V法铸造工艺幻灯片
- 格式:ppt
- 大小:3.62 MB
- 文档页数:22
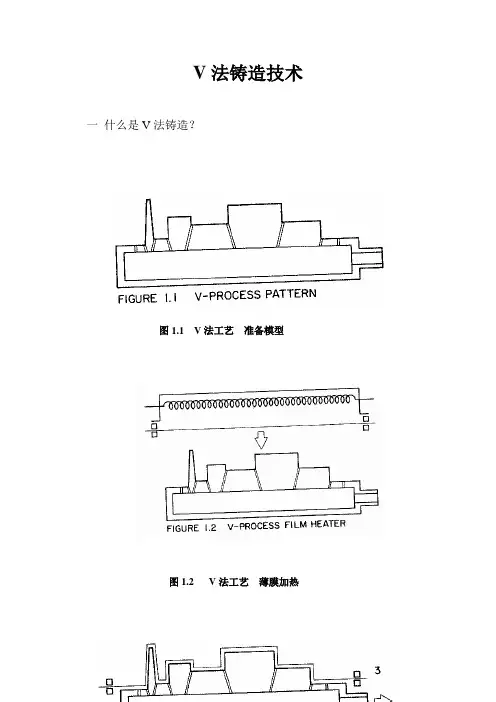
V法铸造技术一什么是V法铸造?图1.1 V法工艺准备模型图1.2 V法工艺薄膜加热图1.3 V法工艺模型抽真空覆面膜、喷涂料图1.4 V法工艺将砂箱放于模型上图1.5 V法工艺将砂子加入砂箱、振实图1.6 V法工艺砂型顶部覆背膜图1.7 V法工艺砂箱抽真空、模型去真空、起模图1.8 V法工艺合箱、浇注图1.9 V法工艺铸件落砂1 V法铸造原理。
V法铸造,也称真空密封造型法或负压造型法,取‘真空’英文字‘Vacuum’的字头,而简称V法。
这种工艺采用不含任何粘结剂的干砂造型,利用塑料薄膜和真空砂箱密封,依靠真空泵形成铸型内外的压力差,使干砂紧实成型,并在负压条件下浇注,待液态金属凝固后,除去真空,砂型溃散,取出铸件。
V法铸造和消失模铸造都是继机械成型和化学成型之后的第三代物理成型方法。
2 V法铸造工艺过程见图1.1——图1.9,九个步骤:1)准备模具。
模具上有透气孔与型板抽气室相连。
2)薄膜加热。
将EV A塑料薄膜放置在烤膜器下加热到软化状态。
3)覆面膜、喷涂料。
是关键工序,通过模具上的透气孔将负压作用于软化的塑料薄膜,使之与模具紧密贴覆;在塑模外喷涂料并烘干。
4)放置砂箱。
将负压砂箱放置在模具上。
5)加砂振实。
加干砂充满砂箱,通过振实台使干砂获得最大密度。
6)覆背膜。
上型将浇口盆与上型直浇道相连,冒口和排气孔要与大气相通;下型只需将砂子刮平覆背膜。
7)砂箱抽真空、起模。
造成砂型内外压差,使干砂得到紧实,同时释放模具抽气室的真空,并通入压缩空气反吹,将砂型与模具分开。
8)合箱。
将上型与下型合箱,准备浇注。
9)浇注、落砂。
浇注时砂型继续抽真空。
铸件冷却定形后,除去真空,砂型溃散,取出铸件。
3 造型材料1)型砂。
石英砂,SiO2含量98%以上,粒度70-150目。
2)塑料薄膜。
○1.薄膜必须没有气泡滴和针孔等缺陷,。
○2薄膜必须有很好的延伸性。
○3.成型后的薄膜不再保留弹性。
○4.薄膜不应与模型粘住。
V法铸造技术一什么是V法铸造?图1.1 V法工艺准备模型图1.2 V法工艺薄膜加热图1.3 V法工艺模型抽真空覆面膜、喷涂料图1.4 V法工艺将砂箱放于模型上图1.5 V法工艺将砂子加入砂箱、振实图1.6 V法工艺砂型顶部覆背膜图1.7 V法工艺砂箱抽真空、模型去真空、起模图1.8 V法工艺合箱、浇注图1.9 V法工艺铸件落砂1 V法铸造原理。
V法铸造,也称真空密封造型法或负压造型法,取‘真空’英文字‘Vacuum’的字头,而简称V法。
这种工艺采用不含任何粘结剂的干砂造型,利用塑料薄膜和真空砂箱密封,依靠真空泵形成铸型内外的压力差,使干砂紧实成型,并在负压条件下浇注,待液态金属凝固后,除去真空,砂型溃散,取出铸件。
V法铸造和消失模铸造都是继机械成型和化学成型之后的第三代物理成型方法。
2 V法铸造工艺过程见图1.1——图1.9,九个步骤:1)准备模具。
模具上有透气孔与型板抽气室相连。
2)薄膜加热。
将EV A塑料薄膜放置在烤膜器下加热到软化状态。
3)覆面膜、喷涂料。
是关键工序,通过模具上的透气孔将负压作用于软化的塑料薄膜,使之与模具紧密贴覆;在塑模外喷涂料并烘干。
4)放置砂箱。
将负压砂箱放置在模具上。
5)加砂振实。
加干砂充满砂箱,通过振实台使干砂获得最大密度。
6)覆背膜。
上型将浇口盆与上型直浇道相连,冒口和排气孔要与大气相通;下型只需将砂子刮平覆背膜。
7)砂箱抽真空、起模。
造成砂型内外压差,使干砂得到紧实,同时释放模具抽气室的真空,并通入压缩空气反吹,将砂型与模具分开。
8)合箱。
将上型与下型合箱,准备浇注。
9)浇注、落砂。
浇注时砂型继续抽真空。
铸件冷却定形后,除去真空,砂型溃散,取出铸件。
3 造型材料1)型砂。
石英砂,SiO2含量98%以上,粒度70-150目。
2)塑料薄膜。
○1.薄膜必须没有气泡滴和针孔等缺陷,。
○2薄膜必须有很好的延伸性。
○3.成型后的薄膜不再保留弹性。
○4.薄膜不应与模型粘住。