数控车床的布局及结构
- 格式:ppt
- 大小:2.30 MB
- 文档页数:53
数控车床结构范文数控车床是一种使用计算机控制系统的机床,通过预先编程的方式,能够自动进行加工,并且实现极高的准确度和效率。
数控车床的结构主要包括机床床身、主轴箱、进给箱和控制系统等部分。
一、机床床身数控车床的床身是整个机床的基础,也是承载所有组件和零部件的主要结构。
床身通常由铸铁或焊接钢板制成,具有足够的刚性和稳定性,能够承受加工过程中的各种力和震动。
床身上通常有V型或者平坦的导轨,用于安装和导向主轴箱和进给箱。
二、主轴箱主轴箱是数控车床上的一个重要部件,主要用于驱动刀具和工件的相对运动。
主轴箱通常由主轴驱动装置、主轴箱壳体、主轴箱传动装置和进给机构等组成。
主轴箱壳体上安装有主轴和主轴伺服电机,主轴通过传动装置和主轴驱动装置相连,用于旋转刀具。
进给机构通常是通过主轴箱内部的螺杆、滑块和导轨等部件来实现刀具和工件的进给运动。
三、进给箱进给箱是数控车床的另一个重要部件,用于控制刀具和工件在加工过程中的进给速度和方向。
进给箱通常由进给伺服电机、进给箱壳体、进给传动装置和进给机构等部分组成。
进给伺服电机通过传动装置与进给机构相连,实现刀具和工件的进给运动。
进给箱壳体上通常装有进给选择器,用户可以通过选择器设定进给模式、进给速度和进给方向等参数。
四、控制系统控制系统是数控车床上最为重要的部分,用于实时控制和监控机床的加工过程。
控制系统通常包括机床控制器、数控软件和人机界面等部分。
机床控制器与数控软件相连,通过预先编程的方式控制数控车床的各种运动和加工参数。
人机界面通常是通过电脑显示屏和键盘等设备,用户可以通过界面输入指令、监控加工过程和调整参数等。
总结:数控车床的结构包括机床床身、主轴箱、进给箱和控制系统等部分。
机床床身是整个机床的基础,具有足够的刚性和稳定性。
主轴箱用于驱动刀具和工件的相对运动,进给箱用于控制刀具和工件的进给速度和方向。
控制系统是整个数控车床的大脑,通过预先编程的方式实现加工过程的控制和监控。
第2章数控机床的典型结构与部件2.1 数控机床的结构特点及要求2.1.1数控机床的结构特点由于数控机床的控制方式和使用特点,使数控机床与普通机床在机械传动和结构上有显著的不同,其特点有:(1)采用高性能的无级变速主轴及伺服传动系统,机械传动结构大为简化,传动链缩短。
(2)采用刚度和抗振性较好的机床新结构,如动静压轴承的主轴部件、钢板焊接结构的支承件等。
(3)采用在效率、刚度、精度等各方面较优良的传动元件,如滚珠丝杠螺母副、静压蜗杆副以及塑料滑动导轨、滚动导轨、静压导轨等。
(4)采用多主轴、多刀架结构以及刀具与工件的自动夹紧装置、自动换刀装置和自动排屑、自动润滑冷却装置等,以改善劳动条件、提高生产率。
(5)采取减小机床热变形的措施,保证机床的精度稳定,获得可靠的加工质量。
2.1.2数控机床的结构要求及措施1.提高机床的静、动刚度在数控机床加工过程中,加工精度除了取决于数控系统,还取决于数控机床本身的精度。
而由机床床身、导轨工作台、刀架和主轴箱的几何精度和变形所产生的误差取决于它们的结构刚度,并且这些误差在加工过程不能进行人为的调整和补偿。
因此,必须把移动件的重量和切削力引起的弹性变形控制在最小限度之内,以保证加工精度和表面质量。
为了提高机床的静刚度,在机床结构上常采用以下措施。
1)为提高机床主轴的刚度,常采用三支承结构,并且选用刚性好的双列短圆柱滚子轴承和角接触向心推力轴承,以减小主轴的径向和轴向变形。
2)为提高机床整体的刚度,常采用筋板结构。
表2-1给出了方形截面立柱在加筋前后的静刚度比值。
从表中可以看出,加筋板后相对弯曲刚度和扭转刚度均提高。
表2-1 方形截面立柱加筋前后的静刚度比值加筋形式相对质量相对弯曲刚度相对扭曲刚度1 1 11.24 1.17 1.381.34 1.21 8.861.63 1.32 17.73)在大型数控机床中,移动载荷对机床边形有较大的影响。
常采用液压平衡和重快平衡来减少构件的变形,如图2-1所示,利用重块有效地减小主轴箱左右移动对横梁变形的影响。
数控车床的组成及布局
数控车床的组成
数控车床与普通车床相比较,其结构上仍然是由主轴箱、刀架、进给传动系统、床身、液压系统、冷却系统、润滑系统等部分组成,只是两者的进给系统在结构上存在着本质的差别。
普通车床主轴的运动经过挂轮架、进给箱、溜板箱传到刀架实现纵向和横向的进给运动。
而数控车床直接通过伺服电机驱动丝杆实现纵向和横向的进给运动。
可见数控车床进给系统的结构较普通车床大为简化。
数控车床也有加工各种螺纹的功能,那么主轴的旋转与刀架的移动是如何保持同步的呢?一般是采取伺服电动机驱动主轴旋转,并且在主轴箱内安装有脉冲编码器,主轴的运动通过同步齿形带1:1地传到脉冲编码器。
当主轴旋转时脉冲编码器便发出检测脉冲信号给数控系统,使主轴电动机的旋转与刀架的切削进给保持同步关系,即实现加工螺纹时主轴转一转t刀架z向移动一个导程的运动关系。
数控车床床身导轨厦刀架的布局
床身导轨的布局数控车床床身导轨与水平面的相对位置可以分为四种布局形式:水平床身、斜床身、平床身斜滑板、立床身。
刀架作为数控车床的重要部件,其布局形式对机床整体布局及工作性堂篓响磐苎目前两等标轴联动数控车床多采用12工位的回转刀架,也采用工位、6工位、8工位、10工位回转刀架的。
回转刀架在机床上的布局有两种形式。
一种事用于加工盘类零件的回转刀架,其回转轴垂直与主轴;另一种是用于加工轴类和盘类零件的回转刀架,其回转平行于主轴。
三晶变频器用于数控车床的主要特点:
1、低频力矩大、输出平稳
2、高性能矢量控制
3、转矩动态响应快、稳速精度高
4、减速停车速度快
5、抗干扰能力强。
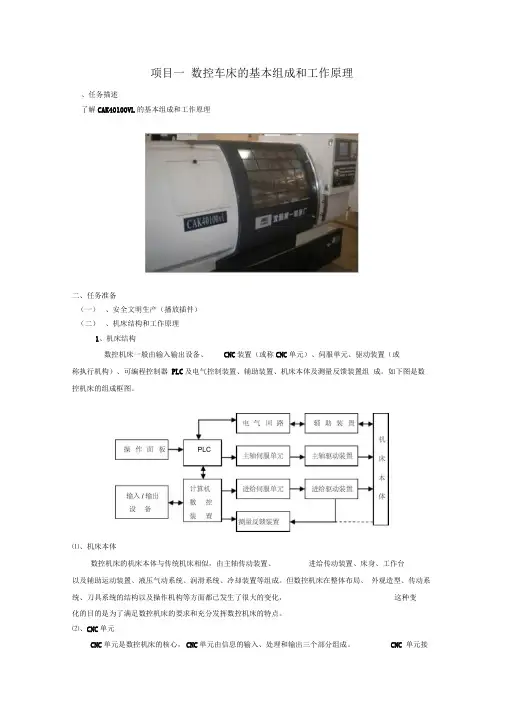
项目一数控车床的基本组成和工作原理、任务描述了解CAK40100VL的基本组成和工作原理二、任务准备(一)、安全文明生产(播放插件)(二)、机床结构和工作原理1、机床结构数控机床一般由输入输出设备、CNC装置(或称CNC单元)、伺服单元、驱动装置(或称执行机构)、可编程控制器PLC及电气控制装置、辅助装置、机床本体及测量反馈装置组成。
如下图是数控机床的组成框图。
⑴、机床本体数控机床的机床本体与传统机床相似,由主轴传动装置、进给传动装置、床身、工作台以及辅助运动装置、液压气动系统、润滑系统、冷却装置等组成。
但数控机床在整体布局、外观造型、传动系统、刀具系统的结构以及操作机构等方面都已发生了很大的变化,这种变化的目的是为了满足数控机床的要求和充分发挥数控机床的特点。
⑵、CNC单元CNC单元是数控机床的核心,CNC单元由信息的输入、处理和输出三个部分组成。
CNC 单元接受数字化信息,经过数控装置的控制软件和逻辑电路进行译码、插补、逻辑处理后,将各种指令信息输出给伺服系统,伺服系统驱动执行部件作进给运动。
⑶输入/ 输出设备输入装置将各种加工信息传递于计算机的外部设备。
在数控机床产生初期,输入装置为穿孔纸带,现已淘汰,后发展成盒式磁带,再发展成键盘、磁盘等便携式硬件,极大方便了信息输入工作,现通用DNC网络通讯串行通信的方式输入。
输出指输出内部工作参数 (含机床正常、理想工作状态下的原始参数,故障诊断参数等) ,一般在机床刚工作状态需输出这些参数作记录保存,待工作一段时间后,再将输出与原始资料作比较、对照,可帮助判断机床工作是否维持正常。
⑷伺服单元伺服单元由驱动器、驱动电机组成,并与机床上的执行部件和机械传动部件组成数控机床的进给系统。
它的作用是把来自数控装置的脉冲信号转换成机床移动部件的运动。
对于步进电机来说,每一个脉冲信号使电机转过一个角度,进而带动机床移动部件移动一个微小距离。
每个进给运动的执行部件都有相应的伺服驱动系统,整个机床的性能主要取决于伺服系统。
数控车床的组成数控机床的基本组成包括加工程序载体、数控装置、伺服驱动装置、机床主体和其他辅助装置。
下面分别对各组成部分的基本工作原理进行概要说明。
加工程序载体数控机床工作时,不需要工人直接去操作机床,要对数控机床进行控制,必须编制加工程序。
零件加工程序中,包括机床上刀具和工件的相对运动轨迹、工艺参数(进给量主轴转速等)和辅助运动等。
将零件加工程序用一定的格式和代码,存储在一种程序载体上,如穿孔纸带、盒式磁带、软磁盘等,通过数控机床的输入装置,将程序信息输入到CNC单元。
数控装置数控装置是数控机床的核心。
现代数控装置均采用CNC(Computer Numerical Control)形式,这种CNC装置一般使用多个微处理器,以程序化的软件形式实现数控功能,因此又称软件数控(Software NC)。
CNC系统是一种位置控制系统,它是根据输入数据插补出理想的运动轨迹,然后输出到执行部件加工出所需要的零件。
因此,数控装置主要由输入、处理和输出三个基本部分构成。
而所有这些工作都由计算机的系统程序进行合理地组织,使整个系统协调地进行工作。
1)输入装置:将数控指令输入给数控装置,根据程序载体的不同,相应有不同的输入装置。
主要有键盘输入、磁盘输入、CAD/CAM系统直接通信方式输入和连接上级计算机的DNC(直接数控)输入,现仍有不少系统还保留有光电阅读机的纸带输入形式。
(1)纸带输入方式。
可用纸带光电阅读机读入零件程序,直接控制机床运动,也可以将纸带内容读入存储器,用存储器中储存的零件程序控制机床运动。
(2)MDI手动数据输入方式。
操作者可利用操作面板上的键盘输入加工程序的指令,它适用于比较短的程序。
在控制装置编辑状态(EDIT)下,用软件输入加工程序,并存入控制装置的存储器中,这种输入方法可重复使用程序。
一般手工编程均采用这种方法。
在具有会话编程功能的数控装置上,可按照显示器上提示的问题,选择不同的菜单,用人机对话的方法,输入有关的尺寸数字,就可自动生成加工程序。
数控车床的组成及工作原理1.数控车床的组成虽然数控车床种类较多,但一般均由车床主体、数控装置和伺服系统三大部分组成。
图12-3是数控车床的基本组成方框图。
图12-3 数控车床的基本组成方框图(1)车床主体除了基本保持普通车床传统布局形式的部分经济型数控车床外,目前大部分数控车床均已通过专门设计并定型生产。
1)主轴与主轴箱a)主轴数控车床主轴的回转精度,直接影响到零件的加工精度;其功率大小、回转速度影响到加工的效率;其同步运行、自动变速及定向准停等要求,影响到车床的自动化程度。
b)主轴箱具有有级自动调速功能的数控车床,其主轴箱内的传动机构已经大大简化;具有无级自动调速(包括定向准停)的数控车床,起机械传动变速和变向作用的机构已经不复存在了,其主轴箱也成了"轴承座"及"润滑箱"的代名词;对于改造式(具有手动操作和自动控制加工双重功能)数控车床,则基本上保留其原有的主轴箱。
2)导轨数控车床的导轨是保证进给运动准确性的重要部件。
它在很大程度上影响车床的刚度、精度及低速进给时的平稳性,是影响零件加工质量的重要因素之一。
除部分数控车床仍沿用传统的滑动导轨(金属型)外,定型生产的数控车床已较多地采用贴塑导轨。
这种新型滑动导轨的摩擦系数小,其耐磨性、耐腐蚀性及吸震性好,润滑条件也比较优越。
3)机械传动机构除了部分主轴箱内的齿轮传动等机构外,数控车床已在原普通车床传动链的基础上,作了大幅度的简化。
如取消了挂轮箱、进给箱、溜板箱及其绝大部分传动机构,而仅保留了纵、横进给的螺旋传动机构,并在驱动电动机至丝杠间增设了(少数车床未增设)可消除其侧隙的齿轮副。
a)螺旋传动机构数控车床中的螺旋副,是将驱动电动机所输出的旋转运动转换成刀架在纵、横方向上直线运动的运动副。
构成螺旋传动机构的部件,一般为滚珠丝杠副,如图12-4所示。
如图12-4 滚珠丝杠副1一螺母 2一丝杠 3一滚珠 4一滚珠循环装置滚珠丝杠副的摩擦阻力小,可消除轴向间隙及预紧,故传动效率及精度高,运动稳定,动作灵敏。
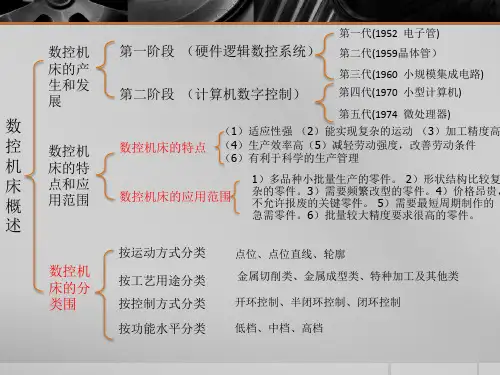
数控机床的知识数控机床的知识数控机床是数字控制机床(Computer numerical control machine tools)的简称,是一种装有程序控制系统的自动化机床。
下面店铺来介绍下数控机床相关的知识,希望大家觉得受用。
一、结构要求与总体布局在数控机床发展的最初阶段,其机械结构与通用机床相比没有多大的变化,只是在自动变速、刀架和工作台自动转位和手柄操作等方面作些改变。
随着数控技术的发展,考虑到它的控制方式和使用特点,才对机床的生产率、加工精度和寿命提出了更高的要求。
数控机床的主体机构有以下特点:1、由于采用了高性能的无级变速主轴及伺服传动系统,数控机床的极限传动结构大为简化,传动链也大大缩短;2、为适应连续的自动化加工和提高加工生产率,数控机床机械结构具有较高的静、动态刚度和阻尼精度,以及较高的耐磨性,而且热变形小;3、为减小摩擦、消除传动间隙和获得更高的加工精度,更多地采用了高效传动部件,如滚珠丝杠副和滚动导轨、消隙齿轮传动副等;4、为了改善劳动条件、减少辅助时间、改善操作性、提高劳动生产率,采用了刀具自动夹紧装置、刀库与自动换刀装置及自动排屑装置等辅助装置。
根据数控机床的适用场合和机构特点,对数控机床结构因提出以下要求:(一)较高的机床静、动刚度数控机床是按照数控编程或手动输入数据方式提供的指令自动进行加工的。
由于机械结构(如机床床身、导轨、工作台、刀架和主轴箱等)的几何精度与变形产生的定位误差在加工过程中不能人为地调整与补偿,因此,必须把各处机械结构部件产生的弹性变形控制在最小限度内,以保证所要求的加工精度与表面质量。
为了提高数控机床主轴的刚度,不但经常采用三支撑结构,而且选用钢性很好的双列短圆柱滚子轴承和角接触向心推力轴承铰接出相信忒力轴承,以减小主轴的径向和轴向变形。
为了提高机床大件的刚度,采用封闭界面的床身,并采用液力平衡减少移动部件因位置变动造成的机床变形。
为了提高机床各部件的接触刚度,增加机床的承载能力,采用刮研的方法增加单位面积上的接触点,并在结合面之间施加足够大的预加载荷,以增加接触面积。