车削加工路径、切削参数选择共23页
- 格式:ppt
- 大小:1.89 MB
- 文档页数:23

车削加工操作中切削用量的选择摘要:切削用量的选择关系到能否合理使用刀具与机床,对保证加工质量、提高生产效率和经济效益,都具有很重要的意义。
本文介绍在粗车、半精车和精车时,如何正确和合理地选用切削深度、进给量和切削速度。
关键词:切削用量切削深度进给量切削速度切削用量是度量主运动和进给运动大小的参数。
它包括切削深度、进给量和切削速度。
切削用量的选择关系到能否合理使用刀具与机床,对保证加工质量、提高生产效率和经济效益,都具有很重要的意义。
合理地选择切削用量是指在工件材料、刀具材料和几何角度及其他切削条件已经确定的情况下,选择切削用量三要素中的最优化组合来进行切削加工。
选择切削用量,不仅对切削阻力、切削热、积屑瘤、工件的加工精度、表面粗糙度有很大的影响,而且还与提高生产率,降低生产成本有密切的关系。
虽然加大切削用量对提高生产效率有利,但过分增加切削用量却会增加刀具磨损,影响工件质量,甚至会撞坏刀具,产生“闷车”等严重后果,所以应合理选择切削用量。
合理的切削用量应在保证安全生产,不发生人身、设备事故,保证工件加工质量的前提下,能充分地发挥机床的潜力和刀具的切削性能,在不超过机床的有效功率和工艺系统刚性所允许的额定载荷的情况下,尽量选用较大的切削用量。
一、粗车时切削用量的选择粗车时,加工余量较大,我们主要应考虑尽可能提高生产效率和保证必要的刀具寿命。
由于切削温度对刀具磨损影响最大,切削速度增大,导致切削温度升高,刀具磨损加快,刀具使用寿命明显下降,这是不希望发生的。
所以我们应首先选择尽可能大的进给量,然后再选取合适的切削深度,最后在保证刀具经济耐用度的条件下,尽可能选用较大的切削速度。
1.选用切削深度切削深度应根据工件的加工余量和工艺系统的刚性来选择。
(1)在保留半精加工余量和精加工余量后,应尽量将剩下的余量一次切除,以减小走刀次数。
(2)若总加工余量太大时,一次切除所有余量将会引起机床明显的振动,还会导致刀具强度和机床功率不能承受,这时就应分两次或多次进刀,第一次进刀的深度应选得大一些。
常用材料机械加工切削参数推荐表共 26 页2015年9月目录1 切削用量选定原则 ........................................2 车削加工切削参数推荐表 ..................................2.1 车削要素..............................................2.2 车削参数.............................................3 铣削加工切削参数推荐表 ..................................3.1 铣削要素..............................................3.2 铣削参数..............................................4 磨削加工切削参数推荐表 ..................................4.1 磨削要素 (23)4.2 平面磨削..............................................4.3 外圆磨削..............................................4.4 内圆磨削..............................................1 切削用量选定原则选择机械加工切削用量就是指具体确定切削工序的切削深度、进给量、切削速度及刀具耐用度。
选择切削用量时,要综合考虑生产率、加工质量和加工成本。
从切削加工生产率考虑:切削深度、进给量、切削速度中任何一个参数增加一倍,都可提高生产率一倍。
从刀具耐用度考虑:应首先采用最大的切削深度,再选用大的进给量,然后根据确定的刀具耐用度选择切削速度。
从加工质量考虑:精加工时,采用较小的切削深度和进给量,采用较高的切削速度。
刀具及切削参数选择在进行切削加工时,刀具及切削参数的选择是非常重要的。
刀具的选择取决于工件的材料、加工方式和所需的加工质量,而切削参数的选择则直接影响到切削效率、加工质量和工具寿命。
下面将详细介绍刀具及切削参数的选择要点。
首先,刀具的选择应根据工件的材料来确定。
不同材料的硬度、耐磨性和塑性等性质会对刀具的选择产生影响。
常用的刀具材料有高速钢、硬质合金和陶瓷等。
高速钢刀具适用于切削低硬度的材料,如铸铁、铝等。
硬质合金刀具具有较好的耐磨性和硬度,适用于切削高硬度材料,如钢和钛合金等。
陶瓷刀具具有良好的高温硬度和耐磨性,适用于切削高硬度和高温材料。
其次,根据加工方式来选择刀具的类型。
常见的刀具类型有立铣刀、立铣刀、钻头、螺纹刀和车刀等。
立铣刀适用于平面和立面的铣削加工。
立铣刀适用于开槽和切割加工。
钻头适用于孔加工。
螺纹刀适用于螺纹加工。
车刀适用于车削加工。
再次,切削参数的选择要考虑切削效率、加工质量和刀具寿命的平衡。
常见的切削参数有切削速度、进给速度和切削深度等。
切削速度是刀具切削的线速度,影响切削热的产生和刀具寿命。
一般来说,当工件材料硬度较高时,切削速度应适当降低。
进给速度是工件在单位时间内移动的距离,影响切削力和加工质量。
一般来说,较高的进给速度可以提高切削效率,但过高的进给速度会增加切削力和工具磨损。
切削深度是刀具在每次切割时进入工件的距离,影响切削力和切削热的产生。
较大的切削深度可以提高切削效率,但会增加切削力和工具磨损。
此外,还应考虑冷却润滑剂的选择和使用。
合适的冷却润滑剂可以降低切削热的产生,减小工具磨损,提高加工质量。
综上所述,刀具及切削参数的选择需要考虑工件材料、加工方式和所需加工质量。
合理选择刀具类型和切削参数可以提高切削效率、加工质量和工具寿命。
在实际应用中,还需要根据具体情况进行调整和优化。
第二章 金属切削过程2-1 什么是切削用量三要素?在外圆车削中,它们与切削层参数有什么关系? 答:切削用量三要素是指切削速度v 、进给量f 、背吃刀量a p (切削深度)。
在外圆车削中,它们与切削层参数的关系是:sin /sin D rD p r D ph f b a A fa κκ===切削层公称厚度: 切削层公称宽度: 切削层公称横截面积:2-2 确定外圆车刀切削部分几何形状最少需要几个基本角度?试画图标出这些基本角度。
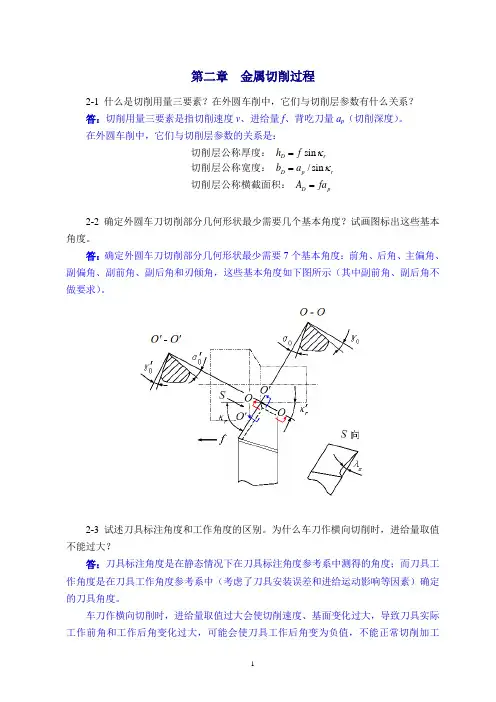
答:确定外圆车刀切削部分几何形状最少需要7个基本角度:前角、后角、主偏角、副偏角、副前角、副后角和刃倾角,这些基本角度如下图所示(其中副前角、副后角不做要求)。
2-3 试述刀具标注角度和工作角度的区别。
为什么车刀作横向切削时,进给量取值不能过大?答:刀具标注角度是在静态情况下在刀具标注角度参考系中测得的角度;而刀具工作角度是在刀具工作角度参考系中(考虑了刀具安装误差和进给运动影响等因素)确定的刀具角度。
车刀作横向切削时,进给量取值过大会使切削速度、基面变化过大,导致刀具实际工作前角和工作后角变化过大,可能会使刀具工作后角变为负值,不能正常切削加工2-4 刀具切削部分的材料必须具备哪些基本性能?答:(P24)(1) 高的硬度和耐磨性;(2) 足够的强度和韧性;(3) 高耐热性;(4) 良好的导热性和耐热冲击性能;(5)良好的工艺性。
2-5 常用的硬质合金有哪几类?如何选用?答:(P26)常用的硬质合金有三类:P类(我国钨钴钛类YT),主要用于切削钢等长屑材料;K类(我国钨钴类YG),主要用于切削铸铁、有色金属等材料;M类(我国通用类YW),可以加工铸铁、有色金属和钢及难加工材料。
2-6 怎样划分切削变形区?第一变形区有哪些变形特点?答:切削形成过程分为三个变形区。
第一变形区切削层金属与工件分离的剪切滑移区域,第二变形区前刀面与切屑底部的摩擦区域;第三变形区刀具后刀面与已加工表面的摩擦区域。
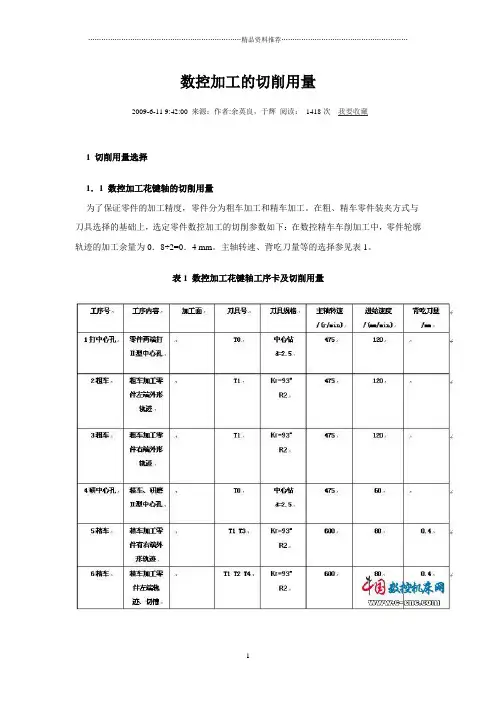
数控加工的切削用量2009-6-11 9:42:00 来源:作者:余英良,于辉阅读:1418次我要收藏1 切削用量选择1.1 数控加工花键轴的切削用量为了保证零件的加工精度,零件分为粗车加工和精车加工。
在粗、精车零件装夹方式与刀具选择的基础上,选定零件数控加工的切削参数如下:在数控精车车削加工中,零件轮廓轨迹的加工余量为0.8÷2=0.4 mm。
主轴转速、背吃刀量等的选择参见表1。
表1 数控加工花键轴工序卡及切削用量1.2 数控加工轴承座的切削用量为了保证零件的加工精度,零件分为粗车加工和精车加工。
在粗、精车零件装夹方式与刀具选择的基础上,选定零件数控加工的切削参数如下:在数控精车车削加工中,零件轮廓轨迹的加工余量为0.8÷2=0.4 mm。
主轴转速、背吃刀量等的选择参见表2。
表2 数控加工轴承座工序卡及切削用量2 相关内容概述金属切削加工的目的,就是用各种类型的金属切削刀具把J:件毛坯上的多余部分从毛坯上剥离开来,得到图样所要求的零件形状和尺寸。
图1 车削加工中切削用量nextpage 2.1 切削用量切削用量是指机床在切削加工时的状态参数。
切削用量包括切削速度、进给速度和背吃刀量。
参见图1。
2.1.1 切削速度切削刃上的切削点相对于工件运动的瞬时速度称为切削速度。
切削速度的单位为m/min。
切削速度与机床主轴转速之问进行转换的关系为:(1)2.1.2 进给速度是刀具在单位时间内沿进给方向上相对于工件的位移量,单位为mm/min。
2.1.3 背吃刀量己加工表面和待加工表面之问的垂直距离。
背吃刀量的计算公式为:(2)式(1)、式(2)中n为主轴(工件)转速,d为工件直径,dω、dm见图1。
在切削加工中,切削速度、进给速度和背吃刀量3个参数是相互关联的。
粗加工中,为提高效率,一般采用较大的背吃刀量。
此时切削速度和进给速度相对较小;在半精加工和精加工阶段,一般采用较大的切削速度、较小的进给量和背吃刀量,以获得较好的加工质量。
国家职业教育机械制造技术专业教学资源库车削薄壁工件时车刀的几何参数及切削用量选择一、车刀的几何参数选择在薄壁工件的车削过程中,合理的车刀几何角度对车削时切削力的大小,产生的热变形、工件表面的粗糙度值都有较大的影响。
车刀前角的大小,决定着切削变形与车刀锋利程度。
前角大,切削变形和摩擦力减小,切削力减小,使切削变形小,切屑容易流出。
但前角太大,会使车刀的楔角减小,车刀的强度降低,车刀散热差,加快车刀的磨损。
若车刀的后角增大,则可减少后刀面与工件之间的摩擦,切削力也相应减小,工件不易产生热变形。
但后角过大时,车刀的强降低。
总之,在车削薄壁工件时,要求刀柄的刚度要求高,车刀的修光刃不易过长(一般取O.2~O.3mm),刃口要锋利。
在车刀的角度选取方面遵循以下原则:1、选用较大的主偏角,增大主偏角可减小主切削刃参加工作的长度,并有利于减小径向切削分力。
2、适当增大副偏角,可以减少副切削刃与工件之间的摩擦,从而减少切削热,有利于减小工件热变形。
3、前角适当增大,应尽量使车刀锋利,切削轻快,排屑顺畅,促使减小切削力和切削热。
4、刀尖圆弧半径要小。
车刀的几何参数可参考下列要求:1、外圆精车刀。
Κr = 90°~93°,Κ′r = 15°,a o = 14°~16°,a o1= 15°,γ0适当增大。
2、内孔精车刀。
Κr = 88°~90°,Κ′r = 10°~15°,γ0 = 10°~15°,a o = 14°~16°,a o1= 6°~8°,λs= 5°~6°。
二、切削用量的选择薄壁工件刚度低、易变形,在车削加工过程中切削用量的选择对加工质量影响很大,如果背吃刀量和进给量增大,则切削力增大,工件变形也增大,对加工质量不利。
如果减小背吃刀量,增大进给量,工件的表面残余面积增大,表面粗糙值加大,对加工质量也不利。
切削用量的选择原则数控机床加工的切削用量包括切削速度V c (或主轴转速n)、切削深度a p和进给量f,其选用原则与普通机床基本相似,合理选择切削用量的原则是:粗加工时,以提高劳动生产率为主,选用较大的切削量;半精加工和精加工时,选用较小的切削量,保证工件的加工质量。
1. 数控车床切削用量1)切削深度a p在工艺系统刚性和机床功率允许的条件下,尽可能选取较大的切削深度,以减少进给次数。
当工件的精度要求较高时,则应考虑留有精加工余量,一般为0.1~0.5mm。
切削深度ap计算公式:a p=2mw dd式中:d w—待加工表面外圆直径,单位mmd m—已加工表面外圆直径,单位mm.2)切削速度Vc①车削光轴切削速度V c光车切削速度由工件材料、刀具的材料及加工性质等因素所确定,表1为硬质合金外圆车刀切削速度参考表。
切削速度Vc计算公式:Vc=式中:d—工件或刀尖的回转直径,单位mmn—工件或刀具的转速,单位r/min表1 硬质合金外圆车刀切削速度参考表工件材料热处理状态a p=0.3~2mm a p=2~6mm a p=6~10mmf=0.08~0.3mm/r f=0.3~0.6mm/r f=0.6~1mm/rVc/m·min-1Vc/m·min-1Vc/m·min-1低碳钢易切热轧140~180100~12070~90钢热轧130~16090~11060~80中碳钢调质100~13070~9050~70热轧100~13070~9050~70合金工具钢调质80~11050~7040~60工具钢退火90~12060~8050~70HBS<19090~12060~8050~70灰铸铁HBS=190~22580~11050~7040~60高锰钢10~20铜及铜合金200~250120~18090~120铝及铝合金300~600200~400150~200铸铝合金100~18080~15060~100注:表中刀具材料切削钢及灰铸铁时耐用度约为60min。
课时授课教案/ 学年第期课程名称:数控加工工艺授课班级:(三专)数控01-1、2授课时间:第周星期第节课题:车刀的选择、进给路线选择教学目的:掌握刀具的选择了解进给路线选择掌握切削用量的选择重点、难点:车刀的选择、进给路线选择使用教具:课件课后作业: 1课后记录:年月日授课主要内容一、刀具的选择1.车刀和刀片的种类由于工件材料、生产批量、加工精度以及机床类型、工艺方案的不同,车刀的种类也异常繁多。
根据与刀体的联接固定方式的不同,车刀主要可分为焊接式与机械夹固式两大类。
l)焊接式车刀将硬质合金刀片用焊接的方法固定在刀体上称为焊接式车刀。
这种车刀的优点是结构简单,制造方便,刚性较好。
缺点是由于存在焊接应力,使刀具材料的使用性能受到影响,甚至出现裂纹。
另外,刀杆不能重复使用,硬质合金刀片不能充分回收利用,造成刀具材料的浪费。
根据工件加工表面以及用途不同,焊接式车刀又可分为切断刀、外圆车刀、端面车刀、内孔车刀、螺纹车刀以及成形车刀等。
2)机夹可转位车刀如图所示,机械夹固式可转位车刀由刀杆l、刀片2、刀垫3以及夹紧元件4组成。
刀片每边都有切削刃,当某切削刃磨损钝化后,只需松开夹紧元件,将刀片转一个位置便可继续使用。
焊接式车刀的种类1—切断刀2—90°左偏刀3—90°右偏刀4—弯头车刀5—直头车刀6—成形车刀7—宽刃精车刀8—外螺纹车刀9—端面车刀10—内螺纹车刀11—内槽车刀12—通孔车刀13—盲孔车刀机械夹固式可转位车刀的组成1—刀杆2—刀片3—刀垫4—夹紧元件刀片是机夹可转位车刀的一个最重要组成元件。
按照国标GB2076-87,大致可分为带圆孔、带沉孔以及无孔三大类。
形状有:三角形、正方形、五边形、六边形、圆形以及菱形等共17种。
图示为常见的几种刀片形状及角度。
2.车刀类型和刀片的选择1)数控车削常用刀具的类型 数控车削用的车刀一般分为三类,即尖形车刀、圆弧形车刀和成型车刀。
(l )尖形车刀 以直线形切削刃为特征的车刀一般称为尖形车刀。
卧式数控车床⼑具及切削参数选择卧式数控车床⼑具及切削参数选择⽬录⼀机卡车⼑的选⽤ (1)⼆孔加⼯⼑具的选⽤ (9)三切断和切槽⼑ (12)四螺纹车⼑ (13)五⼑具材料 (16)六⼑具⼚商 (17)七⼑具⼲涉图 (18)⼋⼑具允许的最⼤转动惯量 (19)数控车床⼑具系统⽐卧车复杂。
要求安装数量多,安装可靠,⾃动换⼑,装卸⽅便迅速还要求切削时间短以提⾼⽣产率。
因此普遍采⽤机卡车⼑。
机卡车⼑是把压制有合理的⼏何参数,在⼀定的切削⽤量范畴内保证卷屑,断屑并有⼏个⼑刃的⼑⽚,⽤机械卡固⽅式装卡在标准⼑体上的⼀种新型⼑具。
它避免了硬质合⾦⼑⽚在焊接中产⽣的种种不良后果,因此能充分发挥⼑⽚材料原有的切削性能,提⾼了车⼑的耐⽤度和切削加⼯的⽣产率.另外⼑体可重复使⽤,能节约⼤量制造⼑体的钢材.还便于使⼑具标准化和集中⽣产,同⼀型号⼑⽚的⼏何形状较⼀致切削效果稳定.有利于提⾼零件加⼯质量,简化了⼑具的管理⼯作.使⽤时,当⼑刃磨损后,只需松开卡紧机构将⼑⽚转⼀个⾓度,不必重磨,⼤⼤缩短了换⼑.磨⼑.装⼑的辅助时间,⽽且可以避免⼑⽚由于重磨⽽造成的缺陷.因此机卡车⼑也叫不重磨车⼑或可转位车⼑。
除不可避免的情况外,为⽤户选⽤的都应该是机卡车⼑。
⼀机卡车⼑的选⽤侧重外表⾯车⼑的选⽤。
内孔车⼑⼤体相同,其特殊性问题另做叙述。
ISO对外表⾯车⼑型号是如下表⽰的,它是国内外⼑具⼚商的统⼀标准。
选⼑⼯作也就是确定型号中的各项内容,按选⼑时考虑问题的⼤体顺序分叙如下:(⼀)⼑⽚形状的选择:外内表⾯车⼑⼑⽚形状关系车⼑类型,它取决于加⼯部位的形状,是选⼑的最重要内容。
它主要涉及⼑具的主偏⾓,⼑尖⾓和有效刃数等。
⼀般来讲⼑尖⾓愈⼤⼑尖强度愈⾼,应尽量采⽤。
但⼑尖⾓⼩⼲涉现象少,适⽤于复杂型⾯,开挖沟槽及下坡的型⾯。
⼑⽚形状甚多,某些⼚家列出⼗⼏种,本⼚实际只⽤过图1所⽰七种,也正是ISO规定的七种基本类型。
图1 图280°菱型⼑⽚C,⽬前是我⼚选⽤最多的。