《互换性与测量技术》第三章 尺寸的公差、配合与检测
- 格式:ppt
- 大小:1.52 MB
- 文档页数:84
互换性与测量技术基础第一章绪论一、填空题1、互换性是指制成的同一规格的一批零件,不作任何挑选、调整、或修配,就能进行装配,并能保证满足机械产品使用性能要求的一种特性。
2、互换性按其互换程度不同可分为完全互换和不完全互换两种。
其中完全互换在生产中得到广泛的应用。
3、分组装配法属不完全互换性。
其方法是零件加工完后根据零件实际尺寸的大小,将制成的零件分成若干组,然后对相应组零件进行装配。
4、当零件的使用要求与制造水平、经济效益产生矛盾时,一般采用不完全互换。
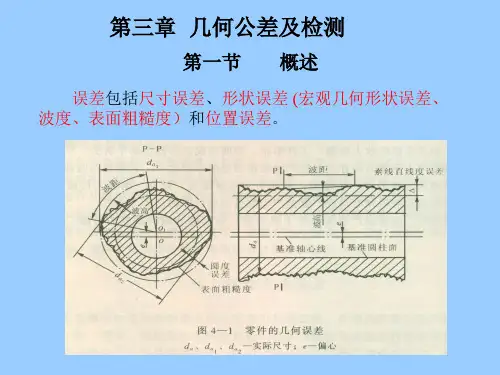
5、零件几何参数误差的允许范围叫做公差。
它包括尺寸公差、形状公差、位置公差和角度公差等。
6、检测包括检验与测量。
检验不必得出被测量的具体数值;测量是将被测量与作为计量单位的标准量进行比较。
7、按不同的级别颁发,我国的的标准可分为国家标准、行业标准、地方标准、企业标准四种。
8、推荐性国家标准的代号为GB/T。
二、判断:﹙“√”表示正确,“×”表示错误,填在题末括号内。
﹚1、互换性要求零件具有一定的加工精度。
()2、零件的互换性程度越高越好。
﹙﹚3、完全互换性用于厂际协作或配件的生产,不完全互换性仅限于部件或机构的制造厂内部的装配。
﹙﹚4、装配时要进行附加修配或辅助加工的零件也属于互换性零件。
﹙﹚5、为了使零件具有完全互换性,必须使各零件的几何尺寸完全一致。
()6、为使零件的几何参数具有互换性,必须把零件的加工误差控制在给定的公差范围内。
()7、合理确定公差与正确进行检测是保证产品质量、实现互换性生产的两个必不可少的条件和手段。
﹙﹚三、单项选择题(将正确答案标号填入括号内。
)1、具有互换性的零件应是()。
A、相同规格的零件;B、不同规格的零件;C、相互配合的零件;D、形状和尺寸完全相同的零件。
2、某种零件在装配时需要进行修配,则此种零件()。
A、具有完全互换性;B、具有不完全互换性;C、不具有互换性;D、无法确定其是否具有互换性。
3、分组装配法属于典型的不完全互换性,它一般使用在()。


《互换性与技术测量》(高教版)习题答案第三章光滑圆柱体结合的互换性及其检测3-1 判断下列说法是否正确?答:⑴公差是零件尺寸允许的最大偏差。
(×)⑵公差通常为正,在个别情况下也可以为负或零。
(×)⑶孔和轴的加工精度越高,则其配合精度也高。
(√)⑷配合公差总是大于孔或轴的尺寸公差。
(√)⑸过渡配合可能有间隙,也可能有过盈。
因此,过渡配合可以是间隙配合,也可以过盈配合。
(×)3-2 什么是基孔制配合与基轴制配合?为什么要规定基准制?广泛采用基孔制配合的原因何在?在什么情况下采用基轴制配合?答:基孔制配合:基本偏差为一定的孔的公差带,与不同基本偏差的轴的公差带形成的一种配合制度称为基孔制配合。
基孔制的孔为基准孔,代号为H,并规定基准孔的基本偏差(即下偏差)为零。
基轴制配合:基本偏差为一定的轴的公差带,与不同基本偏差的孔的公差带形成的一种配合制度称为基轴制配合。
基轴制的轴为基准轴,代号为h,并规定基准轴的基本偏差(即上偏差)为零。
按以下原则选用配合制:1)一般情况下,设计时优先选用基孔制。
2)有些情况下采用基轴制配合:零件采用外径不需加工的、具有一定精度等级的型材时,如型材直接用作轴;在同一基本尺寸的轴上装配几个具有不同性质的零件时,应选用基轴制配合;与标准件相配合的孔或轴,应以标准件为基准来确定配合制。
如滚动轴承的外圈与轴承座的配合即属于基轴制配合,又如定位销与孔的配合为基轴制的配合等。
3)非基准配合:在实际生产中的某些配合,如有充分的理由或特殊需要,允许采用非基准配合,即非基准孔和非基准轴的配合。
如G8/m7,F7/n6等。
3-3 更正下列标注的错误:答:⑴φ80121.0091.0--⇒φ80091.0121.0--⑵30021.000-⇒3000021.0-⑶φ6000⇒???-.0019⑷ 120011.0011.0+- ⇒ 120±0.011 ⑸ φ5087H f ⇒ φ5078f H ⑹ φ50f H 78 ⇒ φ5078f H ⑺ φ50H8039.00 ⇒ φ50H8(039.000+)3-4 下面三根轴哪根精度最高?哪根精度最低? 答:⑴ φ70105.0075.0++ T s1 = es - ei = 0.105-0.075 = 0.03 查表3-2 精度为IT7⑵ φ250015.0044.0-- T s2 = es - ei = -0.015-(-0.044)= 0.029 查表3-2 精度为IT6 ⑶ φ100022.0- T s3 = es - ei = 0-(-0.022)= 0.022 查表3-2 精度为IT8 轴φ250015.0044.0--精度最高 ,轴φ100022.0-精度最低。
第三章 圆柱体公差配合及其标准化判断题 〔正确的打√,错误的打×〕1.公差可以说是允许零件尺寸的最大偏差。
( )2.基本尺寸不同的零件,只要它们的公差值相同,就可以说明它们的精度要求相同。
( ) 3.国家标准规定,孔只是指圆柱形的内表面。
( ) 4.图样标注0021.020-φmm 的轴,加工得愈靠近基本尺寸就愈精确。
( ) 5.孔的基本偏差即下偏差,轴的基本偏差即上偏差。
( )6.某孔要求尺寸为046.0067.020--φ,今测得其实际尺寸为φ19.962mm ,可以判断该孔合格。
( ) 7.未注公差尺寸即对该尺寸无公差要求。
( )8.基本偏差决定公差带的位置。
( ) 9.公差通常为正,在个别情况下也可以为负或零。
( ) 10.孔和轴的精度越高,则其配合精度也越高。
( ) 11.配合公差总是大于孔或轴的尺寸公差。
( )12.过渡配合可能有间隙,也可能有过盈。
因此,过渡配合可以是间隙配合,也可以是过盈配合。
( )13.零件的实际尺寸就是零件的真实尺寸。
( )14.某一零件的实际尺寸正好等于其基本尺寸,则这尺寸必是合格。
( ) 15.间隙配合中,孔的公差带一定在零线以上,轴的公差带一定在零线以下。
( ) 16.基本尺寸一定时,公差值愈大,公差等级愈高。
( )17.不论公差值是否相等,只要公差等级相同,尺寸的精确程度就相同。
( ) 18.ø75±0.060mm 的基本偏差是 +0.060mm ,尺寸公差为0.06mm 。
( ) 19.因JS 为完全对称偏差,故其上、下偏差相等。
( )20.基准孔的上偏差大于零,基准轴的下偏差的绝对值等于其尺寸公差。
( )21.ø60-0.019-0.006mm 。
( )22.因配合的孔和轴基本尺寸相等,故其实际尺寸也相等。
( ) 23.由于零件的最大极限尺寸大于最小极限尺寸,所以上偏差绝对值大于下偏差绝对值。
( ) 24.尺寸偏差可以正值,负值或零。


互换性与测量技术重点知识点总结绪言互换性是指在同一规格的一批零件或部件中,任取其一,不需任何挑选或附加修配就能装在机器上,达到规定的功能要求,这样的一批零件或部件就称为具有互换性的零,部件。
通常包括几何参数和机械性能的互换.允许零件尺寸和几何参数的变动量就称为公差.互换性课按其互换程度,分为完全互换和不完全互换.公差标准分为技术标准和公差标准,技术标准又分为国家标准,部门标准和企业标准.第一章圆柱公差与配合基本尺寸是设计给定的尺寸。
实际尺寸是通过测量获得的尺寸.极限尺寸是指允许尺寸变化的两个极限值,即最大极限尺寸和最小极限尺寸。
最大实体状态是具有材料量最多的状态,此时的尺寸是最大实体尺寸。
与实际孔内接的最大理想轴的尺寸称为孔的作用尺寸,与实际轴外接的最小理想孔的尺寸称为轴的作用尺寸。
尺寸偏差是指某一个尺寸减其基本尺寸所得的代数差。
尺寸公差是指允许尺寸的变动量。
公差=|最大极限尺寸—最小极限尺寸|=上偏差—下偏差的绝对值配合是指基本尺寸相同的,相互结合的孔与轴公差带之间的关系。
间隙配合:孔德公差带完全在轴的公差带上,即具有间隙配合。
间隙公差是允许间隙的变动量,等于最大间隙和最小间隙的代数差的绝对值,也等于相互配合的孔公差与轴公差的和。
过盈配合,过渡配合T=ai,当尺寸小于或等于500mm时,i=0.45+0。
001D(um),当尺寸大于500到3150mm时,I=0.004D+2。
1(um).孔与轴基本偏差换算的条件:1。
在孔,轴为同一公差等级或孔比轴低一级配合2。
基轴制中孔的基本偏差代号与基孔制中轴的基本偏差代号相当3。
保证按基轴制形成的配合与按基孔制形成的配合相同。
通用规则,特殊规则例题基准制的选用:1。
一般情况下,优先选用基孔制。
2。
与标准件配合时,基准制的选择通常依标准件而定.3。
为了满足配合的特殊需要,允许采用任一孔,轴公差带组合成配合。
公差等级的选用:1。
对于基本尺寸小于等于500mm的较高等级的配合,由于孔比同级轴加工困难,当标准公差小于等于IT8时,国家标准推荐孔比轴低一级相配合,但对标准公差大于IT8级或基本尺寸大于500mm的配合,由于孔德测量精度比轴容易保证,推荐采用同级孔,轴配合。
互换性与测量技术基础14.一般配合尺寸的公差等级范围为( C )。
A .IT1~IT7 B .IT2~IT5 C .IT5~IT13 D .IT8~IT14 5.当相配孔、轴既要求对准中心,又要求装拆方便时,应选用( C )。
A .间隙配合B .过盈配合C .过渡配合D .间隙配合或过渡配合 6.形位公差带的形状决定于( D )A .形位公差特征项目B .形位公差标注形式C .被测要素的理想形状D .被测要素的理想形状、形位公差特征项目和标注形式7.在图样上标注形位公差要求,当形位公差前面加注Φ时,则被测要素的公差带形状应为( B )。
A .两同心圆 B .圆形或圆柱形 C .两同轴线圆柱面 D .圆形、圆柱形或球形 8.径向全跳动公差带的形状和( C )公差带的形状相同。
A .同轴度 B .圆度 C .圆柱度 D .位置度9.某实际被测轴线相对于基准轴线的最近点距离为0.04mm ,最远点距离为0.08mm ,则该实际被测轴线对基准轴线的同轴度误差为( D )。
A .0.04mm B .0.08mm C .0.012mm D .0.16mm 12.尺寸公差与形位公差采用独立原则时,零件加工后的实际尺寸和形位误差中有一项超差,则该零件( B )。
A .合格 B .尺寸最大 C .不合格 D .变形最小 14.被测要素的尺寸公差与形位公差的关系采用最大实体要求时,该被测要素的体外作用尺寸不得超出( D )。
A .最大实体尺寸 B .最小实体尺寸 C .实际尺寸 D .最大实体实效尺寸 15.如果某轴一横截面实际轮廓由直径分别为Φ40.05mm 和Φ40.03mm 的两个同心圆包容而形成最小包容区域,则该横截面的圆度误差为( C )。
A .0.02mmB .0.04mmC .0.01mmD .0.015mm21.某滚动轴承的内圈转动、外圈固定,则当它受方向固定的径向负荷作用时,外圈所受的是( A )。
作业(3-3)尺寸的公差、配合与检测一、填空题1.孔、轴的ES<ei的配合属于过盈配合,EI>es的配合属于间隙配合。
2.孔、轴的ES=ei的配合属于过盈配合,ES=es的配合属于配合,EI=ei 的配合属于配合。
3.φ50的基孔制的孔轴配合,已知其最小间隙为0.05mm,则轴的上偏差为-0.05 mm。
4.孔轴配合的最大过盈为-40μm,配合公差为60μm,可以判断该配合属于过渡配合。
5.国家标准对未注公差尺寸规定的4个公差等级是精密及、中等级、粗糙级、最粗级。
某一正方形轴,边长为25mm,今若按IT14确定其公差,则其上偏差为+0.2 mm,下偏差为-0.2 mm。
二、选择题1.以下各组配合中,配合性质相同的有()A.φ30H7/f6和φ30H8/p7 B.φ30P8/h7和φ30H8/p7C.φ30M8/h7和φ30H8/m7 D.φ30H8/m7和φ30H7/f62.下列配合中,配合公差最小的是()A.φ30H7/g6 B.φ30H8/g7 C.φ30H7/u6 D.φ100H7/g6 3.决定配合公差带大小的有( C )A.标准公差B.基本偏差C.配合公差D.极限间隙或极限过盈4.关于配合公差,下列说法中错误的是( A )A.配合公差反映了配合的松紧程度B.配合公差是对配合松紧变动程度所给定的允许值C.配合公差等于相配的孔轴公差之和D.配合公差等于极限盈隙的代数差的绝对值5.在常用配合中,公差等级为IT8的孔可与()的轴配合。
A.IT9 B.IT8 C.IT7 D.IT6三、综合题:说明下列配合符号所表示的配合制,公差等级和配合类别(间隙配合、过渡配合或过盈配合),并查表计算其极限间隙或极限过盈,画出其尺寸公差带图.1) φ25H7/g6 2)φ40K7/h6 3)φ15JS8/g7 4)φ50S8/h8作业(3-4) 尺寸的公差、配合与检测一、填空题12.公称尺寸相同的轴上有几处配合,当两端的配合要求紧固而中间的配合要求较松时,制的配合。
1.设某配合的孔径为027.0015+φ,轴径为016.0034.015--φ,试分别计算其极限尺寸、极限偏差、尺寸公差、极限间隙(或过盈)、平均间隙(或过盈)和配合公差,并画出尺寸公差带图与配合公差带图。
解:(1)极限尺寸:孔:D max =φ15.027 D min =φ15轴: d max =φ14.984 d min =φ14.966(2)极限偏差:孔:ES=+0.027 EI=0轴:es= -0.016 ei= -0.034(3)尺寸公差:孔:T D =|ES-EI|=|(+0.027)-0|=0.027轴:T d = |es-ei|=|(-0.016)-(-0.034)|=0.018(4)极限间隙:X max = ES -ei=(+0.027)-(-0.034)=+0.061X min = EI -es=0-(-0.016)=+0.016平均间隙 ()0385.021min max +=+=X X X av(5)配合公差:T f = T D + T d =0.027+0.018=0.045(6)尺寸公差带和配合公差带图,如图所示。
2.设某配合的孔径为005.0034.045+-φ,轴径为0025.045-φ,试分别计算其极限尺寸、极限偏差、尺寸公差、极限间隙(或过盈)及配合公差,画出其尺寸公差带图与配合公差带图,并说明其配合类别。
解:(1)极限尺寸:孔:D max =φ45.005 D min =φ44.966轴: d max =φ45 d min =φ44.975(2)极限偏差:孔:ES=+0.005 EI=-0.034轴:es= 0 ei= -0.025(3)尺寸公差:孔:T D =|ES-EI|=|(+0.005)-(-0.034)|=0.039轴:T d = |es-ei|=|0-(-0.025)|=0.025(4)极限间隙:X max = ES -ei=(+0.005)-(-0.025)=+0.030Y min = EI -es=-0.034-0=-0.034(5)配合公差:T f = T D + T d =0.039+0.025=0.064(6)尺寸公差带和配合公差带图如图所示,它们属于过度配合如图所示。