钢渣综合利用生产工艺设备
- 格式:doc
- 大小:164.00 KB
- 文档页数:6
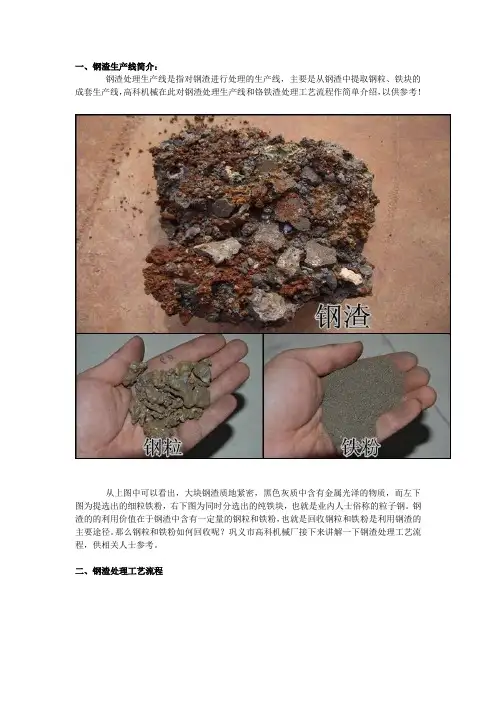
一、钢渣生产线简介:钢渣处理生产线是指对钢渣进行处理的生产线,主要是从钢渣中提取钢粒、铁块的成套生产线,高科机械在此对钢渣处理生产线和铬铁渣处理工艺流程作简单介绍,以供参考!从上图中可以看出,大块钢渣质地紧密,黑色灰质中含有金属光泽的物质,而左下图为提选出的细粒铁粉,右下图为同时分选出的纯铁块,也就是业内人士俗称的粒子钢。
钢渣的的利用价值在于钢渣中含有一定量的钢粒和铁粉,也就是回收钢粒和铁粉是利用钢渣的主要途径。
那么钢粒和铁粉如何回收呢?巩义市高科机械厂接下来讲解一下钢渣处理工艺流程,供相关人士参考。
二、钢渣处理工艺流程一般情况下,对于钢渣的处理加工分为两个步骤进行。
步骤一:钢渣的破碎。
钢厂生产的钢渣都呈规则不均匀的块状,钢粒、铁粉和渣子都混合在一起。
必须先通过破碎、研磨,把钢渣打碎,才能够分选。
由于钢渣多成块状,且硬度较大,采用破碎比大、耐用的颚式破碎机对钢渣进行粗碎,粗碎过后的钢渣如果大小能够达到10mm以下,那么可以直接送入球磨机内进行研磨;否则需要将粗碎后的钢渣送入细粒颚式破碎机进行第二道破碎。
步骤二:球磨机的磨矿。
仅仅通过破碎机无法将钢渣彻底打碎,还需要球磨机。
破碎后的达到10mm以下粒度的钢渣直接送入球磨机内磨矿,经过充分研磨将钢渣、铁粉、渣子之间的连接体结构打碎,从而进行下一步分选。
我厂生产的球磨机的尾端加有筛笼,这样当物料从球磨机内出来后,筛笼直接将颗粒状的钢粒和细粒的铁粉、渣子分开,省去了振动筛,减少了客户的投资成本。
步骤三:钢粒(粒子钢)和铁粉的提取。
由于钢粒和铁粉都具有磁性,因此分选、提取钢粒和铁粉的设备就是磁选机。
我厂生产的球磨机尾端有筛笼装置,筛出来的钢粒可以直接采用皮带式磁选机(腾空磁选机)进行分选。
较细的物料顺着溜槽流入湿式磁选机内选铁,从而完成对钢粒和铁粉的“双重提取”。
经过分选后的钢粒售价较高,是整条生产线的盈利点所在。
选出的铁粉售价较低,但是数量较大,可以抵消工人、以及水电开支。
钢渣处理工艺及资源化利用技术“十五”以来,在钢渣综合利用方面走出一条以废养废、自我完善、良性循环的可持续发展道路,成功探索出“资源-产品-再生资源-再生产品”的循环经济模式,建立了钢渣资源化循环利用平台,即环保稳定型钢渣全粉化处理工艺―节能高效型渣铁分离生产工艺―循环提质的含铁渣粉精选工艺―资源化利用的建材生产工艺―综合利用的钢渣微粉生产工艺,再建立输送物流平台,形成一体化综合控制系统,使莱钢转炉钢渣得到了100%资源化处理利用。
2钢渣处理工艺2.1节能环保型钢渣全粉化处理工艺将热融钢渣加热至300~800℃后流入冷炖池中,展开洒水冷炖处置,利用钢渣自身热量所产生的热应力并使大块钢渣水解,同时在罐中产生的大量常压饱和状态蒸汽与渣中游离氧化钙、游离氧化镁促进作用所产生的化学形变并使钢渣进一步碎裂过氧化苯甲酰,达至钢渣碎裂的目的。
该工艺主要包含甩盆装置、自动踢水装置、冷炖池、蒸汽废旧装置、冷炖砌、循环水系统、筛分耐旱性系统等。
工艺流程为:钢渣盆→甩盆好像渣至冷炖池→封盖洗衣服冷炖淋化→挑渣→筛分(<200mm钢渣)→步入各料仓→皮带机运送至碎裂磁选生产线受到料仓。
该工艺主要特点:1)同时实现了白钢渣盆一次甩盆入池作业,提升了作业效率。
通过对喷淋水电动阀门的流量掌控,同时实现了自动准确喷淋水粉化钢渣,钢渣过氧化苯甲酰率为100%。
2)冷炖法对飞溅渣、流动性钢渣都能够展开处置。
通过优化冷炖池壁板坯民主自由内模工艺,板坯加装并无螺栓相连接,高温下不变形,同时实现了冷炖池的新机制利用。
3)通过在冷炖池砌上设计水封装置及防爆膜,既保证了冷炖池蒸汽不溢出,又能够确保蒸汽压力少于0.16mpa时池砌不被顶起。
4)通过在蒸汽管道上加设引风机或电动掌控阀门及自控压力表,同时实现了蒸汽采暖的废旧利用,增加蒸汽的阴之木,节约了能源。
5)通过对过氧化苯甲酰后钢渣漏水搜集,并展开三级过滤器,同时实现了污水的再循环利用。
钢渣处理的工艺流程钢渣是指在钢铁冶炼过程中产生的废弃物,它含有一定的金属成分和非金属成分。
由于钢渣对环境有一定的污染作用,因此需要进行处理。
钢渣处理的工艺流程主要包括钢渣的收集、分选、磁选、破碎、磨粉和再利用等环节。
首先是钢渣的收集。
在钢铁冶炼过程中,产生的钢渣会经过铁水处理后,流入渣铁罐中。
钢渣罐通常由耐火材料制成,可以承受高温和腐蚀。
钢渣在渣铁罐中冷却凝固后,会形成固体钢渣块。
这些钢渣块需要进行收集和处理。
接下来是钢渣的分选。
钢渣中含有大量的金属成分,如铁、锰等,以及一些非金属成分,如氧化物、硅酸盐等。
通过分选,可以将钢渣中的金属成分和非金属成分进行分离,以便后续的处理。
分选可以通过人工操作或机械设备进行,常见的方法有振动筛、磁选器等。
然后是钢渣的磁选。
由于钢渣中含有大量的铁成分,可以利用磁性来将其与其他非磁性物质进行分离。
通过磁选器,可以将钢渣中的铁成分进行回收利用,提高钢渣的综合利用率。
同时,磁选还可以减少钢渣对环境的污染。
接着是钢渣的破碎。
钢渣块较大,需要经过破碎处理,使其变成适合后续处理的颗粒状物料。
破碎可以通过机械破碎设备,如颚式破碎机、冲击式破碎机等进行。
然后是钢渣的磨粉。
破碎后的钢渣颗粒还需要进行进一步的细化处理,以提高其表面积,便于后续的利用。
磨粉可以通过球磨机、立式磨等设备进行,将钢渣颗粒磨成细粉,以便后续的利用。
最后是钢渣的再利用。
经过磨粉处理后的钢渣可以用于生产水泥、混凝土等建筑材料,也可以用于制作人工石材、路面材料等。
通过再利用钢渣,不仅可以减少资源的浪费,还可以降低环境的污染,提高钢渣的经济价值。
钢渣处理的工艺流程包括钢渣的收集、分选、磁选、破碎、磨粉和再利用等环节。
通过这一工艺流程,可以将钢渣中的金属成分和非金属成分进行分离,使钢渣得到有效的处理和利用,达到资源的循环利用和环境的保护。
钢渣处理的工艺流程在钢铁冶炼过程中具有重要的意义,对于提高钢渣的综合利用率和减少环境污染具有重要的作用。
钢渣处理用挖掘机的技术改进炼钢厂主要使用转炉或电炉装备进行炼钢,冶炼过程中会产生许多钢渣,钢渣是炼钢过程中的副产品,是固体废物中性能最好、利用价值最高的垃圾,做好钢铁渣处理和利用已成为钢铁企业发展循环经济、谋求可持续发展的重要内容。
而钢渣处理中使用挖掘机是必不可少。
1.炼钢厂钢渣处理工艺1.1炼钢厂钢渣处理工艺钢水冶炼好倒出钢水后后,剩余液态钢渣倒入炉前的钢渣罐内或经过特殊处理的地面上,温度高达l300~1400℃,再运输到钢渣车间进行集中处理,目前采用的钢铁废渣处理工艺主要有热泼技术工艺、滚筒技术工艺、风淬技术工艺、热焖技术工艺和综合利用技术工艺等,其中钢渣热焖技术工艺在安全生产、粉化效果、环境保护、设备磨损、处理周期和劳动保护等综合技术指标上有较大的优势,得到了广泛应用。
1.2安钢钢渣热焖工艺简介安钢钢渣热焖工艺采用余热蒸汽进行池内热焖的新工艺,打破了露天热泼堆放、水焖自然分解的传统生产模式,使现有场地利用率提高10倍,金属回收率能达到90%以上,钢渣处理率可达100%,焖渣时间也将由150个小时缩短为12小时,钢渣年处理能力将由65万吨提升到90万吨,实现安钢钢铁渣处理工艺和能力的升级换代。
工艺流程为:热熔转炉钢渣,由火车或汽车将钢渣罐运至生产线天车将渣罐中的热渣倒入热焖池(为防止钢渣板结,每一罐钢渣入池前需打水、挖掘机翻渣、扒渣)装好后天车配合地面工将热焖池盖盖上由PLC总控室自动打开喷雾蝶阀进行喷雾,当池内汽压过高时自动打开排气阀放汽热焖结束时,自动打开排气阀泄出池内余汽用天车将热焖池盖移至支架上,对热焖池盖进行例行检查履带式挖掘机或三用桥式起重机将热焖池内粉化钢渣抓运至料仓,再用装载机将钢渣运送装入振动给料筛清理完热焖池后,对热焖池的水口进行清理装载机运用处理过的大块钢渣铺垫池底下一个热焖工序。
2.履带式挖掘机作业过程中存在的问题挖掘机岗位负责钢渣罐中的热渣倒入热焖池过程中的翻渣、扒渣,将热焖池内粉化钢渣抓运至料仓,再用钢渣铺垫热焖池底后的平底。
钢渣利用存在的问题主要包括:
1.利用率低:我国钢渣平均资源综合利用率不到40%,钢渣以每年上千万吨的数量不断增加,已经成为制约钢铁企业绿色可持续发展的瓶颈。
2.缺乏行业联席机制:由于缺乏沟通交流,钢铁与建材行业间的协同、融合不足,这使得钢渣的利用面临诸多困难。
3.缺乏有效的处理技术和资源化利用新技术:积极开发和应用先进有效的处理技术和资源化利用新技术,提高其利用率和附加值,是钢铁企业发展循环经济,实现可持续发展的重要课题之一。
针对以上问题,可以采取以下解决措施:
1.推广钢渣高效综合回收利用生产工艺和成套设备:根据各钢铁企业的特点,研制出钢渣高效综合回收利用生产工艺和成套设备,使钢渣得到高效综合利用实现零排放,为钢铁企业实现循环发展,建设节约型企业提供成套高效节能工艺和设备保障。
2.加强行业间的合作与交流:钢铁与建材行业间应加强协同、融合,通过建立行业联席机制等方式,共同解决钢渣利用的问题。
3.完善政策支持:政府可以出台相关财税政策,鼓励企业开展钢渣利用工作,同时加大对钢渣利用技术研发的支持力度。
钢渣的综合利用途径主要包括:
1.内循环利用:钢渣在钢铁企业内部利用,作为烧结矿的原料和炼钢的返回料。
这样可以不但可以代替石灰石,且可以从中回收大量的金属铁和其他有用元素。
2.外循环利用:用于建筑建材行业。
例如用于制造筑路材料、建筑材料或农业肥料等原材料。
此外,钢渣还可生产免烧砖、铸造砂、水泥膨胀剂、制流态砂硬化剂等。
以上内容仅供参考,如需获取更多信息,建议查阅关于钢渣利用的资料或者咨询专业人士。
1)热泼工艺.热熔钢渣倒入渣罐后,用车辆运到钢渣热泼车间,利用吊车将渣罐的液态渣分层泼倒在渣床上(或渣坑内)喷淋适量的水,使高温炉渣急冷碎裂并加速冷却,然后用装载机、电铲等设备进行挖掘装车,再运至弃渣场.需要加工利用的,则运至钢渣处理间进行粉碎、筛分、磁选等工艺处理。
(2)盘泼水冷(ISC法)。
在钢渣车间设置高架泼渣盘,利用吊车将渣罐内液态钢渣泼在渣盘内.渣层一般为30一120mm厚,然后喷以适量的水促使急冷破裂.再将碎渣翻倒在渣车上,驱车至池边喷水降温,再将渣卸至水池内进一步降温冷却.渣子粒度一般为5—100mm,最后用抓斗抓出装车,送至钢渣处理车间,进行磁选、破碎、筛分、精加工。
(3)钢渣水淬工艺。
热熔钢渣在流出、下降过程中,被压力水分割、击碎.再加上熔渣遇水急冷收缩产生应力集中而破裂,使熔渣粒化。
由于钢渣比高炉矿渣碱度高、粘度大,其水淬难度也大。
为防止爆炸,有的采用渣罐打孔,在水渣沟水淬的方法并通过渣罐孔径限制最大渣流量.(4)风淬法.渣罐接渣后,运到风淬装置处,倾翻渣罐,熔渣经过中间罐流出,被一种特殊喷嘴喷出的空气吹散,破碎成微粒,在罩式锅炉内回收高温空气和微粒渣中所散发的热量并捕集渣粒。
经过风淬而成微粒的转炉渣,可做建筑材料;由锅炉产生的中温蒸汽可用于干燥氧化铁皮。
(5)钢渣粉化处理。
由于钢渣中含有未化台的游离CaO,用压力0.2一0.3MPa,l00℃的蒸汽处理转炉钢渣时,其体积增加23%一87%,小于0.3mm的钢渣粉化率达50%一80%。
在渣中主要矿相组成基本不变的情况下,消除了未化合CaO,提高了钢渣的稳定性。
此种处理工艺可显著减少钢渣破碎加工量并减少粉碎设备磨损.钢渣综合利用途径及处理工艺的选择摘要:钢渣综合利用途径及处理工艺的选择钢铁工业是国民经济的基础产业,在国家经济快速发展的形势下,钢铁工业也呈现出跳跃式发展的态势,钢产量近几年不断提高,钢渣作为炼钢工艺流程的衍生物随着钢产量的提高年产量不断递增。
工信部等四部门发布《国家工业资源综合利用先进适用工艺技术设备目录(2023年版)》近日,工业和信息化部、国家发展委、科技部、生态环境部等四部委共同发布《国家工业资源综合利用先进适用工艺技术设备目录(2023年版)》,旨在加快工业资源综合利用先进适用技术装备推广应用,持续提高资源利用效率和水平。
该目录共涉及88项工艺技术设备,包括工业固废减量化、工业固废综合利用、再生资源回收利用及再制造四个领域,数十个涉及建材行业的工艺技术设备入选。
汇总如下:1. 基于工业固废的二氧化碳矿化养护混凝土砌块工艺与装备技术装备简介:该技术使用增压的CO 对混凝土砌块进行矿化养护。
利用工业固废制CO 矿化低碳胶凝材料,并在矿化养护装备中,应用梯级均压工艺(压力范围为0.5~1MPa)生产低碳混凝土建材,实现二氧化碳封存与大宗固废处置。
关键技术:CO 矿化低碳胶凝材料技术;梯级均压矿化养护技术。
主要技术指标:CO 原料气浓度10%~100%,CO 转化利用率90%以上,产品全生命周期碳减排70%以上,原料固废利用率60%以上。
具体适用范围:CO 资源化利用;工业固废资源化利用;混凝土预制件生产。
2. 铸造粘土废砂综合利用成套技术技术装备简介:通过去除废砂表面的粘土和树脂残留物,使其性能接近新砂,同时以高性能环保硫氧镁胶凝体系为无机粘结剂,以铸造废砂再生副产物为掺合料及骨料,制备得到防火板材,实现废砂全面综合利用。
关键技术:铸造废砂微湿法再生技术;硫氧镁装饰板成型、养护、直贴三胺纸饰面技术。
主要技术指标:再生砂酸耗值≤5、含泥量≤0.3%、细粉含量≤0.6%;硫氧镁装饰板固废使用率≥40%,表面胶合强度≥1.0MPa,单位产品能耗≤3.5kgce/m。
具体适用范围:铸造废砂综合利用3. 水泥窑协同处置飞灰技术和成套装备技术装备简介:飞灰经漂洗分离获得水洗液和水洗飞灰,水洗液经水质净化和蒸发结晶处理后,制成工业盐;水洗飞灰经高温窑炉煅烧后,飞灰中的重金属固化于熟料晶格中,二噁英分解,实现飞灰无害化处置和资源化利用。
钢铁渣处理与综合利用技术标准
钢铁渣处理与综合利用技术标准主要包括以下几个方面:
1. 技术流程标准:包括钢铁渣处理的整体技术流程、处理设备的选择与配置、工艺参数的控制等方面的标准,确保钢铁渣处理过程的高效、安全、环保。
2. 渣种分类标准:将钢铁渣根据其成分和性质分为不同的类别,方便后续的处理和利用。
常见的分类包括高炉渣、转炉渣、电炉渣、钢渣等。
3. 渣处理产品质量标准:根据不同的渣种和处理方法,制定相关的产品质量标准。
比如钢渣可以制成水泥添加剂、砂浆添加剂等,需要符合相应的标准要求。
4. 环境保护标准:针对钢铁渣处理过程中产生的废气、废水、固体废弃物等,制定相应的排放标准和处理要求,保障环境的安全和健康。
5. 安全生产标准:钢铁渣处理过程中涉及到高温、高压、有毒物质等,需要制定相应的安全操作规程、设备安全要求、应急预案等标准,确保安全生产。
6. 资源利用标准:钢铁渣作为有价值的资源,可以用于填充材料、道路建设、水泥生产等领域。
制定相应的资源利用标准,确保合理、高效地利用钢铁渣资源。
综合利用钢铁渣有助于减少钢铁生产所产生的废弃物量,降低环境污染,实现资源循环利用,对于钢铁行业的可持续发展具有重要意义。
因此,制定相应的技术标准能够规范和推动钢铁渣处理与综合利用技术的发展。
钢渣处理用挖掘机的技术改进钢渣是在钢铁生产过程中产生的一种废弃物,主要由高温熔融的金属和非金属组成。
传统上,钢渣处理主要依赖于人工清理和运输,但这种方法效率低下且对工人的安全存在一定风险。
因此,利用挖掘机进行钢渣处理的技术改进成为了提高效率和安全性的重要方向。
下面将探讨一些钢渣处理用挖掘机的技术改进。
1. 挖掘机挖渣机械结构的改进挖渣是挖掘机处理钢渣的关键步骤之一,因此,改进挖掘机的挖渣机械结构是提高处理效率的重要措施之一。
可以考虑增加挖斗的大小和强度,以便更高效地挖掘和搅拌钢渣。
此外,还可以改进挖斗的倾斜角度和翻斗方式,以适应不同类型的钢渣处理。
2. 自动化控制系统的应用引入自动化控制系统可以提高钢渣处理的效率和安全性。
通过对挖掘机的控制,可以实现自动化的钢渣处理过程,减少人力操作的需求。
此外,利用传感器和摄像头等设备,可以实时监测钢渣的位置和状态,更好地掌握处理过程。
这些数据可以反馈给控制系统,使系统能够做出相应的调整和优化。
3. 利用机器视觉技术实现智能处理借助机器视觉技术,挖掘机可以通过摄像头或激光传感器等设备,实时获得钢渣的形状和位置信息,从而更准确地进行处理。
通过图像识别和处理算法,可以实现自动化的钢渣识别和分类,使挖掘机能够根据需要进行相应的处理。
例如,可以识别并分离金属和非金属组分,并通过适当的方式进行储存或再利用。
4. 挖掘机的远程操控技术利用远程操控技术,可以将挖掘机从危险环境中解放出来,进一步提升安全性。
操作员可以通过遥控器或电脑进行对挖掘机的控制,而不必亲身进入处理区域。
这种方式也有助于提高操作的精确度和效率。
5. 能源管理和环保改进挖掘机在钢渣处理过程中通常需要大量的能源。
因此,改进能源管理系统,提高能源利用效率,对于减少碳排放和环境保护至关重要。
可以考虑使用高效的发动机和节能的液压系统来降低能源消耗。
此外,可以增加废渣处理设备,将废渣中的有用能源进行回收利用,从而减少资源浪费和环境污染。
热焖法钢渣处理及综合利用工程实践热焖法钢渣处理及综合利用工程实践是一种能够将钢厂产生的钢渣进行有效处理和综合利用的方法。
目前,钢渣处理和综合利用是一个重要的环保和能源问题,特别是对于龙头企业来说更加重要。
本文将从钢渣的定义、热焖法钢渣处理原理及实施方案、热焖法处理后钢渣的综合利用和热焖法钢渣处理及综合利用工程实践的优点等方面进行了详细的介绍和分析。
1. 钢渣的定义钢渣是钢铁冶炼过程中,由于炉料、燃料和炉渣的不同组成,以及工艺操作方式的不同,使得铁矿石、焦炭等不纯物质与钢水接触并发生反应后产生的一种富含氧化物的渣。
根据来源不同,钢渣可分为高炉渣、转炉渣、电炉渣、其他钢渣等几种类型。
2. 热焖法钢渣处理原理及实施方案热焖法钢渣处理原理是通过热焖技术对高炉渣进行精细化处理,将其转化成可替代耐火材料的膨胀性耐火砖原料。
热焖技术是一种比较新颖的处理渣的方法,它除去了冷却过程,取消了水淬等传统技术工艺,使得处理后的渣能够改善其物理化学性质,从而达到可用作原料的目的。
热焖法钢渣的实施方案包括以下几个步骤:(1)将钢渣从炉内排出,转移至热焖设备中;(2)将热焖设备中的钢渣充分预热;(3)在设备中添加造渣剂;(4)将钢渣进行热焖处理;(5)将热焖好的渣块进行破碎、筛分等处理;(6)将处理好的炉渣送入加工车间进行综合利用。
3. 热焖法处理后钢渣的综合利用热焖法处理后产生的钢渣是一种可以综合利用的材料,这种材料可以用于路基填充、土工填海、建筑材料等多个方面。
下面对热焖法处理后产生的钢渣的综合利用进行了具体的介绍。
(1)路基填充:热焖法处理后的钢渣在路基填充方面的应用正在逐渐增多。
随着交通基础设施的不断完善,铁路、高速公路、市政道路等公共交通工程的建设中对路基填充材料的要求也越来越高。
热焖法处理后的钢渣不仅具有良好的承压性,而且具有较强的耐水、耐久性和优秀的抗弯强度。
(2)土工填海:热焖法处理后的钢渣在土工填海方面也有较广泛的应用。
钢铁工业全奈生产工艺和设备分析文件排版存档编号:[UYTR-OUPT28-KBNTL98-UYNN208]钢铁工业全套生产工艺和设备分析钢铁企业主要工艺流程:采矿”选矿一烧结/球团一炼铁f炼钢一热轧一冷轧一钢管;辅助生产工艺:焦化、制氧、燃气、自备电、动力。
典型工艺流程工艺流程图焦化厂主要是生产炼铁所需要的燃烧原料。
主要工艺是将原煤碳化。
生产工艺为:配煤、捣固、炼焦、湿熄焦及干熄焦、余热发电、回收、煤化工。
配煤:配煤前将原煤经过破碎清俗称:洗煤。
国内的煤炭有肥煤和瘦煤的说法、配煤是将两种煤按照一定燃饶值要求配比混匀捣固:将配比好的煤加入粘结剂用捣固机捣制成煤饼的形状。
炼焦:国内目前的焦炉主要有3米、4米、6米、7米和米焦炉。
所谓的米数是指结碳室炉膛的高度。
一般一座焦炉的孔数在55空左右。
现今主流的焦炉都在6米及以上。
焦炉技术最早由徳国和口本引进,后为国内消化。
熄焦:湿熄焦是在焦炭出炉后由熄焦车运到熄焦塔通过低水分熄焦工艺将红焦迅速熄灭。
干熄焦是通过专门的熄焦工艺将红焦装入氮罐自然熄灭。
余热发电:为干熄焦的配套设备,通过鼓风机将碳罐中氮气引向蒸汽发电机。
回收及煤化工:炼焦过程中会产生大量的有毒气体及物质(硫磺、苯、氢、氛、煤焦油等),但是这些物质又是化工行业所不可缺少的原材料,所以为了环保和创收,回收及煤化工是焦化厂相当重要的一个环节。
特别要提出来的是五大车:装焦、推焦、拦焦、熄焦、旋转焦罐车也是我们需要相当重视的其中涉及到我们的产品为:大量的变频器、PLC以及无线通讯。
主要热工设备介绍:炼焦炉炼焦炉,一种通常由耐火砖和耐火砌块砌成的炉子,用于使煤炭化以生产焦炭。
用煤炼制焦炭的窑炉。
是炼焦的主要热工设备。
现代焦炉是指以生产冶金焦为主要目的、可以回收炼焦化学产品的水平室式焦炉,由炉体和附属设备构成。
焦炉炉体由炉顶、燃烧室和炭化室、斜道区、蓄热室等部分,并通过烟道和烟囱相连。
整座焦炉砌筑在混凝土基础上。
国家自然科学基金(52004097),华北理工大学博士启动基金(28411099)唐山市特种冶金及材料制备基础创新团队项目(17130202D)收稿日期:2020-05-11佟 帅(1996- ),硕士;063210河北省唐山市。
通讯作者:李晨晓,博士/讲师;E-mail:lichenxiao34@163.com钢渣处理工艺及综合利用分析佟 帅 李晨晓 王书桓 赵定国 薛月凯 刘吉猛(华北理工大学冶金与能源学院)摘 要 钢渣作为钢铁企业的副产品,产量巨大且富含有价值矿物,但其综合利用率很低。
文章主要对炉外钢渣处理工艺热泼法、热闷法和滚筒法进行介绍,分别从生产操作流程、钢渣处理工艺的优缺点进行对比分析,同时也介绍了炉内钢渣处理留渣+双渣工艺和气化脱磷渣循环炼钢技术,为钢铁企业进行钢渣清洁处理及综合利用提供了方向。
关键词 滚筒法 热泼法 热闷法 气化脱磷渣 留渣+双渣文献标识码:A 文章编号:1001-1617(2020)06-0003-05SteelslagtreatmentprocessandcomprehensiveutilizationanalysisTongShuai LiChenxiao WangShuhuan ZhaoDingguo XueYuekai LiuJimeng(NorthChinaUniversityofTechnology)Abstract Asaby-productofsteelcompanies,steelslaghashugeoutputandisrichinvaluableminerals,butitscomprehensiveutilizationrateisverylow.Thearticlemainlycomparesandanalyzesthehotslagtreatmentmethod,hotstuffymethodandrollermethodofthesteelslagtreatmentprocessoutsidethefurnace,andcomparestheproductionoperationprocessandtheadvantagesanddisadvanta gesofthesteelslagtreatmentprocess.Atthesametime,italsointroducesthesteelslagtreatmentres idue+doubleresidueandgasificationdephosphorizationslagrecyclingsteelmakingtechnologyprovidethedirectionforsteelcompaniestocleanandcomprehensivelyutilizesteelslag.Keywords roller hotsplash hotdisintegrating gasificationdephosphorizationslag residue+doubleresidue 我国是钢铁大国,钢铁行业是我国支柱性产业。
6.2 工艺技术
6.2.1工艺流程
本工程所用的主要原料为易磨性较差的钢渣、水渣,钢渣/ 水渣微粉的细度要求为420㎡/kg,目前用于钢渣/水渣粉磨工艺的主要有立磨系统、振动磨系统、球磨机系统、辊压机系统,本项目采用先进的立磨系统,立磨系统具有磨粉、烘干、选粉于一体的特点,主要生产工艺流程如下图6-1所示。
图6-1 矿粉生产工艺流程图
6.2.2工艺流程简述
1)湿矿渣储存及输送
大棚或堆场的矿渣由装载机运至卸料坑,经皮带秤计量后由皮带机送入烘干机。
湿矿渣储存设堆场和堆棚,进厂矿渣先放至堆场空水晾晒,之后存入堆棚待用。
2)管磨原料配料
在每台Φ3.2×13M管磨前,设计一座Φ10M干渣库、石灰石仓、粉煤灰仓。
利用库底的TDGSK定量给料机、管式螺旋秤计量后由胶带输送机送入磨机。
3)原煤破碎
在烘干系统中选用Φ800×1100锤式破碎机,小时生产能力5~7吨,每天两班运转,满足工程的需要,不再增加其他破碎设备。
堆场上的原煤由装载机铲装后倒运到进煤都,破碎后的原煤由提升机送入碎煤仓储存。
4)烘干车间
烘干车间采用连续周工作制,该系统采用节煤型高温沸腾炉、高效节能烘干机和高浓度收尘器组成,具有产量高,电耗低的显著优点。
5)矿渣粉磨
矿渣粉磨系统采用连续周工作制,年工作日300天,每天工作24小时。
按年生产能力60万吨计算,平均日产量2016吨,平均小时产量84吨。
管磨粉磨系统工艺流程:物料经烘干后入配料库,库下通过调速电子皮带称计量后送入磨机进行粉磨,出磨物料由提升机送入矿粉储存及散装。
出磨废气经气箱脉冲收尘器净化处理后排入大气,收尘器收下的粉尘作为成品,一并送入矿粉库。
该粉磨系统技术经济指标见表6-1。
6)矿粉储存与散装
矿粉储存设叁座直径12米圆库,叁个库有效储存量7500吨,储存期3.7天。
产品全部为散装。
存储库底均采用库底散装。
每台库下设一台汽车散装机,每台汽车散装机能力为150t/h,库内水泥通过空气斜槽和库底卸料器送入汽车散装机,由散装机将水泥装入散装汽车外运。
7)空压机站
为了满足工程用气的需要,在厂区现有空压机站一侧,增加2台L-20/8型空气压缩机,其中1台工作,一台备用,可满足工程用压缩空气。
8)化验室
在综合楼设有化验室,配备了必要的仪器设备,可满足后原料、半成品及成品常规化学分析和物理检验。
9)计量设施
本技术方案对原材料进厂、成品出厂以及各生产环节均设置了计量设备,选用150吨地中衡一台。
原材料进厂、成品出厂、水泥粉磨包装等生产工艺环节的计量设备见表6-2。
表6-2 生产过程中计量设施一览表
6.3设备方案
6.3.1设备选型原则
本项目设备选型依据以下原则:
1、选择符合技术先进、可靠和经济合理性;
2、目建设规模、产品方案和工艺技术相适应,满足要求;
3、产品品种和质量的要求;
4、原材料、水、电等能源的单耗,满足环境保护要求;
5、可靠性、成熟性,保证生产和质量稳定;
6、设备与辅助设备之间相互配套。
因此,本项目工艺设备选型主要依靠国内采购或者自制,通用设备均选用优质、高效、节能的产品,非标设备制造应严格遵循有关规范规定。
6.3.2设备选型
项目设备选择详见表6-3。
表6-3 项目设备明细表。