(10)授权公告号 (45)授权公告日 (21)申请号 201730609244.4
(22)申请日 2017.12.04
(73)专利权人 北京中科博联环境工程有限公司
地址 100000 北京市石景山区实兴大街30
号院3号楼2层D-0064房间
(72)设计人 闫涛 郑海霞 龚兴东 马华敏
(74)专利代理机构 北京超凡志成知识产权代理
事务所(普通合伙) 11371
代理人 吴开磊
(51)LOC(11)Cl.
15-99
(54)使用外观设计的产品名称
一体化智能好氧发酵设备(BLYT-NL001)
立体图
图片或照片 7 幅 简要说明 1 页CN 304717461 S 2018.07.06
C N 304717461
S
主视图
后视图左视图右视图
俯视图
仰视图
立体图
外观设计图片或照片1/1页
CN 304717461 S
1.本外观设计产品的名称:一体化智能好氧发酵设备(BLYT-NL001)。
2.本外观设计产品的用途:本外观设计产品用于畜禽废弃物等农林固体废物好氧发酵处理。
3.本外观设计产品的设计要点:在于产品的形状。
4.最能表明本外观设计设计要点的图片或照片:立体图。
简 要 说 明1/1页CN 304717461 S。
科技成果——模块智能型一体化高效污水处理设备技术开发单位北京志峰环保设备有限公司适用范围1、城镇污水处理厂;2、尚未纳入市政管网覆盖范围或排水管网系统不完善的我国广大农村和小城镇、旅游风景点、度假村、疗养院等区域,还包括单独经营的酒店、楼宇,以及高速公路服务站等区域;3、位于城区、有市政依托但需要就地收集处理与回用的小区或单体建筑;4、是执行国家地表水三类四类水体的水上公园、湖泊、流域河流、风景名胜区等。
成果简介模块智能一体化技术是在单一反应设备内实现厌氧、兼氧、好氧和膜四个反应区域,形成四种生物体系,完成多种生化反应过程,并且利用好氧区的给气动力实现水力循环和污泥循环,从而在节能状态下实现脱除有机物、氮、磷等污染物;同时改变过去污水处理的稳定参数控制为可变参数控制,通过在线仪表的检测反馈系统实现上述多种过程的优化与自动控制系统,实现智能化污水处理过程,进一步提高单位反应器的处理效率。
工艺流程工艺流程由厌氧区、兼养区、好氧区、膜池等四区耦合式生物反应体系组成,在智能自动化控制条件下实现有机污染物处理和污泥排放,并具有污水脱氮脱磷及多种净化水功能的新型污水处理技术及设备。
关键技术节能特性:常规生化处理的给氧设备主要功能是供氧,动力消耗占污水处理总动力消耗的30-40%,在此过程中仅利用了氧而忽略了空气的动力,本技术充分利用该动力完成水处理过程中必须的水力循环,从而节约电力消耗。
多功能性:在单一反应设备内实现厌氧、兼氧、好氧、膜(膜泥共存)四个反应区域,四种生物体系,多种生化反应过程,并且(厌氧、兼氧、好氧)不外加水泵动力进行水力循环,从而在节能状态下实现脱除有机物、氮、磷等污染物。
智能性:改变过去污水处理的稳定参数控制为可变参数控制(一定范围内),通过在线仪表的检测反馈系统实现上述多种过程的优化与自动控制系统,实现智能化污水处理过程,进一步提高单位反应器的处理效率,从而进一步降低投资和运行成本。
膜泥共存:MBR池中放置轻质球形填料,供微生物附着形成生物膜,与水中的活性污泥共同降解有机物,提高处理效率,并通过膜过滤拦截出水中的超细悬浮物和微生物,减少微生物的流失,提高出水水质。
污泥处理行业中的“智能”手机——智能污泥一体化好氧发酵设备
项目承担单位:北京中科博联环境工程有限公司
在污泥处理行业有这样一款设备,黝黑恶臭的污泥一经该设备的处理就变成了可为花草增肥的肥料、园林绿化基质,其建设简单、运行简单、操作简单,可一键式操作,在业界已小有名气,这就是由中科博联自主研发生产的专用于中小型污泥处理工程污泥处理的智能污泥一体化好氧发酵设备。
近年来,关于污泥围城、臭气扰民引发邻避效应等新闻事件屡见报端。
污泥问题逐渐进入公众视野。
随着城镇污水处理厂数量的迅速增加,城镇污泥的安全处置问题日益突出。
污泥已成为制约污水行业发展的瓶颈,业界有“治水不治泥,污染大转移”之说。
中小型污水处理厂污泥处理问题尤为突出。
我国有80%的污水处理厂产泥量在50t/d以下,有近50%的污水处理厂产泥量在20t/d以下。
在目前的污泥处理处置路线中,好氧发酵是国家鼓励的工艺路线之一。
经典的污泥好氧发酵工程主要由混料系统、发酵系统、除臭系统和配套电气自控系统等部分组成。
由于工程规模较大,这些系统的使用频率都较高,规模效益较好。
但是,经典工程模式管理较复杂,对运行人员的素质要求较高,不太适合中小型污泥处理工程。
另外,污泥发酵产物的出路,也是污泥问题的拦路虎。
2010年陈俊博士带领的技术研发团队针对中小型污水处理厂的污泥处理问题进行分析后发现,传统的污泥处理工程模式由于需要厂房等土建设施,报批手续繁琐,投资成本高,应用于中小型污水处理厂处理污泥性价比较低。
为打破传统工程模式对中小型污水处理厂污泥处理的限制,力求建设、运行、操作及出路简单,在北京市科委支持下由北京中科博联环境工程有限公司自主研发的智能污泥一体化好氧发酵设备应运而生。
智能污泥一体化好氧发酵设备适用于中小型城市污泥、畜禽粪便、餐厨垃圾、园林废物和厌氧消化沼渣等有机固体废物的好氧发酵处理,尤其适用于固体废弃物产生源较分散,不易进行大规模集中处理的场合。
该设备可实现连续生产、全过程智能化控制,集输送、发酵、供氧、匀翻、监测、控制、除臭等功能为一体。
一台设备即可解决污泥处理问题。
一、建设简单
智能污泥一体化好氧发酵设备无需土建及厂房建设,施工周期仅需1~2个月,比传统工程模式节省建设时间2/3以上;占地面积省,污泥处理项目选址更灵活,设备占地面积为20~40m2/t•d,涵盖其他附属设施的综合占地大约为100m2/t•d,比传统工程模式占地面积可节省一半以上,征地难度及成本大大降低;由于设备采购相较工程建设审批手续少,减少了诸多繁复的报批及审批环节,建设程序更加便捷。
二、运行简单
传统的污泥好氧发酵工程的输送、发酵、翻抛、供氧、监测、控制及除臭等部分相互独立,各系统间需皮带机及车辆进行发酵物料的中间倒运,而智能污泥一体化好氧发酵设备实现了以上功能的高度集成。
设备运行时无中间倒运环节,节省油耗和能耗,运行成本大大降低。
同时,该设备采用在国际领先的CTB智能好氧发酵工艺,工艺运行臭气产生量少,设备全封闭,臭气散逸量少,产生的臭气通过设备顶部的臭气收集管道,可集中处理并达标排放,不产生二次污染。
三、操作简单
工程模式的污泥处理工程中各处理系统设备多,有的项目设备多达数百台,现场操作人员需求量大。
智能污泥一体化好氧发酵设备采用全自动智能控制,只需一键操作即可实现设备的开启,每个项目运营人员只需1~2人,高中文化水平即可操作,人工成本大大降低。
与国内外同类技术相比,人力成本和工作量降低60%~70%。
智能控制系统可全过程监测设备
内物料的温度、氧气等数据,并根据反馈数据实时调节翻抛、鼓风及供氧频率,保证发酵产物高温期(55℃~60℃)持续时间长,杀死病原菌及杂草种子等。
中科博联智能污泥一体化好氧发酵设备自2011年起先后在广西环江、梧州、阳朔及河池等地成功应用,设备运行稳定,处理效果好。
发酵后产物可用于污染土壤修复、育苗基质和园林绿化等;同时还可以进一步深加工,制作成有机无机复合肥、生物有机肥等,用于农林业生产。
2015年8月,广西河池污泥处理处置工程正式投产运行,设计处理规模20t/d,采用中科博联自主研发、生产的CTB_Ⅱ型智能一体化污泥好氧发酵设备,该设备自投产以来稳定运行,累积达标处理污泥约6000t,河池污泥处理处置工程的建设有效地改善了当地水质及城市环境,对智能污泥一体化好氧发酵设备在中小型污泥处理处置工程(适用规模≤50t/d)的应用和推广具有重要示范作用,同时为污泥处理行业构建“高精类”经济结构做出重要贡献。