(整理)各类球罐参数.
- 格式:doc
- 大小:199.00 KB
- 文档页数:15
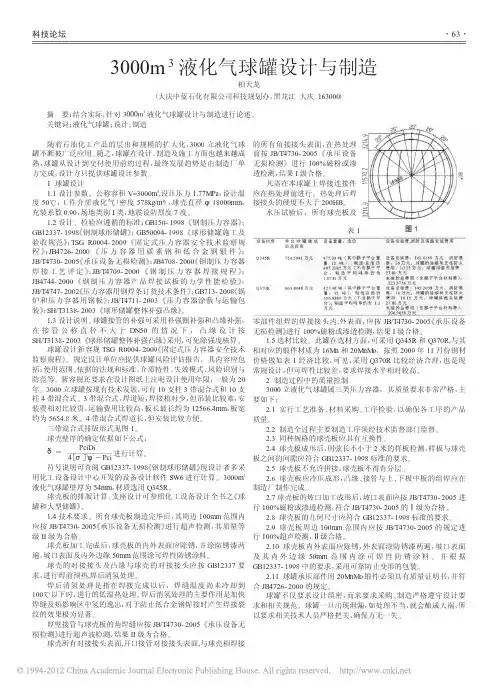
科技论坛3000m3液化气球罐设计与制造相天龙(大庆中蓝石化有限公司科技规划办,黑龙江大庆163000)随着石油化工产品的层出和规模的扩大化,3000立液化气球罐不断被广泛应用。
随之,球罐在设计、制造及施工方面也越来越成熟,球罐从设计到交付使用前的过程,最终发展趋势是由制造厂单方完成,设计方只提供球罐设计参数。
1球罐设计1.1设计参数。
公称容积V=3000m3,设计压力1.77M Pa,设计温度50℃,工作介质液化气(密度578kg/m3),球壳直径φ18000mm,充装系数0.90,场地类别I类,地震设防烈度7度。
1.2设计、检验应遵循的标准:GB150-1998《钢制压力容器》;GB12337-1998《钢制球形储罐》;GB50094-1998《球形储罐施工及验收规范》;TSG R0004-2009《固定式压力容器安全技术监察规程》;JB4726-2000《压力容器用碳素钢和低合金钢锻件》;JB/T4730-2005《承压设备无损检测》;JB4708-2000《钢制压力容器焊接工艺评定》;JB/T4709-2000《钢制压力容器焊接规程》;JB4744-2000《钢制压力容器产品焊接试板的力学性能检验》;JB/T4747-2002《压力容器用钢焊条订货技术条件》;GB713-2008《锅炉和压力容器用钢板》;JB/T4711-2003《压力容器涂敷与运输包装》;SH/T3138-2003《球形储罐整体补强凸缘》。
1.3设计说明。
球罐接管的补强可采用补强圈补强和凸缘补强,在接管公称直径不大于DN50的情况下,凸缘设计按SH/T3138-2003《球形储罐整体补强凸缘》采用,可免除强度核算。
球罐设计新容规TSG R0004-2009《固定式压力容器安全技术监察规程》。
规定设计单位应提供球罐风险评估报告,其内容应包括:使用范围、依据的法规和标准、介质特性、失效模式、风险识别与防范等。
新容规还要求在设计图纸上注明设计使用年限,一般为20年。

中国石化达州天然气净化有限公司净化厂空分空压站氮气球罐(734-T-002)维修热处理专项方案编制:审核:批准:上海蓝滨石化设备有限责任公司2018年12月31日1 工程概况中国石油化达州天然气净化有限公司净化厂空风空压站1台400m3氮气球罐(734-T-002)维修项目,项目内容包含:焊缝返修、无损检测、整体热处理、水压试验。
根据球罐返修技术条件和国家现行压力容器制造技术法规、标准要求,需进行焊后整体热处理。
采用内部燃油法对球罐进行焊后整体热处理。
为确保热处理质量满足设计规定的要求,特制定本方案。
1.1球罐主要设计参数(见表1)表1 球罐主要设计参数序号项目参数1 球罐规格Ф92002 设计壁厚54mm3 公称容积400m34 球罐材质15MnNbR5 操作介质氮气6 金属质量≈125500kg1.2热处理施工依据《固定式压力容器安全技术监察规程》TSG 21-2016《钢制压力容器》GB150-2011《钢制球形储罐》GB12337-2014《球形储罐施工规范》GB50094-2010修补技术要求2 热处理方法及工艺规程2.1热处理方法采用球罐内部燃油法进行整体热处理,用球罐腔体为炉膛,球罐外侧用保温材料进行绝热保温作为炉体,选用霍克燃烧器进行加热,随着燃油不断燃烧,产生的高温气流在球罐内进行对流传导和辐射,使球罐升温到热处理所需的温度。
2.2热处理工艺规范根据国家现行压力容器制造技术法规、标准要求,选择如下热处理工艺参数(表2)和工艺曲线。
表2 热处理工艺参数序号 项 目 技术指标 氮气球罐 1 保温温度 580±20℃ 2 保温时间130min 3 升温速度(≤400℃时可不予控制) 宜为50~80℃/h 4 降温速度(≤400℃时可不予控制)宜为30~50℃/h5 升温时的最大温差 ≤120℃6 降温时的最大温差 ≤120℃7 保温层外表面温度≤60℃3 热处理施工作业计划 序号 项目 时间(d )1d 2d 3d 4d 5d 6d 7d 8d 9d 10d 1 机具就位 2 脚手架调整 3 硬度测定 4 保温棉铺设 5 热处理操作 6 柱腿移动 7 拆除保温棉 8 拆除烟囱 9支柱垂直度测定4 热处理工艺系统热处理工艺系统由保温系统、加热与控制系统、检测温系统组成(见热处理系统图)。
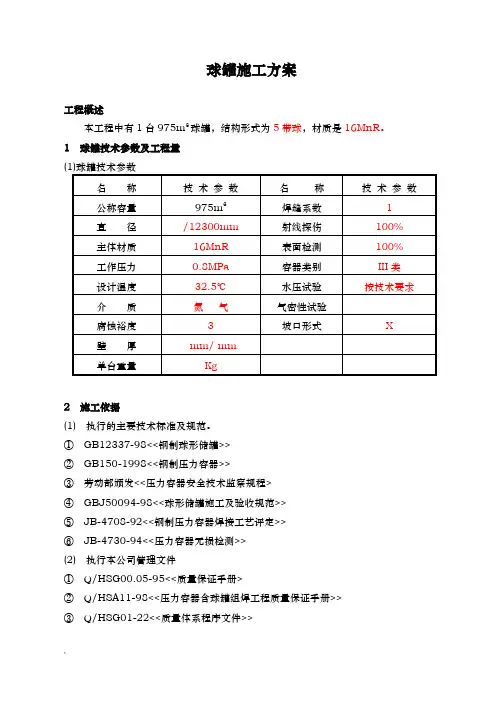
球罐施工方案工程概述本工程中有1台975m3球罐,结构形式为5带球,材质是16MnR。
1 球罐技术参数及工程量(1)球罐技术参数2 施工依据(1) 执行的主要技术标准及规范。
①GB12337-98<<钢制球形储罐>>②GB150-1998<<钢制压力容器>>③劳动部颁发<<压力容器安全技术监察规程>④GBJ50094-98<<球形储罐施工及验收规范>>⑤JB-4708-92<<钢制压力容器焊接工艺评定>>⑥JB-4730-94<<压力容器无损检测>>(2) 执行本公司管理文件①Q/HSG00.05-95<<质量保证手册>②Q/HSA11-98<<压力容器含球罐组焊工程质量保证手册>>③Q/HSG01-22<<质量体系程序文件>>④Q/HSG10.00-97<<安全卫生与环境管理手册>>(3) 《施工招标文件》3 施工程序施工程序见下图。
4 主要施工方法球罐安装采用单片散装法,焊接采用手工电弧焊,射线检测采用X射线拍片或采用γ射线透照,整体热处理采用内燃燃油法(或石油气加热法)。
4.1 施工准备(1) 对通至球罐安装现场的运输道路和工作区域进行平整。
(2) 各种临时管路、水、电、库房、施工临时道路、平台等设施按现场平面布置图的要求进行设置。
(3) 对已进场的各种施工机械进行必要的检查、维修试运行。
(4) 对施工用的计量器具、样板等工具进行校验,工卡具等加工件全部运抵现场。
(5) 做好球壳板及其他零部件的开箱检查及验收工作。
(6) 对施工图、设计文件及制造单位提供的技术文件等应做到认真审核,发现问题及早处理。
4.2 球壳板检验(1) 球罐安装前,对球壳板的曲率、几何尺寸和坡口表面质量进行全面复查。
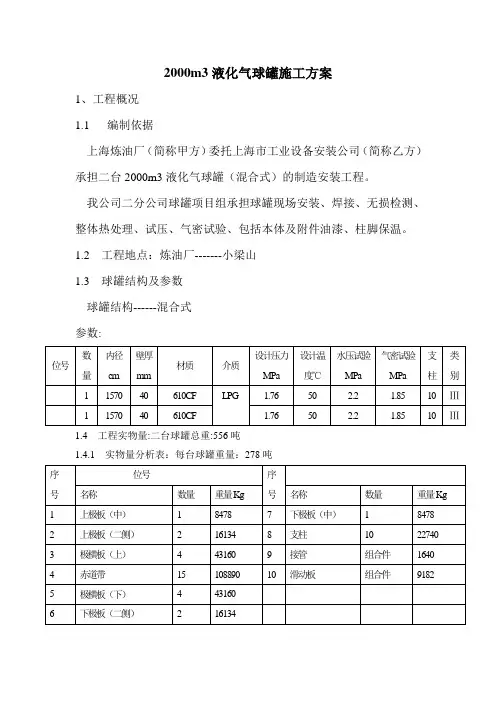
2000m3液化气球罐施工方案1、工程概况1.1 编制依据上海炼油厂(简称甲方)委托上海市工业设备安装公司(简称乙方)承担二台2000m3液化气球罐(混合式)的制造安装工程。
我公司二分公司球罐项目组承担球罐现场安装、焊接、无损检测、整体热处理、试压、气密试验、包括本体及附件油漆、柱脚保温。
1.2 工程地点:炼油厂-------小梁山1.3 球罐结构及参数球罐结构------混合式参数:1.4 工程实物量:二台球罐总重:556吨1.4.1 实物量分析表:每台球罐重量:278吨2.1按泸劳锅发(87)17号文件规定,应报请上海锅炉压力容器检验所派员现场监检。
2.2 现场安装招待标准和技术文件A 《压力容器安全技术监察规程》B GB150-89《钢制压力容器》C GB12337-90《钢制球形储罐》D GBJ94-86《球形储罐施工及验收》E JB4730-94《压力容器无损检测》F 安装施工图2.2.1 施工现场质量控制按我公司质保册,各责任人员严格各自职责进行工作,凡是停止点检查,必须经建设单位代表、监检代表及有关责任人员确认签证后,方可进入下道工序,现场施工用的表格,按公司管理表格第五册球罐组装施工检查记录表格。
2.3 施工工艺流程图3. 组装球罐本体图:D=15700mm σ=40mm3.1 施工现场电源、水源、预热后热用气源、道路等应满足施工要求。
3.1.1 计量器具准备所有的计量器具如:钢卷尺、水准仪、电源表、电压表等必须在周检期内。
3.1.2 机具准备所用的电焊机、烘箱、空压机、起重机具等必须良好,数量必须满足施工需要。
3.2 球罐零部件及每块球壳板的曲率、几何尺寸、机械损伤、进行全面检验。
3.2.1 球壳板曲允许偏差按下表规定球壳板曲率允许偏差(按GB12337-90)3.2.2 球壳板几何尺寸允许偏差符合下表的规定(按GB12337)3.2.3 球壳板焊缝坟口检查熔渣与氧化皮应清除干净,坡口表面不应有裂纹和分层等缺陷存在。
1 概论1.1 球罐简介:随着世界各国综合国力与科技水平的不断提高,球星容器的制造水平也正在飞速发展。
近年来,我国在石油化工、合成氨、城市燃气建设中,大型球罐容器的到广泛应用。
例如,在石油、化工、冶金城市煤气的工程中,球形容器被用于储存液化石油气、液化天然气、液氧、液氨、液氮等物料;在原子能发电站,球形容器被用作核安全壳;在造纸厂被用作蒸煮球等。
由于球形容器多数作为有压储存容器,故又称球形储罐(简称“球罐”)。
总之,随着工业的发展,球形容器的使用范围必将越来越广。
1.1.1 球罐的特点与圆筒形容器相比其主要优点是:(1)受力均匀(2)在同样壁厚条件下,球罐的承载能力最高,在相同内压条件下,球形容器所需要壁厚仅为同直径、同材料的圆筒形容器壁厚的1/2(不考虑腐蚀裕度)(3)在相同容积条件下,球形容器的表面积最小,由于壁厚、表面积小等原因,一般要比圆筒形容器节约30%~40%的钢材其主要缺点是制造施工比较复杂。
1.1.2 球罐的分类球罐的结构是多种多样的,根据不同的使用条件(介质、容量、压力湿度)有不同的结构形式。
通常按照外观形状、壳体构造和支承方式的不同来分类。
(1)按形状分为圆球形和椭球形(2)按壳体层数分为单层壳体和双层壳体(3)按球壳的组合方式分为纯橘瓣式、纯足球瓣式和足球橘瓣混合式(4)按支承结构分为柱式支承和裙式支承,半埋入式支承、高架支承等1.2 1Gr17材料焊接性分析:1Cr17不锈铁标准:GB/T 1220-19921.2.1 特性及适用范围1Cr17不锈铁为耐蚀性良好的通用钢种。
用于建筑内装饰、重油燃烧器部件、家庭用具和家用电器部件等。
S43000(美国AISI,ASTM) 430对应的中国牌号是1 Cr17 。
导热系数大,膨胀系数小、抗氧化性好、抗应力腐蚀优良等特点,多用于制造耐大气、水蒸气、水及氧化性酸腐蚀的零部件。
1.2.2 化学成份(质量分数)%碳 C :0.12硅 Si:≤0.75锰 Mn:≤1.00硫 S :≤0.030磷 P :≤0.035铬 Cr:16.00~18.00镍 Ni:允许含有≤0.601.2.3 力学性能抗拉强度σb (MPa):≥450条件屈服强度σ0.2 (MPa):≥205伸长率δ5 (%):≥22断面收缩率ψ (%):≥50硬度:≤183HB1.2.4 焊接工艺要点1)焊前要预热,但必须采用低温预热。
.1 200m3液氨球罐.1.1概述200m3球罐均由我国自行设计,按我国标准《钢制焊接球形贮罐技术条件》(JB1127-80 )建造。
现以液氨球罐为例。
介绍200m3球罐的施工特点。
液氨球罐的主要技术参数见下表。
液氨球雄主要技术参数.1.2球罐组装.1.2.1 球壳板检验液氨球罐的球壳板按JB1127-80 标准制造,施工时按JBll27-80标准检验,曲率超标较严重,经制造厂修整后,基本上达到标准要求。
.1.2.2 球壳板材质球壳板钢材成分复验结果见下表。
球壳板化学成分.1.2.3 球壳板坡口加工温带板及赤道板的纵向焊缝坡口加工,是把球壳板扣在地面上(凸面朝上)用磁性走轮半自动切割机加工的。
环焊缝坡口则是在各带组装焊接成整带后,先将焊缝边缘切平,再用切割机切割坡口。
正面坡口严格要求按设计尺寸加工;反面坡口因焊前还要用碳弧气刨加工一次,所以可允许有少量误差,这样可以加快坡口的加工进度。
.1.2.4 组装程序液氨球罐组装采用带装法,其组装程序如下。
1)下半球2) 赤道带3)上半球组装程序如下半球相同.4) 整体组对.1.2.5 组装用工卡具球壳板组对时使用了日字形卡具(见下图)。
1 一卡具底板;2 一锥形楔;4件,调整间隙用;3 一锥形楔,调整错边量用,2 件;4一带孔方铁(焊在球壳上);5一球壳板用这种卡具调整间隙量和消除错边量都较方便。
但如果局部错边量较大,则可采用在较低的球壳板上焊一段角钢,再用角钢楔子打入的办法压平错边(见下图)。
纵向焊缝用卡具固定后,焊接前不必再进行点固焊,而环形焊缝因刚度大且焊缝长,受力情况也较复杂,在预热及焊接过程中易产生变形,因此,全部环焊缝用上述卡具组装好后,还应在坡口内面进行点固焊,点固焊道长度应大于50mm ,并适当焊厚些,焊缝间距离约200mm 。
温带和赤道带组对用胎具分别见图下图2。
1 一弧形槽钢(12 根);2 一角钢柱(12根);3 一垫板(24 块);4一定位板(48块);5 一钢平台,6 一卡具(36 组)温带组对用胎具l 一固定钩(12件);2 一支撑环;3 一角钢辐条(24件);4 一中心柱;5一立柱(12 件);6 一卡具(36件);7 一圆周定位板(48件)8—支高用工字钢(24件);9一钢平台赤道带组对胎具.1.3球罐焊接.1.3.1 焊条选用电焊条全部使用上海东风电焊条厂生产的结507 碱性低氢型焊条。
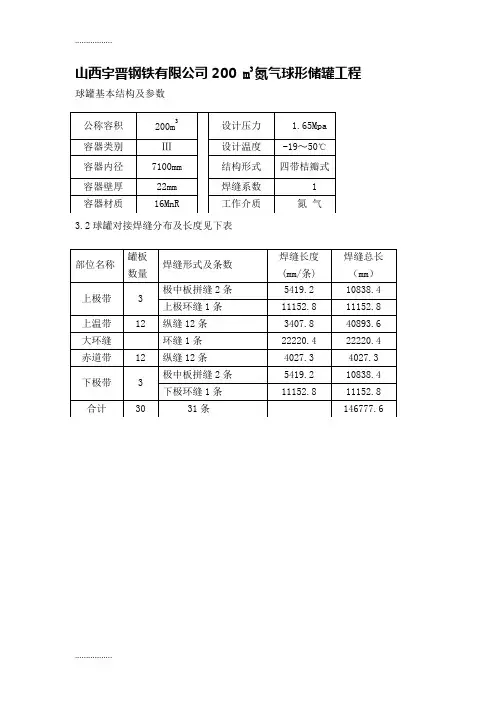
山西宇晋钢铁有限公司200 m3氮气球形储罐工程球罐基本结构及参数3.2球罐对接焊缝分布及长度见下表泸天化集团有限公司268 m 3二甲醚球形储罐工程球罐基本结构及参数 球罐对接焊缝分布及长度见下表:山西宇晋钢铁有限责任公司10000m3/h制氧配套工程400 m3氮气球形储罐工程基本技术参数:3.球罐对接焊缝分布及长度见下表:四川火炬化工厂650m3氮气球罐安装工程基本技术参数·容器类别:Ⅲ类·公称容积:641m3·容器内径:10700 mm·容器壁厚:24 mm·容器材质:16MnR·操作介质:氮气·设计温度:59℃·工作压力:0.85 Mpa·焊缝系数:1·腐蚀余度:3 mm2.2球罐焊缝分布位置及工程量长庆油田分公司第一助剂厂1000 m3液化石油气球罐球罐基本结构及参数基本参数3.2球罐对接焊缝分布及长度见下表华北油田久久工贸有限公司1000 m3丙烯球罐工程3球罐基本结构及参数3.1基本参数(表3-1)3.2球罐对接焊缝分布及长度见下表(表3-2):中国石油兰州石化公司1500m3 液氨球罐安装工程球罐基本结构及参数球罐对接焊缝分布及长度见下表:郑州市燃气有限公司液化石油气储罐搬迁工程2000m3 LPG球罐安装工程球罐基本结构及参数容器类别:Ⅲ公称容积:2000m3容器内径:15700mm容器壁厚:48mm容器材质:16MnR操作介质:LPG设计压力:1.75Mpa结构形式:三带混合式焊缝系数:1球罐对接焊缝分布及长度见下表:泸天化40万吨/年甲醇工程、二甲醚3000 m3球罐基本结构及参数3.1基本参数(表3-1)3.2球罐对接焊缝分布及长度见下表(表3-2) (单台数量)中国石油兰州石化分公司4000m3 液态烃球罐安装工程3球罐基本结构及参数容器类别:Ⅲ公称容积:4000m3容器内径:19700 mm容器壁厚:46 mm、48mm容器材质:601U2操作介质:液态烃设计压力:1.77Mpa设计温度:-19~50℃结构形式:四带混合式焊缝系数:1球罐对接焊缝分布及长度见下表:10000m3球罐工程5、基本技术参数:容器类别:II类公称容积:10000m3容器内径:26740mm容器壁厚:34.4mm容器材质:A537CL1.mod操作介质:天然气,甲烷含量95.95%。
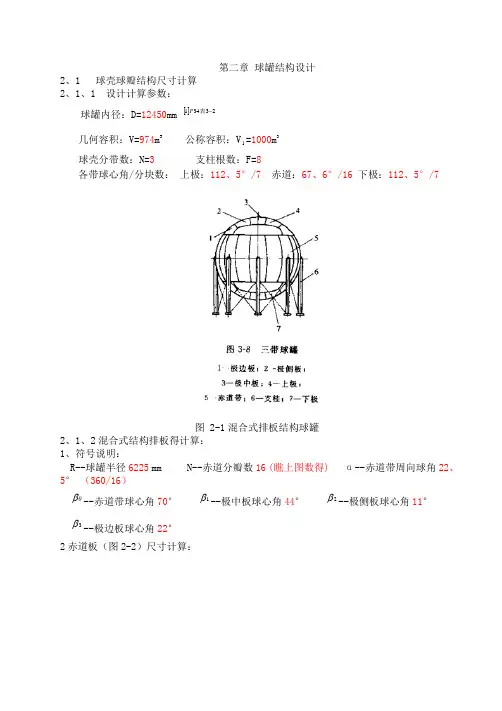
第二章 球罐结构设计2、1 球壳球瓣结构尺寸计算 2、1、1 设计计算参数: 球罐内径:D=12450mm []23341-表P几何容积:V=974m 3 公称容积:V 1=1000m 3球壳分带数:N=3 支柱根数:F=8各带球心角/分块数: 上极:112、5°/7 赤道:67、6°/16 下极:112、5°/7图 2-1混合式排板结构球罐2、1、2混合式结构排板得计算: 1、符号说明:R--球罐半径6225 mm N--赤道分瓣数16 (瞧上图数得) α--赤道带周向球角22、5° (360/16)0β--赤道带球心角70° 1β--极中板球心角44° 2β--极侧板球心角11° 3β--极边板球心角22° 2赤道板(图2-2)尺寸计算:图2-2弧长L )=1800βR π =18070622514.3⨯⨯=7601、4mm弦长L =2Rsin(20β)=2x6225×sin(270)=7141mm弧长1B )=N R π2cos(20β)=1614.362252⨯x ×cos 270=2001、4mm弦长1B =2Rcos(20β)sin(2α)=2x6225×cos35sin 25.22=1989、6mm弧长2B )=N R π2=1614.362252⨯x =2443、3mm弦长2B =2Rsin 2α=2x6225×sin(25.22)=2428、9mm弦长D =2R )2(cos )2(cos 1202αβ-=2x6225x )25.22(cos )270(cos 122- = 7413、0mm 弧长D )=90R πarcsin(2R D )=903.14x6225arcsin(2x62257413.0) = 7936、4mm极板(图2-3)尺寸计算:图2-3对角线弧长与弦长最大间距: H=)2(sin 1212ββ++=)11244(sin 12++ = 1、139mm 1B )= 2001、4 L ) = 7601、41B )= 6204、12B )=7167、1 0D )=9731、7弦长1B =H R )2sin(221ββ+=139.1)11244sin(62252+x x =5953、3mm弧长1B )=90R πarcsin(2R B 1)=90622514.3x arcsin(2x62253.5953)=6204、1mm弦长0D =21B )=2×6204、1=8774、0mm弧长0D )=90R πarcsin(2R D )=903.14x6225arcsin(2x62258774)=9731、7mm弦长2B =2Rsin(212ββ+)=2x6225xsin(11244+)=6780、8mm 弧长2B )=180)2(21ββ+R π=1802x11)(44622514.3+⨯⨯=7167、1mm(1)极中板(图2-4)尺寸计算:图2-4对角线弦长与弧长得最大间距: A=)2(sin )2(sin 121212βββ+-=0、979mm弧长2B )=1801βR π=4778、0mm弦长2B =2Rsin(21β)=4663、9mm 弧长2L )=180)2(R 21ββ+π=7167、1mm弦长2L =2Rsin(212ββ+)=6780、8mm弦长1L =A )2sin()2cos(2R 211βββ+=6421、9mm 弧长1L )=90R πarcsin(R L 21)=6744、0mm1B )= 4065、22B )=4663、9 2L )=7167、11L )=6744、0弦长1B =AR )2cos()2sin(2211βββ+=3995、3mm弧长1B )=90R πarcsin(2RB 1)=4065、2mm弦长D =2211B +L =7563、3mm弧长D )=90R πarcsin(2R D )=8124、5mm(2)侧极板(图2-5)尺寸计算:图2-5弦长1L =2Rcos(21β)sin(212ββ+)/A=6421、9mm 弧长1L )=90R πarcsin (R L 21)=6744、0mm弦长 2L =2Rsin(212ββ+)/H=5953、3mm弧长 2L =90Rπarcsin(R L 22)=6204、0mmK=2Rsin(21β)cos(212ββ+)/A=3995、3mm 式中 A 、H 同前1ε=arcsin(R L 22)-arcsin (2RK )=9、85mm 弧长2B )=1802βR π=1194、5mm弦长2B =2Rsin(22β)=1193、3mm弧长1B )=1801επR =1069、6mm弦长D =21L L 1+B =6183、5mm1B )= 1069、62B )=1194、5 2L )=5953、31L )=6744、0弧长D )=90R πarcsin(2R D)=6467、7mm4、极边板(图2-6)尺寸计算:图2-6弧长1L )=2R πcos(2β)=8005、8mm弦长1L =2Rcos(20β)=7210、3mm弦长3L =2Rsin(222ββ+)/H=5953、3mm 弧长3L )=90R πarcsin(2R L 3)=6204、1mm弧长2B )=1802βR π=1194、5mm弦长2B =2Rsin(22β)=1193、3mm式中 2α=21800β--arcsin(R 2D 0)=10、2 M=22Rsin(212ββ+)/H=8419、23α=90°-2β+arcsin(RM2)=97、55 4α=2 arcsin[22sin(23α)]=64、25弧长1B =1802αR π=1107、6mm弦长1B =2Rsin(22α)=1106、7mm弦长D =3112L L B +=4600、2mm弧长D )=90R πarcsin(2R D )=4709、4mm1B )= 1107、62B )=1194、5 3L )=6204、11L )=8005、8弧长2L =1804απR =6977、0mm 弦长2L =2Rsin(23α)=6621、3mm 第四章 强度计算4、1球壳计算设计压力:1、6MPa 设计温度:-20 — 40℃试验压力:1、6 + H*ρ*g*10-6 = 1、76MPa 壳壁厚度球壳材料采用1Gr17,σb =450MPa ,常温下许用应力为[σ]t =150MPa 、[]14143-表P 取焊缝系数:φ=1、0[1]P110腐蚀裕量C 2=2mm ,钢板厚度负偏差C 1=0mm , 故厚度附加量C=C 1+C 2=2mm 、[]1363-表P液柱高度H : H=K 1R=1、6084*6225=9960mm液体得静压力P=ρgH = 6225*9、8*9960*10-9 =0、061MP 计算压力:Pc = 1、76+0、061 = 1、821MP 球壳所需壁厚:δ1=C PD P ctc +-ϕσ][4[]84691-式P =35、2 + 2 = 37、2mm圆整可取δ=38mm4.2 接管与法兰得选择接管根据JBM0503-08选用DN25 DN40 DN50接管。

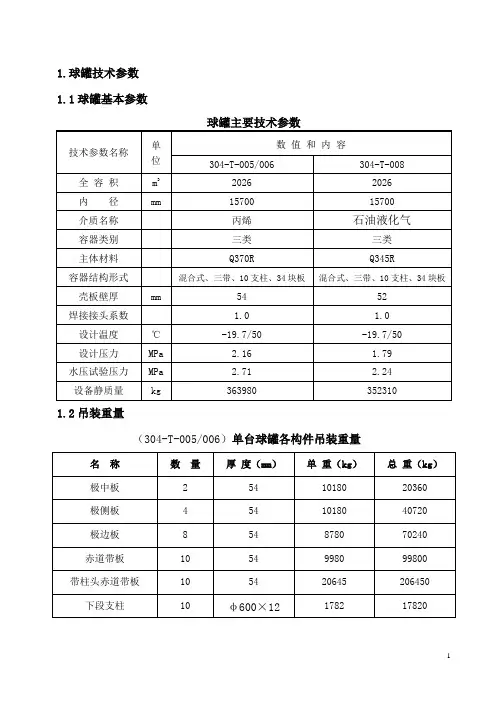
1.球罐技术参数1.1球罐基本参数1.2吊装重量(304-T-005/006)单台球罐各构件吊装重量2. 球罐组装方法、程序2.1 组装方法为了减少焊接变形,达到速度快、质量好的目的,采用散装法组装,散装法组装分为两部分,赤道带及上极带为内部组装外部调缝,下极带为内部组装内部调缝。
吊装选用70T汽车吊,首先组装赤道带,赤道带组装完后,调整赤道带上、下口水平度在允许偏差范围内。
以赤道带下口为基准,组装下极带边板,再组装下极带侧板,预留下极中板。
以赤道带上口为基准,组装上极带。
等组装好的球罐各带焊缝焊接完成后,再组装预留的极中板。
2.2 组装程序球罐(混合式三带十支柱)组装顺序如下:赤道带板——下极带边板——下极带侧板——上极带边板——上极带侧板——上极带中板——下极带中板3. 组装过程3.1施工前验收检查对球罐基础进行验收,检查合格后办理交接。
检查内容包括对技术资料的审核以及对球罐基础施工质量的实测实量。
检查项目如下:基础尺寸允许偏差基础预埋地脚板表面的油污、泥土、积水等均应清除干净;预埋地脚螺栓的螺纹和螺母应保护完好;检查地脚螺栓露出长度、丝扣长度、变形等情况。
3.2支柱的全长直线度允许偏差应小于或等于全长的1/1000,且不大于10mm。
3.3检查带上段支柱的赤道带板,采用弦长1m的样板检查赤道带的曲率,其间隙不得大于3mm,轴线位置偏移不应大于2mm。
3.4下段支柱与底板的组焊应垂直,其垂直度允许偏差为2mm。
下段支柱与底板垂直度检查(单位:mm)3.3具体措施3.3.1在球壳板上按定位方铁布置图将定位方铁位置画好,选用有施焊资格的焊工对定位方铁三面按施焊工艺进行施焊,保证焊接质量。
根据组装位置,赤道带、上极带板的组装定位方铁在球壳板的凸面侧,下极带的组装定位方铁焊在球壳板的内侧,组装施工人员在吊装重物上方施工。
3.3.2根据每带球壳板所在的位置及吊装要求,每块赤道板内侧焊四个吊点,下极带各板(除下极中板)内侧焊三个吊点,上极带各板(除上极中板)外侧焊三个吊点,上极中板外侧焊四个吊点,下极中板内侧焊四个吊点,每个吊点均选用有施焊资格的焊工按施焊工艺进行四面施焊,保证焊接质量及吊装强度,为尽量减少下极带内部焊迹数量,下极带内部吊点选用多个定位方铁代替,加强焊肉高度,四面满焊,保证焊接质量及吊装强度。
方案编号:SLHT-1211-01 胜利石化总厂气分装置新建工程轻烃区2000m3丙烯球罐焊后整体热处理方案编制:审核:批准:山东同新热处理工程有限公司2012年11月1 工程概况胜利石化总厂气分装置新建工程轻烃区新上一台2000m3丙烯球罐,根据球罐的设计制造技术条件和国家现行压力容器制造技术法规、标准要求,需进行焊后整体热处理。
采用内部燃油法对球罐进行焊后整体热处理。
为确保热处理质量满足设计规定的要求,特制定本方案。
1.1球罐主要设计参数(见表1)表1 球罐主要设计参数序号项目参数丙烯球罐1 球罐规格Ф157002 设计壁厚54mm3 公称容积2000m34 球罐材质Q370R5 操作介质丙烯6 金属质量(kg)≈3303501.2热处理施工依据《固定式压力容器安全技术监察规程》TSG R0004-2009《压力容器》GB150-2011《球形储罐施工规范》GB50094-2010《钢制球形储罐》GB12337-19982 热处理方法及工艺规程2.1热处理方法采用球罐内部燃油法进行整体热处理,用球罐腔体为炉膛,球罐外侧用保温材料进行绝热保温作为炉体,选用全自动比例燃烧器进行加热,随着燃油不断燃烧,产生的高温气流在球罐内进行对流传导和辐射,使球罐升温到热处理所需的温度。
2.2热处理工艺规范根据国家现行压力容器制造技术法规、标准要求,选择如下热处理工艺参数(表2)和工艺曲线。
表2 热处理工艺参数序号 项目 技术指标 1 保温温度 565℃±25℃ 2 保温时间130min 3 升温速度(≤400℃时可不予控制) 宜为50~80℃/h 4 降温速度(≤400℃时可不予控制) 宜为30~50℃/h5 升温时的最大温差 ≤120℃6 保温时的最大温差 ≤50℃3 热工计算 3.1热工计算参数表3 热工计算参数序号 项目参数 1 球罐内径 d Ф15700mm 2 球罐壳体厚度 δ 54mm 3 材质Q370R 4 球罐金属质量 G 330350kg 5 保温棉厚度 δ 60mm 6 保温层外表面积 S ≈796m 27 保温棉重量 G 4301kg (采用无碱玻璃棉)8 保温棉密度 γ 60kg/m 39 钢材比热 C 600℃:0.586kJ/(kg·℃);700℃:0.645(kJ/kg·℃) 10 钢材导热系数 λ1 600℃:32.56W/(m·℃);650℃:31 W/(m·℃) 11 保温棉导热系数 λ0 600℃:0.15W/(m·℃);700℃:0.187 W/(m·℃) 12 保温棉比热 λ 600℃:1.04kJ/(kg·℃);700℃:1.04kJ/(kg·℃)13 环境温度 ℃14 燃烧油 0号柴油(根据气温选择标号)565±25℃ 温度 565℃时间(h )400℃130min自由升温30~50℃/h50~80℃/h热处理工艺曲线自由降温3.2计算在500℃~550℃区间以50℃/h速率升温时,单位时间耗油量数值最大,具体数值见表4。
各类球罐参数山西宇晋钢铁有限公司200 m 3氮气球形储罐工程球罐基本结构及参数3.2球罐对接焊缝分布及长度见下表公称容积 200m 3设计压力 1.65Mpa 容器类别 Ⅲ 设计温度 -19~50℃容器内径 7100mm 结构形式 四带桔瓣式容器壁厚 22mm 焊缝系数 1 容器材质16MnR工作介质氮 气部位名称 罐板 数量 焊缝形式及条数 焊缝长度 (mm/条) 焊缝总长 (mm ) 上极带 3 极中板拼缝2条 5419.2 10838.4 上极环缝1条 11152.8 11152.8 上温带 12 纵缝12条 3407.8 40893.6 大环缝 环缝1条 22220.4 22220.4 赤道带 12 纵缝12条 4027.3 4027.3 下极带 3 极中板拼缝2条 5419.2 10838.4 下极环缝1条 11152.811152.8 合计3031条146777.6泸天化集团有限公司268 m 3二甲醚球形储罐工程球罐基本结构及参数球罐对接焊缝分布及长度见下表:公称容积 268m 3设计压力 1.4Mpa 容器类别 Ⅲ 设计温度 40℃容器内径 8000mm 结构形式 四带桔瓣式容器壁厚 22mm 焊缝系数 1容器材质16MnR工作介质二甲醚部位名称 罐板 数量 焊缝形式及条数 焊缝长度 (mm/条) 焊缝总长 (mm ) 上极带3极中板拼缝2条 3808.5 7617 上极环缝1条12566.412566.4山西宇晋钢铁有限责任公司10000m 3/h 制氧配套工程400 m 3氮气球形储罐工程基本技术参数:上温带 12 纵缝12条 3839.7 46076.4 大环缝 环缝1条 25036.8 25036.8 赤道带 12 纵缝12条 4537.9 54454.8 下极带 3 极中板拼缝2条 3808.5 7617 下极环缝1条 12566.412566.4 合计3031条165934.8公称容积 400m 3设计压力 2.75Mpa 容器类别Ⅲ设计温度50℃3.球罐对接焊缝分布及长度见下表:容器内径 9200mm 结构形式 三带混合式 容器壁厚 44mm 焊缝系数 1.0 容器材质16MnR工作介质氮 气部位名称 罐板 数量焊缝形式及条数 焊缝长度 (mm/条)焊缝总长 (mm )上极带7极边板拼缝4条1033.4 4133.6 极边板/侧板拼缝4条 4665.4 18661.6 极中板拼缝2条5419.210838.4上环缝 环缝1条 24032 24032 赤道带16纵缝16条5419.286707.2四川火炬化工厂650m 3氮气球罐安装工程基本技术参数 ·容器类别:Ⅲ类·公称容积:641m 3 ·容器内径:10700 mm下极带7极边板拼缝4条1033.4 4133.6 极边板/侧板拼缝4条 4665.4 18661.6 极中板拼缝2条5419.210838.4下环缝环缝1条 24032 24032 合 计 3038条202038.4·容器壁厚:24 mm·容器材质:16MnR·操作介质:氮气·设计温度:59℃·工作压力:0.85 Mpa·焊缝系数:1·腐蚀余度:3 mm2.2球罐焊缝分布位置及工程量焊缝分布形式板数量(块)缝数长度mm极板拼缝 6 4 2843.8×4=11375.2 上温带纵缝16 16 4295.3×16=68724.8 赤道带纵缝16 16 4668.8×16=74700.8 下温带纵缝16 16 4295.3×16=68724.8环缝—— 4 (1904.1×16+684×16)×2=82819.2合计54 56 306,344.8长庆油田分公司第一助剂厂 1000 m 3液化石油气球罐球罐基本结构及参数 基本参数3.2球罐对接焊缝分布及长度见下表公称容积 1000m 3设计压力 1.80Mpa 容器类别 Ⅲ 设计温度-19~50℃容器内径 6150mm 结构形式: 三带混合式 容器壁厚 40mm 焊缝系数: 1 容器材质16MnR操作介质液化石油气部位名称罐板 数量 焊缝形式及条数 焊缝长度 (mm/条) 焊缝总长 (mm ) 上极带 7 极边板拼缝4条1381.6 5526.4 极边板/侧板拼缝4条 6237.4 24949.6 极中板拼缝2条 7135.5 14271.0 上环缝 环缝1条 32129.6 32129.6 赤道带16纵缝16条7245.3115924.8华北油田久久工贸有限公司1000 m 3丙烯球罐工程3球罐基本结构及参数3.1基本参数(表3-1)3.2球罐对接焊缝分布及长度见下表(表3-2):下极带 7 极边板拼缝4条1381.6 5526.4 极边板/侧板拼缝4条 6237.4 24949.6 极中板拼缝2条 7135.5 14271.0 下环缝 环缝1条 32129.632129.6 合计 3038条269,678.2公称容积 1000m 3 工作介质 液化丙容器类别 Ⅲ 容器材质 15MnNbR 容器内径 12300mm 结构形式 三带混合容器壁厚 43 mm 焊缝系数 1中国石油兰州石化公司1500m 3 液氨球罐安装工程球罐基本结构及参数容器类别Ⅲ 公称容积 1500m3部位罐板焊缝形式及焊缝长度焊缝总上极带 7 极边板拼缝41381.6 5530 极边板/侧板6237.4 24949.6极中板拼缝27135.5 14271.0 上环 环缝1条 32129.6 32129.6 赤道16 纵缝16条 7254.3 115924.下极带 7 极边板拼缝41381.6 5530 极边板/侧板6237.4 24949.6极中板拼缝27135.5 14271.0 下环 环缝1条 32129.6 32129.6 合计 30 38条 269685.4容器内径14200 mm 容器壁厚40mm 容器材质15MnNbR 操作介质液氨设计压力 1.6 Mpa 设计温度43℃结构形式十柱三带混合式焊缝系数 1.0 球罐对接焊缝分布及长度见下表:部位名称(编号)罐板数量焊缝形式及条数焊缝长度(mm/条) 焊缝总长(mm)上极带F 7极侧板拼缝4条1,541.00 6,164.00极边板/侧板拼缝4条7,081.80 28,327.20 极中板拼缝2条8,058.80 16,117.6上环缝AF 环缝1条32,900.4 32,900.4赤道带A 20 纵缝20条8,674.30 173,486.00下极带G 7极侧板拼缝4条1,541.00 6,164.00极边板/侧板拼缝4条7,081.80 28,327.20 极中板拼缝2条8,058.80 16,117.6下环缝AG 环缝1条32,900.4 32,900.4合计34 42条340,504.40郑州市燃气有限公司液化石油气储罐搬迁工程2000m3 LPG球罐安装工程球罐基本结构及参数容器类别:Ⅲ公称容积:2000m3容器内径:15700mm容器壁厚:48mm容器材质:16MnR操作介质:LPG设计压力:1.75Mpa结构形式:三带混合式焊缝系数:1球罐对接焊缝分布及长度见下表:部位名称罐板数量焊缝形式及条数焊缝长度(mm/条)焊缝总长(mm)上极带7 极侧板拼缝4条1645.1 6,580.4 极边板/侧板拼缝4条7695.8 30,783.2 极中板拼缝2条8712.1 17,424.2上环缝环缝1条39776 39776 赤道带20 纵缝20条9933.1 198,662下极带7 极侧板拼缝4条1645.1 6,580.4 极边板/侧板拼缝4条7695.8 30,783.2 极中板拼缝2条8712.1 17,424.2下环缝环缝1条39776 39776合计 34 42条387,790泸天化40万吨/年甲醇工程、二甲醚3000 m3球罐基本结构及参数3.1基本参数(表3-1)公称容积3000m3设计压力 1.77Mpa 容器类别Ⅲ设计温度50℃3.2球罐对接焊缝分布及长度见下表(表3-2)(单台数量)部位名称罐板数量罐板厚度环缝形式及条数焊缝长度(mm/条)焊缝总长(mm)上极带7 40极侧板拼缝4条1449 5796极边板/侧板拼缝4条7671 30684 极中板拼缝2条8392.416784.8上环缝环缝1条39986 39986温带24 40 纵缝24条6283.2 150796.8大环大环1条56332.8 56332.8容器直径18000mm 结构形式四带混合式/12支柱容器壁厚40mm 焊缝系数 1 容器材质16MnR 工作介质二甲醚赤道带24 40 纵缝24条7854 188496下极带7 40极侧板拼缝4条1449 5796极边板/侧板拼缝4条7671 30684 极中板拼缝2条8392.416784.8下环缝环缝1条39986 39986合计62 582127.2中国石油兰州石化分公司4000m3 液态烃球罐安装工程3球罐基本结构及参数容器类别:Ⅲ公称容积:4000m3容器内径:19700 mm容器壁厚:46 mm、48mm容器材质:601U2操作介质:液态烃设计压力:1.77Mpa设计温度:-19~50℃结构形式:四带混合式焊缝系数:1球罐对接焊缝分布及长度见下表:部位名称(编号)罐板数量焊缝形式及条数焊缝长度(mm/条) 焊缝总长(mm)上极带F 7极边板拼缝4条1,461.03 5,844.12极边板/侧板拼缝4条8,008.63 32,034.52 极中板拼缝2条8,683.41 17,366.82上环缝BF 环缝1条41,811.84 41,811.84上温带B 21 纵缝21条6,876.6 144,408.6大环AB 环缝1条61,359.90 61,359.9赤道带A 21 纵缝21条9,455.32 198,561.72下极带G 7极边板拼缝4条1,461.03 5,844.12极边板/侧板拼缝4条8,008.63 32,034.52 极中板拼缝2条8,683.41 17,366.82下环缝AG 环缝1条41,811.84 41,811.84合计56 64条598,444.8410000m3球罐工程5、基本技术参数:容器类别:II类公称容积:10000m3容器内径:26740mm容器壁厚:34.4mm容器材质:A537CL1.mod操作介质:天然气,甲烷含量95.95%。
第一章 确定设计参数、选择材料一、确定设计参数(一) 设计温度储罐放在室外,罐的外表面用150mm 的保温层保温。
在吉林地区,夏季可能达到的最高气温为40℃。
最低气温(月平均)为-20℃。
(二) 设计压力罐内储存的是被压缩且被冷却水冷凝的液氨。
氨蒸汽被压缩到0.9~1.4MPa ,被冷却水冷凝。
液氨40℃时的饱和蒸汽压由[1]查得为:P 汽=1.55MPa(绝对压力)。
为保证安全,在罐顶装有安全阀,故球罐设计压力为安全阀的启动压力,即:P=(1.05-1.1)P 汽=(1.05-1.1)×1.45=1.523~1.595MPa 取设计压力P=1.6MPa(三) 焊缝系数φ球罐采用X 坡口,双面对接焊,并进行100%的无损探伤,由[2]知φ=1.0 (四) 水压试验压力由[4]知水压试验压力为: T P =1.25P[][]tσσ 球壳材料为16MnDR ,初选板厚为36mm,由[3]表3查得[]σ=157MPa, []tσ=157MPa 则T P =1.25P ×157/157=1.25×1.6×1=2.06 MPa试验时水温不得低于5℃。
(五) 球罐的基本参数球罐盛装量为170吨/台。
液氨-20℃的密度为0.664吨/M 3,,40℃时0.58吨/M 3。
球罐所需容积(按40℃计)为:V=58.0170=293.1M 3已给盛装系数为0.5,即不得装满,故实际所需容积为:V=5.0170=340M 3,其小于400M 3,余容较大,足够用,相差17.6%,符合标准要求。
按公称容积4003设计,由[2]附录一P41查得球罐基本参数如表 一 1-1表——1-1球罐基本参数二.材料的选择按操作条件要求及各种材料的性能特点,分别选择如下。
(一)球壳钢板操作最低气温为-20℃。
按[2],[3]要求,从表四选用16MnDR低温钢板.使用状态为正火.逐张进行超声波检查,按ZBJ740030—88Ⅲ级为合格,试验要求按[3]规定进行。
山西宇晋钢铁有限公司200 m3氮气球形储罐工程球罐基本结构及参数
3.2球罐对接焊缝分布及长度见下表
泸天化集团有限公司268 m 3
二甲醚球形储罐工程
球罐基本结构及参数 球罐对接焊缝分布及长度见下
表:
山西宇晋钢铁有限责任公司10000m3/h制氧配套工程400 m3氮气球形储罐工程
基本技术参数:
3.球罐对接焊缝分布及长度见下表:
四
川
火
炬
化
工厂650m3氮气球罐安装工程
基本技术参数
·容器类别:Ⅲ类
·公称容积:641m3
·容器内径:10700 mm
·容器壁厚:24 mm
·容器材质:16MnR
·操作介质:氮气
·设计温度:59℃
·工作压力:0.85 Mpa
·焊缝系数:1
·腐蚀余度:3 mm
2.2球罐焊缝分布位置及工程量
长庆油田分公司第一助剂厂1000 m3液化石油气球罐
球罐基本结构及参数
基本参数
3.2
球
罐
对
接
焊
缝
分
布
及长度见下表
华北油田久久工贸有限公司1000 m3丙烯球罐工程3球罐基本结构及参数
3.1基本参数(表3-1)
3.2球罐对接焊缝分布及长度见下表(表3-2):
中国石油兰州石化公司1500m3 液氨球罐安装工程球罐基本结构及参数
球罐对接焊缝分布及长度见下表:
郑州市燃气有限公司液化石油气储罐搬迁工程2000m3 LPG球罐安装工程
球罐基本结构及参数
容器类别:Ⅲ
公称容积:2000m3
容器内径:15700mm
容器壁厚:48mm
容器材质:16MnR
操作介质:LPG
设计压力:1.75Mpa
结构形式:三带混合式
焊缝系数:1
球罐对接焊缝分布及长度见下表:
泸天化40万吨/年甲醇工程、二甲醚3000 m3球罐基本结构及参数
3.1基本参数(表3-1)
3.2球罐对接焊缝分布及长度见下表(表3-2) (单台数量)
中国石油兰州石化分公司4000m3 液态烃球罐安装工程3球罐基本结构及参数
容器类别:Ⅲ
公称容积:4000m3
容器内径:19700 mm
容器壁厚:46 mm、48mm
容器材质:601U2
操作介质:液态烃
设计压力:1.77Mpa
设计温度:-19~50℃
结构形式:四带混合式
焊缝系数:1
球罐对接焊缝分布及长度见下表:
10000m3球罐工程
5、基本技术参数:
容器类别:II类
公称容积:10000m3
容器内径:26740mm
容器壁厚:34.4mm
容器材质:A537CL1.mod
操作介质:天然气,甲烷含量95.95%。
设计温度:-18℃~55℃
设计压力:1.03 Mpa
球罐中心标高:15475mm(至基础板)
焊缝系数:1
腐蚀余度:1.0mm (仅对球壳板)7、球罐焊缝分布位置及工程量
珠海球罐对接焊缝分布及长度见下表:(单台数量)
2.基本技术参数:
容器类别:Ⅲ类
公称容积:1500m3 、2500m3
容器内径:Φ14200mm(1500 m3球罐)、Φ16900mm(2500 m3球罐)
容器壁厚:18mm(1500 m3球罐)、24、26mm(2500 m3球罐)
容器材质:16MnR
操作介质:稳定轻烃(1500 m3球罐)、丁烷(2500 m3球罐)
设计压力:0.6Mpa(1500 m3球罐)、0.8Mpa(2500 m3球罐)
设计温度: 50℃
计算风压:8.5×10-10MPa
地震烈度:7度
腐蚀裕度:2mm
结构形式:三带混合式(1500 m3球罐)、四带混合式(2500 m3球罐)
3.1 1500 m3球罐对接焊缝分布及长度(单台数量)
3.2 2500 m3球罐对接焊缝分布及长度(单台数量)。