鼠标外壳的注塑成型
- 格式:ppt
- 大小:728.50 KB
- 文档页数:21
鼠标外壳注塑模具设计摘要:本文是关于注塑模的设计,设计的制品是鼠标外壳。
首先对制品进行外形设计方案的选择和产品工艺的分析,然后根据分析选择注塑材料和注射机。
接着利用PRO/E进行鼠标外壳实体设计,并进行模具设计,也就是对模具的型腔、型芯和浇注系统进行设计,再完成模具的装配。
关键词:浇注系统注塑成型型芯一、制品的设计1.注塑材料鼠标外壳的材料选择有多种。
PT 、ABS等等。
因为经济性的考虑,一般选择ABS,。
ABS树脂为不透明、白色或淡黄色的粉状体或粒状体,比重1.02~1.08。
ABS树脂极易染色,其制品表面可喷涂和电镀.全名是:丙烯氰—丁二烯—苯乙烯共聚物。
2.产品的工艺分析1、尺寸和精度尺寸:这里的尺寸是指塑料制件的总体尺寸大小。
由于受塑料流动性的影响,对流动性差的塑料或薄壁制件,在注射或压住成型时塑件的尺寸不能太大,以免塑料容体充不满模具型腔或使产生的熔接痕强度过差,从而使塑件不能正常成型或对塑件的外观和强度产生影响。
此外,塑件尺寸还受现有的成型设备规格,参数等的影响。
尺寸精度:塑料制件尺寸公差:塑件图上无公差要求的默认为8级精度,本人所选塑件材料为丙烯氰—丁二烯—苯乙烯共聚物,故定塑件的等级为:5级精度。
3、壁厚塑件的壁厚应根据塑件的使用要求,如强度,刚度,尺寸大小,电气性能及装配要求等确定,塑件壁厚一般在1-4mm范围内。
调节产品壁厚将决定材料的流动性能和制件模量。
最小壁厚应满足:具有足够的强度和刚度;脱模时能经受脱模机构的冲击和振动;装配时能承受紧固力。
壁厚过大:浪费材料,增加了压塑时间或冷却时间;也影响产品质量。
同一个塑料零件的壁厚应尽可能一致。
否则因冷却速度或固化速度不一致产生附加内应力。
综合考虑以上各种因素,确定塑件的壁厚为: 2mm。
4、加强筋等防止变形的结构设计加强筋:为提高塑件的强度和刚度,不能仅仅采用增大壁厚的方法,而常采用改变塑件的结构,增设加强的方法来满足其强度,刚度的要求。
鼠标上盖注射模具设计
鼠标作为计算机输入设备之一,是目前电脑使用最多的配件之一。
鼠标的设计一直以来都是注重人性化和美观性的,为了达到这一标准,制造商们不断进行改进和创新。
鼠标上盖注射模具设计就是其中的一种方式。
鼠标上盖注射模具设计是指将鼠标的外壳扣盖和鼠标底座通过注塑成型技术连接起来的过程。
在此过程中,注射模具的设计起到至关重要的作用。
注射模具需要精确地模拟出鼠标外壳的形状,并通过精湛的工艺将鼠标外壳与鼠标底座紧密连接起来。
在鼠标的外观设计方面,可以考虑一些潮流元素,例如抛光处理、流线型造型等。
同时还应该注重人性化设计,即符合人体工学原理,使用起来更舒适自然。
除此之外,还可以在鼠标表面增加防滑纹理等细节设计,提升产品质感和使用舒适度。
在鼠标上盖注射模具设计中,还需要考虑到注塑工艺,以保证制作出的鼠标外壳与内部结构的贴合度和接口的稳定性。
在模具的设计中,需要准确计算鼠标外壳的大小、厚度和重量等参数,并精确绘制注塑模具图纸,使得制造出的注塑模具完美地符合这些要求。
关于鼠标上盖注射模具的制作工艺,首先需要做的是进行模具设计和制造,接着是塑料颗粒的选取和准备,然后是加热
和熔化塑料颗粒,将其喷射到模具中并进行冷却、硬化,最后将鼠标外壳与底座进行组装。
需要注意的是,每个生产环节都必须严格控制质量,以确保制造出的鼠标外壳符合各项标准和要求。
总之,鼠标上盖注射模具设计的重要性不可忽视。
注射模具的设计和制造对于鼠标的整体质量和使用效果起到了至关重要的作用。
只有在精湛的设计和制造工艺的基础上,才能生产出外观精美、舒适自然、使用稳定的高品质鼠标产品。
目录摘要 (1)前言 (3)2、零件的工艺分析 (5)2.1材料的选择 (5)2.2 ABS塑料特性与应用 (5)2.2.1 ABS 丙烯腈-丁二烯-苯乙烯共聚物化学和物理特性 (5)2.2.2 注塑模工艺条件 (6)2.2.3 典型用途 (6)2.3 结构工艺性分析 (6)2.3.1 塑件的尺寸 (7)2.3.2 塑件的精度 (7)2.3.3 塑件的表面粗糙度 (7)2.3.4 拔模斜度 (7)3、注塑机的选用 (8)3.1 注塑机的选用 (8)3.1.1 计算塑件的体积和质量 (8)3.1.2 注塑机最大注射量 (8)3.1.3 模具涨型力的计算 (9)3.1.4 注塑机的选择 (9)4、注塑模浇注系统的设计 (9)4.1 塑件在模具中的位置 (10)4.1.1 型腔数量及排列方式 (10)4.1.2 分型面的设计 (10)4.2 浇注系统的设计 (11)4.2.1 主流道的设计 (11)4.2.2 分流道的设计 (11)4.2.3 浇口的设计 (12)4.2.4 冷料穴的设计 (13)4.2.5 拉料杆的设计 (14)5、注塑模排气系统的设计 (14)6、注塑模成型零件的设计 (14)6.1 型芯、型腔工作尺寸的计算 (15)6.1.1 模具成型零件的制造误差 (15)6.1.2 模具安装配合的误差 (15)6.1.3 型芯、型腔工作尺寸的计算 (15)6.2 确定内模镶件外形尺寸 (17)6.2.1 确定内模镶件的长、宽尺寸 (18)6.2.2 内模镶件高度尺寸的确定 (19)6 .2.3 其他设计要点 (19)6.2.4 内模镶件配合尺寸与公差 (19)6.2.5 内模镶件的型腔表面粗糙度 (20)6.3 成型零件的结构设计 (20)6.3.1 凹模的结构设计 (20)6.3.2 凸模的结构设计 (20)6.3.3 镶件的紧固 (20)7、注塑模结构件的设计 (21)7.1 模架的设计 (21)7.1.1 模架的选用 (21)7.1.2 动、定模板开框尺寸的设计 (21)7.2 浇口套的设计 (21)7.3 模架中其他结构件的设计 (22)7.3.1 撑柱的设计 (22)7.3.2 定位圈 (23)7.3.3 顶棍孔 (23)7.3.4 限位钉 (23)7.3.5 紧固螺钉 (23)8、注塑机脱模系统的设计 (24)8.1 脱模力的计算 (24)8.2 推出机构的设计 (25)8.2.1推杆位置的设计 (25)8.2.2推杆的直径 (26)8.2.3推杆固定形式及装配要求 (26)9、注塑模侧抽芯机构的设计 (26)10、注塑模导向定位系统的设计 (27)10.1 导向系统的设计 (27)10.2 定位系统的设计 (28)11、注塑模温度控制系统的设计 (29)11.1 冷却计算 (29)11.2 冷却系统的确定 (29)11.2.1 冷却系统的设计原则 (29)11.2.2 冷却系统机构的确定 (30)总结 (31)感谢词 (32)参考文献 (33)摘要塑料注塑成型所用的模具称为注塑成型模具,简称注塑模。
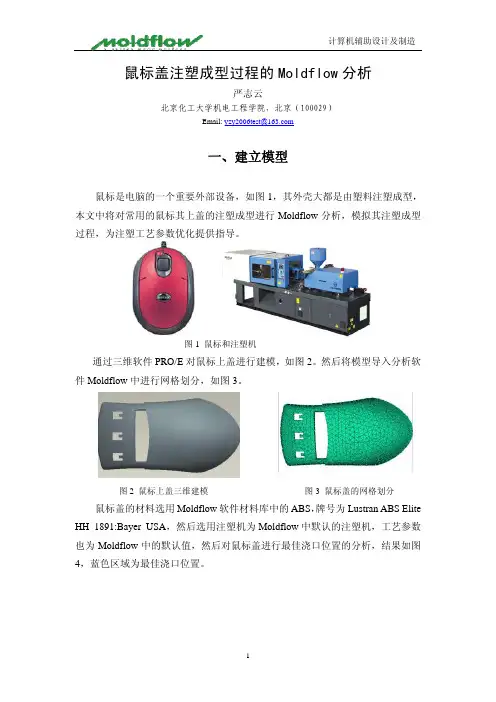
鼠标盖注塑成型过程的Moldflow分析严志云北京化工大学机电工程学院,北京(100029)Email:yzy2006test@一、建立模型鼠标是电脑的一个重要外部设备,如图1,其外壳大都是由塑料注塑成型,本文中将对常用的鼠标其上盖的注塑成型进行Moldflow分析,模拟其注塑成型过程,为注塑工艺参数优化提供指导。
图1 鼠标和注塑机通过三维软件PRO/E对鼠标上盖进行建模,如图2。
然后将模型导入分析软件Moldflow中进行网格划分,如图3。
图2 鼠标上盖三维建模图3 鼠标盖的网格划分鼠标盖的材料选用Moldflow软件材料库中的ABS,牌号为Lustran ABS Elite HH 1891:Bayer USA,然后选用注塑机为Moldflow中默认的注塑机,工艺参数也为Moldflow中的默认值,然后对鼠标盖进行最佳浇口位置的分析,结果如图4,蓝色区域为最佳浇口位置。
图4 最佳浇口位置确定浇口位置以后开始建立流道系统。
为了提高生产率,鼠标盖的注塑成型方式设计为一模两腔。
为了不影响其外观,浇口形式选用潜伏式浇口,潜伏式浇口形式示意图如图5,本例中选用普通潜伏式浇口。
确定浇口形式以后,进行浇注系统的设计,如图6,具体尺寸为:主流道长度为50mm,形状为锥形,小口直径为4mm,大口直径为5mm;分流道直径为5mm,浇口中心线起点处直径为1.1mm,浇口中心线终点处直径为3mm。
冷却系统按照Moldflow软件中的默认值进行设计,冷却管道直径为10mm,结构如图7。
图5 潜伏式浇口图6 鼠标盖浇注系统图7 冷却系统二、成型工艺窗口分析上述工作完成以后首先进行制品的成型工艺窗口分析(Molding Window),得到的结果给出了推荐的模具温度、熔体温度和注塑时间,如图8。
图8 成型工艺窗口分析的推荐值成型工艺窗口分析得到工艺参数的推荐值为:模具温度71℃,熔体温度271℃,注塑时间0.5423s。
另外还可以得到模具温度、熔体温度和注塑时间三个参数的范围,如图9。
鼠标外壳注塑模设计学号:0701500120 姓名:刘泓伯1 绪论 (3)1.1 塑料模具的现状和发展 (3)1.2 塑料注射模具的设计步骤 (4)1.3 课题任务要求................................... 错误!未定义书签。
2 塑件分析及设计方案确定.............. 错误!未定义书签。
2.1 塑件分析....................................... 错误!未定义书签。
2.2 塑料的选材及性能分析........................... 错误!未定义书签。
2.3 设计方案的确定................................. 错误!未定义书签。
3 洗发水瓶盖注射模的详细设计........... 错误!未定义书签。
3.1 塑料注射成型机的选择........................... 错误!未定义书签。
3.2 注射模具分型面的选择........................... 错误!未定义书签。
3.3 注射模具浇注系统的设计......................... 错误!未定义书签。
3.4 注射模具成型零件和模体的设计................... 错误!未定义书签。
3.5 标准模架的选择................................. 错误!未定义书签。
3.6 导向与定位机构设计............................. 错误!未定义书签。
3.7 脱模推出机构的设计............................. 错误!未定义书签。
3.8 温度调节系统的设计............................. 错误!未定义书签。
4 模具装配....................... 错误!未定义书签。

鼠标上盖注塑模具设鼠标上盖注塑模具设——创新技术赋能生产鼠标是现代电脑生产中必不可少的硬件设备之一,是电脑与人的互动工具。
因其日益普及与广泛应用,鼠标制造业也呈现出快速扩张的趋势。
同时,鼠标的结构也越来越多样化,要求制造高精度鼠标模具成为行业的发展动力。
在鼠标模具制造中,鼠标上盖模具是关键的工具,其生产制造的质量直接决定了产品的质量。
传统的鼠标上盖注塑模具设备已无法满足工业的要求,模具制造效率低,生产成本高,质量难以控制,还容易发生模具失效的情况,需要用新技术来提升制造质量、降低成本的工作要求。
其中,注塑模具加工方式在模具制造的过程中最受欢迎,并且已被使用了几十年。
随着生产技术的逐渐升级,注塑模具加工也得到了发展和改进,新型鼠标上盖注塑模具设备逐渐普及,它将模具制造带入了一个新的阶段。
鼠标上盖注塑模具设备是在传统注塑模具的基础上进行改进,通过优化模具结构、材质和制造工艺,提高模具的制造精度和生产效率。
采用了计算机辅助设计软件、数控加工技术等先进技术,大大提升了制造效率和产品质量。
其中,数控加工技术是一种基于计算机自动控制的加工方式,可以实现高精度、重复性好、生产效率高、成本低的模具生产模式,成功地解决了传统模具加工中制造精度和生产效率低的两大难题。
鼠标上盖注塑模具设备的优点在于首先提高了模具制造的制造精度、制造效率与生产质量,其次大大降低了制造成本,极大地提高了企业的资金利润。
此外,鼠标上盖注塑模具设备还具有以下其他优点:适用于长时间生产,模具寿命可达到数十万次以上,大大降低了维护成本并增加了生产的可靠性; 还可以生产不同规格的产品,满足不同客户的需求。
鼠标上盖注塑模具设备在企业生产中的应用,具有广泛的应用前景。
它不仅可以用于鼠标的生产,还可以用于手机、电视机等产品的生产。
可以说,鼠标上盖注塑模具设备已成为制造业发展的关键技术之一,为企业实现快速扩张和创新提供了有力的技术保障。
在模具制造行业中,不断创新是保持领先地位和实现可持续发展的关键因素。
鼠标生产工艺流程鼠标是现代人们经常使用的一种电脑输入设备,其生产工艺流程经历了多个环节,包括材料准备、注塑成型、组装和调试等过程。
在鼠标生产之前,需要准备各种材料。
鼠标的外壳通常由塑料制成,因此需要准备塑料颗粒。
此外,还需要准备一些金属零部件,如电子元器件和导电线等。
这些材料的选用和质量直接关系到鼠标的性能和使用寿命。
接下来,注塑成型是鼠标生产的重要环节之一。
注塑成型是通过将塑料颗粒加热熔化后,注入到模具中,并经过冷却凝固形成鼠标的外壳。
在这个过程中,需要控制好温度、压力和注入速度等参数,以确保注塑件的质量和尺寸精度。
注塑成型完成后,接下来是鼠标的组装环节。
首先,需要将注塑成型的外壳与其他零部件进行组合。
这些零部件包括鼠标的按键、滚轮、电路板和电线等。
在组装过程中,需要仔细对齐和连接各个零部件,确保它们能够正常工作。
完成组装后,还需要进行鼠标的调试。
调试是为了确保鼠标的各个功能正常运行。
在调试过程中,工作人员会检查按键是否灵敏、滚轮是否平稳、指针是否准确等。
如果发现问题,需要进行相应的调整和修复,直到鼠标完全符合质量要求。
在调试完成后,鼠标需要进行外观检查和包装。
外观检查是为了确保鼠标的外观没有划痕、污渍等缺陷。
包装是为了保护鼠标,在运输和销售过程中不受损坏。
通常,鼠标会被放入透明的塑料包装袋中,并附上使用说明书和保修卡等。
鼠标的生产工艺流程包括材料准备、注塑成型、组装和调试、外观检查和包装等环节。
每个环节都需要精细操作和严格控制,以确保鼠标的质量和性能。
随着科技的不断进步,鼠标的生产工艺也在不断改进和创新,以满足人们对于高性能和便捷操作的需求。
鼠标工艺流程鼠标是我们日常生活中不可或缺的电脑配件之一,它的制作工艺经过了多年的发展和改进,如今已经非常成熟和精密。
下面我们就来介绍一下鼠标的制作工艺流程。
一、设计。
鼠标的制作首先要经过设计阶段。
设计师们会根据市场需求和用户反馈,设计出新款鼠标的外形和功能。
他们会考虑到人体工程学,确保鼠标的握持感和操作舒适度。
设计师们还会使用CAD软件进行三维建模,以便后续的制造工艺。
二、材料准备。
鼠标的外壳通常采用塑料注塑工艺制作,因此需要准备相应的塑料原料。
除了外壳,鼠标的内部电路板、滚珠、按键等部件也需要准备。
这些材料需要经过严格的筛选和检验,确保质量达标。
三、注塑成型。
注塑成型是制作鼠标外壳的关键工艺。
首先,将塑料颗粒放入注塑机的料斗中,经过加热和压力作用,塑料颗粒会被熔化成液态。
然后,液态塑料会被注入模具中,经过冷却和固化,最终形成鼠标的外壳。
这个过程需要非常精密的控制,以确保外壳的尺寸和表面质量。
四、组装。
鼠标的组装是一个复杂的过程,需要将各个部件组合在一起,并进行调试和测试。
首先,将内部电路板安装到外壳内部,然后安装滚珠和按键。
接下来是连接线的焊接和固定,最后进行整机的调试和测试。
只有通过严格的测试,确保鼠标的各项功能正常,才能进行下一步的包装和出厂。
五、质量控制。
在整个制作过程中,质量控制是至关重要的。
从材料准备到成型,再到组装和测试,每一个环节都需要严格把关,确保产品的质量符合标准。
一旦发现质量问题,需要及时进行返工或报废,以免影响最终产品的质量。
六、包装和出厂。
经过严格的质量检验,合格的鼠标将会进行包装和出厂。
包装通常采用塑料袋和彩盒包装,以保护产品不受损坏。
在出厂之前,还会对产品进行最后的检验,确保没有遗漏任何质量问题。
然后,产品将会被运往各个销售渠道,最终到达消费者手中。
总结。
鼠标的制作工艺流程经过了精密的设计和严格的制造,确保产品的质量和性能达到标准。
随着科技的不断进步,鼠标的制作工艺也在不断创新和改进,相信未来的鼠标会更加智能和便捷。
鼠标外壳注塑模具设计研究一、背景介绍鼠标是人机交互中不可或缺的工具之一,而鼠标外壳注塑模具设计则是实现鼠标外壳的量产的重要环节。
本文将深入探讨鼠标外壳注塑模具设计的相关内容。
二、鼠标外壳注塑模具的概念与分类1.鼠标外壳注塑模具的概念和作用2.鼠标外壳注塑模具的分类三、鼠标外壳注塑模具设计的关键技术与要求1.设计原则和要求2.注塑模具的材料选择与性能要求3.模具结构设计要点4.注塑模具制造过程中的重要环节与技术难点3.1 设计原则和要求•充分考虑外壳外形与操作手感的符合性•合理分布模具结构,便于注塑成型•提供良好的冷却系统以提高生产效率•充分考虑模具制造和维护的便利性3.2 注塑模具的材料选择与性能要求•常用的注塑模具材料•材料的性能要求及选择指标3.3 模具结构设计要点•鼠标外壳模具的结构特点•模具结构设计的基本原则•模具结构设计要点介绍3.4 注塑模具制造过程中的重要环节与技术难点•模具制造的工艺流程•模具制造过程中的常见问题及解决方法四、鼠标外壳注塑模具设计的优化与改进措施1.模具设计流程的优化2.模具材料的改进3.模具结构的优化与创新4.模具制造工艺的改进五、鼠标外壳注塑模具设计的未来发展趋势1.新材料的应用2.3D打印技术在模具设计中的应用3.智能化与自动化的发展趋势六、结论鼠标外壳注塑模具设计是实现鼠标外壳量产的重要环节,设计过程中需要充分考虑外壳形状、模具结构、材料选择等多个方面的要求。
随着新材料和先进技术的应用,鼠标外壳注塑模具设计将会不断得到优化与改进。
我们对该领域的研究还有待进一步深入,以满足用户对鼠标产品不断提升的需求。
鼠标外壳注塑模具设计研究内容概述一、引言鼠标外壳注塑模具是制造鼠标外壳所必需的重要工具,其设计质量直接影响到鼠标外壳的生产效率和产品质量。
因此,本文将对鼠标外壳注塑模具的设计进行研究,以期提高注塑模具的生产效率和产品质量。
二、鼠标外壳注塑模具设计要求1. 高精度:注塑模具需要达到高精度的要求,以确保鼠标外壳的尺寸和形状精准度。
2. 高耐用性:注塑模具需要经受长时间的使用和高频次的开合,因此需要具备高耐用性。
3. 高效率:注塑模具需要能够快速地进行开合动作,并能够在短时间内完成注塑过程。
4. 可靠性:注塑模具需要能够稳定地进行工作,并且不会出现失效或故障。
三、鼠标外壳注塑模具设计流程1. 确定产品要求:根据鼠标外壳的尺寸、形状、材料等要求,确定注塑模具的设计方案。
2. 绘制草图:根据产品要求绘制注塑模具的草图,包括模具的结构、尺寸、配件等。
3. 设计模具结构:根据草图设计注塑模具的结构,包括上模板、下模板、导柱、导套等。
4. 设计注塑系统:根据注塑产品的要求,设计注塑系统,包括进料口、喷嘴、压力机等。
5. 完善细节:对注塑模具进行完善细节设计,包括冷却系统、排气系统等。
6. 模具加工和调试:根据设计图纸进行加工和调试,使得注塑模具能够正常工作。
四、鼠标外壳注塑模具设计中需要注意的问题1. 模具材料选择:应选用高强度、高耐磨损性能的材料制造注塑模具。
2. 模腔及冷却系统设计:应合理设置模腔和冷却系统,以确保鼠标外壳成型质量。
3. 注塑过程参数控制:应合理控制注塑过程参数,包括温度、压力等参数。
4. 模具维护保养:应定期对注塑模具进行维护保养,以延长其使用寿命。
五、结论鼠标外壳注塑模具设计是制造鼠标外壳所必需的重要工具,其设计质量直接影响到鼠标外壳的生产效率和产品质量。
因此,在注塑模具设计过程中,应注意选择合适的材料、合理设置模腔和冷却系统、合理控制注塑过程参数,并定期进行维护保养,以确保注塑模具能够正常工作,并提高注塑模具的生产效率和产品质量。
鼠标模具的设计目录第一章零件的工艺分析 (4)1.1 材料的选择 (4)1.2 产品工艺性与结构分析 (5)第二章模具结构设计 (6)2.1 型腔数量以及排列方式 (6)2.2 初选注射机。
(6)2.3 分型面的设计 (7)2.4 浇注系统与排溢系统的设计 (9)2.5 成型零件的设计 (15)1. 凹模的设计 (15)2. 型心尺寸的计算 (21)3. 模具型腔侧壁和底版厚度的计算 (26)2.6 推出机构的设计 (29)2.7 侧向分型与抽芯机构的设计 (32)2.8 注射机参数的较核 (34)前言毕业设计是在修完所有课程之后,我们走向社会之前的一次综合性设计。
在此次设计中,主要用到所学的注射模设计,以及机械设计等方面的知识。
着重说明了一副注射模的一般流程,即注射成型的分析、注射机的选择及相关参数校核、模具的结构设计、注射模具设计的有关计算、模具总体尺寸的确定与结构草图的绘制、模具结构总装图和零件工作图的绘制、全面审核投产制造等。
其中模具结构的设计既是重点又是难点,主要包括成型位置的及分型面的选择,模具型腔数的确定及型腔的排列和流道布局和浇口位置的选择,模具工作零件的结构设计,侧面分型及抽芯机构的设计,推出机构的设计,拉料杆的形式选择,排气方式设计等。
通过本次毕业设计,使我更加了解模具设计的含义,以及懂得如何查阅相关资料和怎样解决在实际工作中遇到的实际问题,这为我们以后从事模具职业打下了良好的基础。
本次毕业设计也得到了广大老师和同学的帮助,在此一一表示感谢!由于实践经验的缺乏,且水平有限,时间仓促。
设计过程中难免有错误和欠妥之处,恳请各位老师和同学批评指正。
在编写说明书过程中,我参考了《塑料模成型工艺与模具设计》、《实用注塑模设计手册》和《模具制造工艺》等有关教材。
引用了有关手册的公式及图表。
但由于本人水平的有限,本说明书存在一些缺点和错误,希望老师多加指正,以达到本次设计的目的。
作者:雨辰教育 1绪论第一节塑料成型在工业生产中的重要性一、塑料及塑料工业的发展塑料是以树脂为主要成分的高分子有机化合物,简称高聚物。
摘要塑料工业是当今世界上增长最快的工业门类之一,而注塑模具是其中发展较快的种类,因此,研究注塑模具对了解塑料产品的生产过程和提高产品质量有很大意义。
在注塑产品开发中,模具的设计和制造决定塑料件的质量和成本。
综观国内外先进制造技术的现状和发展,不难看出数字化制造技术是先进制造技术的核心技术。
随着制造业的国际化,中国正逐渐成为制造业大国,本文探讨了基于计算机平台实现注塑模具CAD/CAM的方法和途径,并以鼠标上盖为例,实现了注塑模具CAD/CAM过程。
本文详细介绍了注射模具浇注系统、温度调节系统和顶出系统的设计过程,鼠标上盖零件的结构及工艺性,确定该塑件的注塑成型方案并进行了注塑模设计方面的相关计算。
CAD/CAM 技术在模具行业中的应用,大大减少了模具设计制造的周期,取得了显著的经济效益,从根本上改变了传统的模具生产方式。
关键词:注塑模 CAD/CAM共30页AbstractNow the plastics industry is one of the growing quickest industry classes in the world, but the injection mold is develops the quick type. Therefore, There have biggist significance to research injection mold to understood that the plastic of production process and improve the product quality.A comprehensive survey of modern manufacturing technology indicated, that the digitized manufacturing is the key technique of advanced manufacturing technology.Our country is becoming a big factory.Based on computer,the author present the method for to achieve mould CAD/CAM, and take the mouse-up as an example, describe the process of UG mould CAD/C AM in detail.This design introduced the cold flow channel injection evil spirit mold pours the system, the temperature control system and goes against the system the design process, the analyzing of the structure and crafts of the mouse-up shells, deciding the way of the injecting and doing certain calculation relating to the injecting-mold. The using of CAD/CAM technology in mold industry decreases the time of mold-making with the result of increasing economies efficiency and ultimately exchanging the mode of traditional model-making.Keywords: Mould CAD/CAM目录1 目录...................................................................................错误!未定义书签。
更多资料请访问.(.....)江苏省徐州机电工程高等职业学校毕业论文(2011届)目题鼠标上盖注塑模模具设计:姓名:张彬学号: 4系部:数控技术系班级: 06高职模具三班指导教师:周欣2011年5月江苏徐州机电工程高等职业学校毕业论文任务书系部数控技术系专业年级 06高职模具3班学生姓名张彬任务下达日期:2011年 3 月 5 日毕业论文日期: 2010 年 3月 5 日至2011 年 5 月 5 日毕业论文题目:毕业论文专题题目:毕业论文主要内容和要求系主任签字:指导教师签指导教师评阅书指导教师评语(①基础理论及基本技能的掌握;②独立解决实际问题的能力;③研究内容的理论依据和技术方法;④取得的主要成果及创新点;⑤工作态度及工作量;⑥总体评价及建议成绩;⑦存在问题;⑧是否同意答辩等):成绩:指导教师签年月日答辩及综合成绩鼠标上盖注射模模具设计张彬06高职模具3班摘要:鼠标上盖是流线形结构,使用二维绘图难以描述,本课题采用Pro/E软件对鼠标上盖制品及模具进行了三维造型,采用Pro/E的数值模拟技术和经验设计计算相结合的方法优化设计,同时仿真了塑料熔体在型腔内的充模流动以及冷却分析过程,预测了缺陷产生的临界条件,优化了工艺方案及工艺参数,降低了缺陷出现的可能性。
利用参数化实体造型的方法,为更加高速、快捷的造型、生产提供了一种切实可行的办法。
生成的模型数据可以直接导入数控机床进行三维加工。
关键词:注塑模具数值模拟鼠标上盖一、绪论1.国内外发展状况(1)模具工业的概况在讨论注塑模设计之前,先要对国内外的塑料模具工业的状况、塑料模具工业的发展方向有一个较清晰的了解,这也就使我们对本课题的意义有所了解。
首先要对模具有一个整体的认识。
模具是机械、汽车、电子、通讯、家电等工业产品的基础工艺装备之一。
作为工业基础,模具的质量、精度、寿命对其他工业的发展起着十分重要的作用,在国际上被称为“工业之母”,对国民经济发展起着不容质疑的作用。
郑州轻工业学院本科毕业设计(论文)题目鼠标外壳注塑模设计学生姓名杜鹏飞专业班级机械设计制造及其自动化2班学号*************院(系)机电工程学院指导教师(职称)李立伟完成时间 2013 年 5 月 28日摘要鼠标是当今社会日常中必不可少的工具。
鼠标产品的外壳造型很多,市面上不断出现着各种款式,我们选用这一款鼠标外壳(材料ABS)进行模具设计。
我们通过分析和研究,参照有关的技术文献,选定材料和有关技术参数,设计出这款鼠标外壳的模具。
本设计从工艺特性的方面讲解了塑料注射模的整个设计过程,并且在最后对模具选材与模具安装作了简单介绍。
本设计是两板模,不带侧抽芯,是简单的两板模注射模,设计中重点在对塑料注射模的尺寸精度设计与校核。
在塑料选材与模具结构设计时尽量贴近实用。
关键词注塑模具/模架/校核The mouse shell injection mold designABSTRACTMouse is a daily tool, which is necessary in today’s society. The shell of mouse products is continuous updating following on the market requirement. We choose this shell shape of the mouse to mold design. Through the analysis and research, and consult involved technical literature, then choose the material and involved technical parameter, designed this style of mouse shell shape mold.The design characteristics of the area on the plastic injection mold of the entire design process, and in the final selection of mold and die installation made a brief introduction. This design is the two-mode, non-core pulling side, a simple two-mode injection mold, focus on the design of plastic injection mold the size of precision design and verification. Plastic material and die in the design of the structure as close to the practical.KEY WORDS Injection mold、mold base、Checking.1 绪论1.1国内外发展状况在讨论注塑模设计之前,先要对国内外的塑料模具工业的状况、塑料模具工业的发展方向有一个较清晰的了解,这也就使我们对本课题的意义有所了解。
基于Moldflow的鼠标外壳注塑成型分析
基于Moldflow的鼠标外壳注塑成型分析
李辉,尹甜甜
【摘要】运用Moldflow对鼠标外壳进行了浇口位置分析、充填分析、冷却分析以及翘曲分析.根据分析结果,预测了塑件在注塑成型过程中可能产生的缺陷,并针对缺陷产生的原因,提出了优化设计方案.改进后的工艺条件为:注射时间2s,注塑+保压+冷却时间是21s,模具温度50℃,熔体温度240℃,注射压力90MPa.最后,运用UG 对鼠标外壳进行了注塑模设计.
【期刊名称】开封大学学报
【年(卷),期】2014(000)003
【总页数】5
【关键词】 Moldflow;鼠标外壳;注塑模具;UG;优化设计
鼠标作为计算机的输入设备之一,代替了键盘繁琐的指令,使计算机的操作更加简便.随着计算机应用技术的进步,人们对鼠标提出了更多的要求,包括操作手感舒适、定位准确、移动灵活、可靠性高等;同时,鼠标的美学设计和制作工艺也逐渐为人们所重视.目前,CAD/CAE技术被广泛应用.CAE软件中的Moldflow由于其独特的求解技术和精确的分析结果,被广泛应用于航空航天、汽车、通信、材料、电子等行业.Moldflow软件可以帮助工艺人员优化产品结构与模具设计,缩短设计周期,减少模具制造成本,因此,它成为许多大型企业的首选分析软件[1].将CAD/CAE技术应用于鼠标生产领域,同样可大幅度缩短鼠标的开发、生产周期,为生产企业带来显著的经济效益.
1 塑件结构分析及网格模型的建立
鼠标外壳的三维模型采用UG建立,并生成STL格式,如图1所示.将该模型导。