T接焊缝超声波检测工艺卡
- 格式:doc
- 大小:175.00 KB
- 文档页数:6

T型接头焊缝超声波探伤专用工艺1.适用范围和主题内容1.1本规定适用于板厚8-25mm的铁素体钢T型接头对接焊缝的超声波检测,其T型接头形式如图1和图2所示;当板厚大于25mm且小于35mm时,参考本规定执行。
1.2本规定为检测焊缝及热影响区缺陷和测定缺陷位置、尺寸及评定探伤结果的方法。
I类T型接头2.引用标准GB11345-89《钢焊缝手工超声波探伤方法和探伤结果的分级》JB4730-2005《承压设备无损检测》ZBJ04001《A型脉冲反射式超声波探伤系统工作性能测试方法》3.检验人员检验人员应经考试取得锅炉压力容器无损检测人员UTII级或III级资格证书,并应经过T型接头模拟试样超声探伤培训。
II类T型接头4.探伤仪、探头及系统性能4.1探伤仪使用A型显示脉冲反射式超声波探伤仪(推荐采用数字探伤仪),工作频率范围为1-5MHz,水平线性误差应不大于2%,垂直线性误差应不大于5%。
4.2探头4.2.1斜探头的公称K值为1.0-2.5,K值的实测值与公称值偏差不应超过±0.1。
4.2.2直探头与双晶探头的盲区应不大于5mm。
4.2.3探头晶片尺寸,圆晶片直径不应大于14mm,方晶片任一边长不应大于13mm.4.3系统性能4.3.1灵敏度余量系统有效灵敏度应大于评定灵敏度10dB以上。
4.3.2远场分辨力a.斜探头Z≥6dBb.直探头X≥30Db4.4探伤仪、探头及系统性能校验周期和其他技术指标应符合JB4730-2005和GB11345标准的规定。
5.试块5.1标准试块采用JB4730-2005标准中的CSK-IA试块,主要用于测定仪器、探头和系统性能。
5.2斜探头对比试块采用JB4730-2005标准中的CSK-IIIA试块,用于调节仪器扫描比例,探伤灵敏度和测绘“距离-波幅”曲线。
5.3 直探头或双晶直探头的对比试块采用RB-Z型试块。
5.4 现场探伤,可以采用其他形式的等效试块。
第十章特种设备超声波检测通用工艺规程和工艺卡检测单位为了正确完成特种设备检测工作,由有关技术负责人根据国家相关法规、安全技术规范、产品标准、无损检测标准、设计文件以及委托单位的检验要求,结合检测机构特点和检测能力编制用于指导检测作业的书面技术文件,该文件即为检测工艺规程。
检测工艺规程分为通用工艺规程和工艺卡。
10.1通用工艺规程通用工艺规程是检测单位根据委托书的要求结合某类被检工件的结构特点及有关法规、标准编制的通用书面文件。
工艺规程内容多为一些原则性的条款,检测对象可以是具体的某一工件,也可以是某类工件。
应由Ⅲ级人员负责编写。
通用工艺规程一般以文字说明为主,应具有一定的覆盖性和通用性。
1.超声波探伤通用工艺规程至少应包括以下内容:(1)规程适应范围:规程所适用的检测对象的类别、类型。
(2)执行的法规、标准:规程引用及须执行的法规标准;(3)对检测人员的要求:资格。
(4)检测设备器材和材料:探伤仪器规格型号名称、主要性能指标;探头类型频率、晶片尺寸K值选择、标准试块及对比试块的型号名称;耦合剂名称等。
(5)被检工件:名称、类别、材质、形状、几何尺寸、焊接方式、坡口类型、热处理状况、表面状况等。
(6)检测表面制备:对被检工件表面的要求及处理方法;(7)检测时机:检测时,检测对象所处工序或阶段(如焊完24小时后等);(8)检测技术:检测方法、探测方向、扫查方式、检测部位、检测范围、抽检率、仪器时基线和灵敏度调整曲面工件定位修正等。
(9)检测结果的评定和质量等级:缺陷的检测、评定、记录。
合格级别,返修要求。
(10)检测记录、报告和资料存档;(11)编制、审核和批准人、日期。
10.2工艺卡工艺卡是指导操作人员对具体工件进行检测的指导性文件,一般用表卡形式。
工艺卡应由Ⅱ级人员根据通用工艺规程或在Ⅲ级人员指导下编写。
不同的工件有不同的工艺卡,要求做到一物一卡,对号入座,探伤人员根据探伤工艺卡所规定的内容实施探伤。
T型焊缝超声波检验工艺1、总则1.1 适用范围:本工艺适用于6~50mm锅炉,压力容器全焊透T型接头焊缝的超声波检测。
其他用途的全焊透T型接头焊缝的超声波检测也可参照执行。
1.2 编制依据:JB47301.3 检验人员:应是取得锅炉压力容器无损检测人员资格考核委员会颁发的超声Ⅱ级或Ⅱ级以上人员,对检查对象焊缝特性有足够的认识。
2、仪器、探头、试块与耦合剂2.1 所用探伤仪器必须满足JB4730标准中关于仪器的要求。
2.2 所用探头必须满足JB4730标准中关于探头的要求。
采用直探头探伤时,探头的频率为2.5MHz,探头的晶片尺寸不宜过大。
采用斜探头探伤时斜探头的频率为2.5~5.0MHz。
用斜探头在翼板外侧或翼板内侧进行探测时,推荐使用K1探头,用斜探头在腹板一侧进行探侧时,探头K值根据腹板厚度,按表一进行选择。
表一推荐的斜探头K值2.3 所用试块为JB4730标准中的CSK-ⅠA、CSK-ⅢA及CS2试块。
2.4 耦合剂为机油或浆糊。
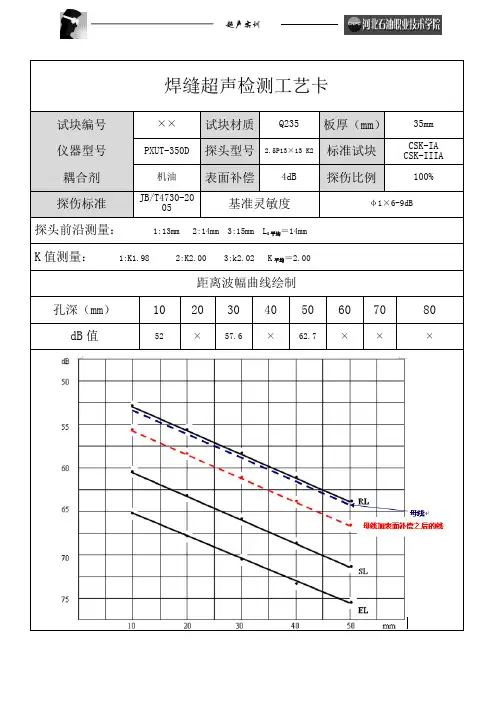
3、探伤3.1 距离-波幅曲线灵敏度的确定用斜探头探测时,距离-波幅曲线灵敏度以腹板厚度按表二确定;用直探头探测时,距离-波幅曲线灵敏度以翼板厚度按表三确定。
表二距离-波幅曲线的灵敏度表三直探头距离-波幅曲线的灵敏度3.2 探伤灵敏度:不低于评定线3.3 探伤时机:探伤面经打磨、外观检查合格后进行探伤。
3.4 检测原则:在选择检测面和探头时应考虑到检测各类缺陷的可能性,并使声束尽可能垂直于该焊缝结构中主要缺陷。
3.5 检测方式根据焊缝结构形成,T型接头焊缝的检测有如下三种检测方式。
可选择其中一种或几种方式组合实施检测,检测方式的选择应考虑主要检测对象和几何条件的限制。
(1) 用斜探头从翼板外侧用直射法进行探测,见图一位置1、图二位置1和图三位置1;(2) 用斜探头在腹板一侧用直射法或一次反射法进行探测,见图一位置2和位置4、图二位置2和位置4和图三位置2;(3) 用直探头或双晶直探头在翼板外侧进行纵向探测或者用斜探头(K1探头)在翼板外侧作横向探测见图一位置3、图二位置3和图三位置3。
衬垫焊T型接头焊缝超声波检测摘要:钢衬垫焊T型接头焊缝根部结构形式多样,用超声波检测焊缝时,会产生各种形式的根部结构反射波。
而多种形态的根部缺陷所产生的反射回波也具有多种多样的形态。
这两种不同性质的回波在示波屏上出现的位置基本相同或相近,会对超声波检测人员的正确判断产生较大的困惑,容易造成误判、漏判。
通过对钢衬垫焊T型接头焊缝试件的超声波测试,分析了端角反射回波的特点,尝试利用这些反射回波的特点来对钢衬垫焊T型接头焊缝根部未焊透缺陷进行识别。
关键词:超声波检测;端角反射;结构反射;未焊透China Nuclear Industry 24 Construction Co.,Ltd.Project Testing Center,Haiyang Shandong,China;Abstract:For the various forms of T-joint backing weld,there will be so many root structure reflected wave by UT.While the reflected wave forms is various for the variety root defect.The locations of these two different reflected wave on the screen are basically the same or similar.So this will make the worker be confused to get correct judgment,even be false or negative.By ultrasonic testing of T-joint backing weld,and analysis the character of the vertex angle reflected wave,identify the defect of incomplete root penetration for these reflected wave.Keywords:ultrasonic test;vertex angle reflect;structure reflect;incomplete penetration0 引言某核电站厂房双梁悬挂式行车梁结构与传统H型钢结构不同,采用双腹板组合结构,腹板与翼板拼接焊缝为全熔透焊缝(见图1)。
江苏淮阴船用机械有限公司
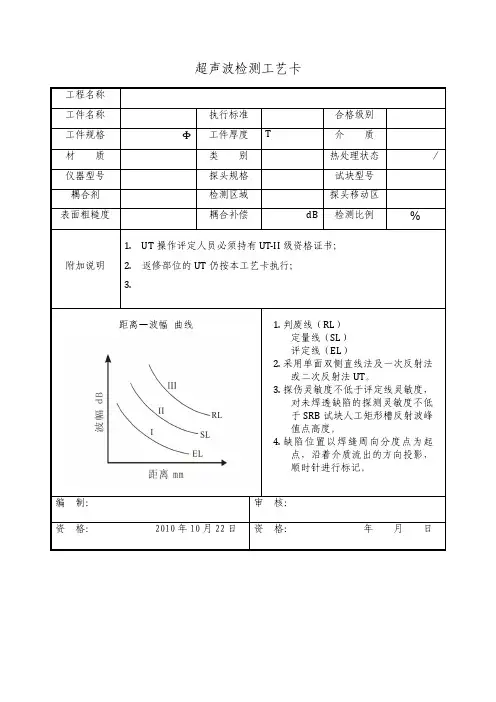
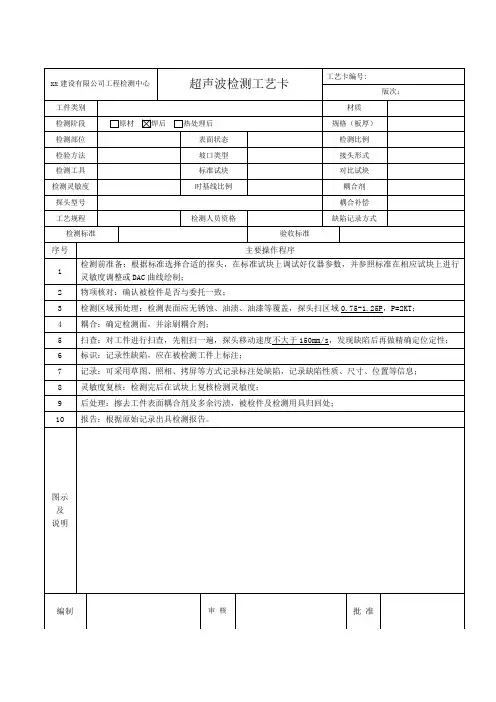
超声波检测工艺卡(焊缝)
产品名称50KN*12m液
压回转起重机
工件名称吊臂工件图号242HCJ-P5012
-6-0
工件材质D36 材质规格T=10 坡口形式V
焊接方法二氧化碳气体
保护焊
表面状态光洁表面补偿4dB
仪器型号HS-600e 探头型号5P8×12试块型号CSK-ⅠA 基准波高80% 探头角度60°和70°耦合剂浆糊
检验标准JB4730-2005 验收等级Ⅱ级探测面单面双侧检测比例100% 检测时机24~48h 扫查方式全声程检测灵敏度测长线φ dB,定量线φ dB, 判废线φ dB 扫描线比例深度:1:1 水平:1:1
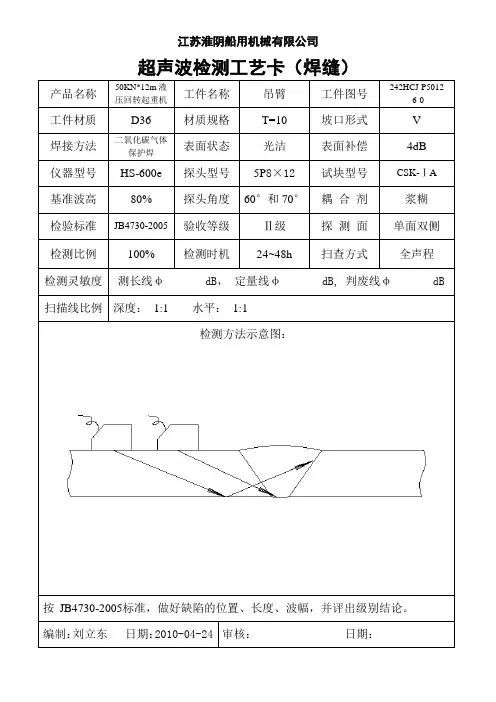
检测方法示意图:
按JB4730-2005标准,做好缺陷的位置、长度、波幅,并评出级别结论。
编制:刘立东日期:2010-04-24 审核:日期:。
2020年超声检测工艺卡精品版超声检测工艺卡工艺卡编号:一台现场组焊反应器,材质为16MnR,壁厚42mm。
现要求对其主体对接环焊缝进行100%超声波检测(检测技术等级为C级),请按JB/T4730-2005填写下表检测工艺超声波探伤工艺卡注:编制等栏填写资格证书级别或职务,不要写名字。
超声波探伤工艺卡四.工艺题(填写工艺卡并回答问题,共30分)1、表1为某高压气体贮罐超声波检测工艺卡,请将工艺卡中的空白项填写完毕。
(15分,每空1分)表1 超声波检测工艺卡2、根据JB/T4730-2005标准规定,超声波检测时,在哪些情况下需要对仪器和探头系统进行重新核查?(5分)答:(1)校准后的探头、耦合剂和仪器调节旋钮发生改变时;(2)检测人员怀疑扫描量程或扫查灵敏度有变化时;(3)连续工作4h以上时;(4)工作结束时。
3.根据JB/T4730-2005标准规定,该工件的纵、环焊缝是否需要作横向检测,如何进行横向检测?(5分)答:应进行斜平行扫查,并把各线的灵敏度均调高6dB.4、如果在该容器超声波检测中发现有裂纹存在,应如何处理?(5分)答:(1)首先应将裂纹打磨至肉眼不可见,必要时可进行表面检测,以确认裂纹消除干净;(2)返修后应采用同样的工艺进行超声检测,以确认是否产生新的超标缺陷;(3)根据相关规程(《容规》、《检规》)应确定是否需要进行扩探。
注:编制等栏填写资格证书级别或职务,不要写名字。
3.2.2.1 探伤仪采用A型脉冲反射式超声波探伤仪,其工作频率范围为0.5MHz~10MHz,仪器至少在荧光屏满刻度的80%范围内呈线性显示。
探伤仪应具有80dB以上的连续可调衰减器,步进级每档不大于2dB,其精度为任意相邻12dB误差在±1dB以内,最大累计误差不超过1dB。
水平线性误差不大于1%,垂直线性误差不大于5%。
其余指标应符合JB/T10061的规定。
3.2.2.2 探头3.2.2.2.1 晶片面积一般不应大于500mm2,且任一边长原则上不大于25mm。
超声波检测工艺规程及检测工艺卡1.1人员资格1.1.1检测人员都必须经过技术培训,并按照原劳动部文件“锅炉压力容器无损检测人员资格考核规则”进行考核鉴定,还应持有经业主认定的专业培训合格的岗位证。
1.1.2检测人员较正视力不得低于1.0。
1.2仪器、探头、试块和耦合剂1.2.1超声波探伤仪a 使用PXUT-350A型脉冲反射式数字超声波探伤仪,其工作频率为4-5MHZ,仪器荧光屏满刻度的80%范围内呈线性显示。
探伤仪有80dB以上的连续可调衰减器,步进级每档不大于2dB。
水平线性误差不大于1%,垂直线性不大于5%,其余指标符合ZBY230《A型脉冲反射式超声波探伤仪通用技术条件》规定。
b超声波探伤仪能储存100幅以上图形,且能清晰打印出探伤发现的缺陷波形图。
1.2.2探头选用频率为2.5MHz和5MHz两种单斜探头,晶片有效面积不大于500mm2,且任意一边长不大于25mm,单斜探头声束轴线水平偏离角不应大于2°,前沿距离不应大于10 mm,且探头的接触面应与管壁对中,吻合良好,主声束垂直方向不应有明显双峰。
按照管道实际壁厚选择探头K值。
1.2.3试块选用SGB-5、6标准试块和SRB未焊透对比试块。
1.2.4耦合剂使用化学浆糊耦合剂,均匀涂布在焊缝两侧探头移动区,保证良好的透声性能。
1.3检测方法1.3.1距离-波幅曲线:用SGB—5试块测绘距离—波幅曲线,评定线,定量线和判废线满足下表:1.3.2检测灵敏度:不低于评定线灵敏度,扫查灵敏度在基准灵敏度的基础上提高4dB。
1.3.3探伤表面探头移动区应平滑,无飞溅、锈蚀、油垢及其它污物,以保证良好的声学接触。
如需检验横向缺陷,应将焊缝磨平。
探头移动区:T=5~30时,P≥nKT+50P--探头移动区mm;T—单壁厚度mm;K为探头K值; n--反射次数1.3.4探测方式和扫查方式a探测方式以一种K值探头用一、二次波在焊缝单面双侧进行探测。