CKD出货包装作业规范
- 格式:docx
- 大小:56.77 KB
- 文档页数:6


出口伊朗192台CKD订单包装要求及注意事项一、车身及货箱散件运输相关要求:1、包装人员在对侧围运输至K D工厂前,将转运器具提前做好,铺好防锈膜并对放入转运器具中的侧围进行防护,要求防护强度要满足转运过程的安全。
2、包装人员对地板带前围焊接总成运输至KD工厂前,对每一个底板进行防护,要求每个底板与运输车货箱底板接触的位置采用珍珠棉防护。
底板采用绳索捆绑在货箱上,确保安全。
3、其他钣金散件无需转运器具的要求采用珍珠棉防护隔垫,同时采用绳索固定在运输车货箱底板上。
二、主要零部件包装要求及注意事项:1、侧围包装:要求每个侧围的需入卡槽位置完全入槽,每个包装单元内部的侧围均匀布局,气相防锈膜采用热封的方式,在对侧围进行二次喷油后严禁在此用手触摸钣金表面,干燥剂要均匀的放置在包装单元内部空间中,同时干燥剂不要与钣金件接触。
2、地板带前围焊接总成:底部采用EV A(50*50)限位防护,第二层两侧横梁位置采用珍珠棉防护,以便于整体高度保持在1250.气相防锈膜采用热封的方式密封,干燥剂均匀分布在包装单元内部空间中,同时确保干燥剂不与钣金件表面接触。
3、翼子板包装:要求翼子板每根支撑横梁与其接触位置采用EV A加垫防护,并将翼子板入槽确保限位牢固,干燥剂均匀布置在包装单元内部空间中,确保干燥剂不与钣金件直接接触,气相防锈膜采用热封的方式密封。
4、前后桥的防护:在对前后桥进行包装时,要求包装器具与零部件直接接触的位置采用胶皮或毛毡隔垫,采用铅丝捆绑的位置套上胶皮管,严禁铅丝与零部件直接接触,造成零部件的表面磨损,对前后桥的两侧制动盘采用气相防锈膜密封防锈。
5、货箱内部放置轻抛纸箱件货箱后板,要求放置的货箱后板采用气相防锈膜包裹防锈,每个工装的每个货箱要单独包装,同时要与轻抛纸箱件隔开,装好轻抛纸箱件后,采用缠绕膜将纸箱件缠绕紧固,确保不移位。

CKD.SKD生产包装规范CKD/SKD生产包装规范CKD/SKD定义散件组装:按照国际通行说法,简称KD(KnockedDown)。
一般而言,KD有三种形式:CKD 、SKD 、DKD 。
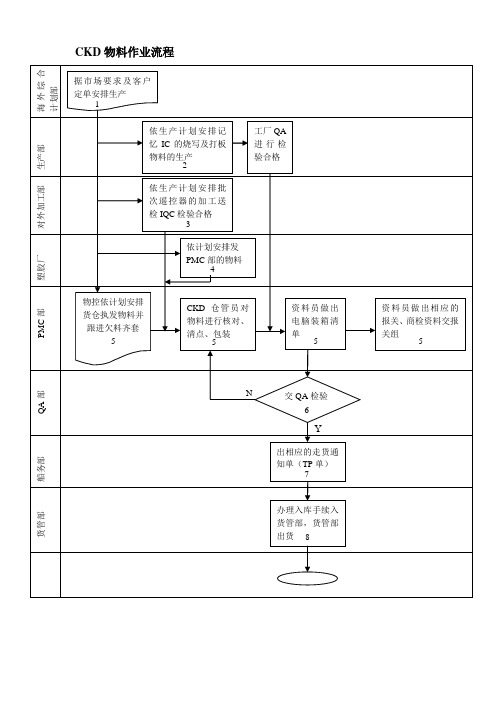
CKD (Complete Knocked Down)为全散件组装SKD (Semi Knocked Down)为半散件组装DKD (Direct Knocked Down)为直接组装目的建立CKD/SKD包装、出货的作业规范,以求CKD/SKD作业时能更清楚方便地将各配套组件按CKD/SKD包装、出货的规范作业,最终达到满足客户之需求.一.范围本作业程序适用于德丰通信公司的CKD/SKD出货二.权责1 PMC负责CKD/SKD的备料,包装.出货等.2 品质负责CKD/SKD的包装/出货的作业规范.3 工厂IQC负责对CKD/SKD来料及出货的检验.三.作业程序及要求1.来料:接收物料核对来料清单,并清点数量。
检查外箱有无破损,纸箱尺寸是否统一规格。
2.来料抽检:按AQL抽样标准进行抽样检验。
抽检开箱不可破坏原箱,如箱内有防水袋的注意不要划破。
物料检验时要轻拿轻放,检验完毕要放回原箱原位以避免短装现象。
3.SKD加工:半成品加工严格按照做业指导书作业4. 装箱:原则上是用来料原箱装箱,如原箱有破损或有拆分过的必须更换箱子。
同一物料尽量装在同一箱内。
物料未满的箱子箱体不可以拆分,必须用气泡袋或纸板填充5. 包装顺序:a)称重(称重须留意同物料同规格的箱重量差别,防止短装。
如单箱要求打围膜的须加0.1G的重量。
不满的箱装入填充物后再称重)b)量长x宽x高c)编箱号/卡板号d)粘贴标签6.封箱:封箱为通用胶带,箱子顶部与底部要以“工”字型封口,箱体的原标贴需去除。
7.单箱围围膜(按订单须求)8.摆放卡板:较重的箱子要放最下层,所有装箱物料需正面朝上。
摆放卡板时不超出卡板,且必须摆放整齐,美观。
不可随意乱放,摆放箱子上下层须要交摆放。
出口货物包装作业规范范文1.概述:规范公司内部出口货物包装作业,采取安全、可靠且低成本的包装方法,从而达到货物安全出口之目的。
2.范围:公司内所有出口货物包装均属之。
3.职责:3.1需求单位:3.1.1提出需求。
3.1.2填写《出口货物托运申请单》交物流规划课。
3.1.3填写《木工维修申请单》交厂务课。
3.1.4托运大型货物(机器设备),事前联系设备维修课及机电组拆下配件与电源。
3.2厂务课:3.2.1木工组依申请单位之《木工维修申请单》制作。
3.2.2如需外协加工且在公司内作业时,请机电协助电、气力供应。
3.3物流规划课:3.3.1负责根据《出口货物托运申请单》确定包装方式。
3.3.2负责联系外协厂商并进行厂商包装能力评估。
3.3.3厂商到公司包装之工作现场监督。
3.3.4公司内施工之有关申请(施工申请、明火作业申请、电力申请等)。
3.3.5包装时各项工作协调(机器移位、吊装等)。
3.4设备维修课:3.4.1负责出口设备之配件拆卸、清点及主机各轴固定。
3.4.2协同物流规划课一同现场监督,以防机器脆弱部分受力。
4.参考文件:4.1《装卸搬运作业规范》4.2《设备退港作业规范》5.作业流程:5.1《出口货物包装作业流程》6.作业内容:6.1总则:6.1.1所有包装必须留有窗口,以方便出口时海关查验,且包装呎寸应控制在普通货柜能安全装入以内,以防增加运输成本。
﹝普通柜:长*宽*高20’580*230*228(cm) 40’1190*230*228(cm)﹞6.1.2根据需求单位之《出口托运申请单》所写之货物目的地、重量、体积确定包装方式,可分为:本公司内部包装,协力厂商木质普通包装,木质包装材料熏蒸后包装,铁质包装。
6.2本公司内部包装:6.2.1由需求单位详细填写《木工维修申请单》,经单位主管签核后,交由厂务课制作。
6.2.2如需求单位无法确定包装方法,可由物流规划课对实物进行测量后拟定包装制作方法,交厂务课制作。

文件編號包裝名稱內箱和外箱包裝包裝出貨作業標准及注意事項圖(一)料卷﹑內﹑外箱條碼標簽 圖(二)無鉛/無鹵標簽 圖(三) 料盤標簽 圖(四)料卷標簽示圖 圖(五、六)標簽示圖 圖(七) 出貨單1﹑圖(一)料卷﹑內﹑外箱條碼標簽 貼於料卷﹑內箱﹑外箱左上角(如圖四、五﹑六)標簽說明:Vendor name:廠名 ﹔ QTY:數量﹔P/O:訂單號﹔D/C:週期﹔LN NO:項次﹔LOT number:工單號﹔ P/N:客戶料號﹔Vendor:廠商代碼﹕MP/N:產品型號﹔CARTON NO. 編碼說明:A、CARTON NO.共計12碼, 前8碼分別是年月日, 流水號按出貨箱數編碼,例如出貨兩箱,第一箱內所有標籤的流水號全部為0001(包含料卷、小箱),第二箱內所有標籤的流水號全部為0002,每次出貨不需要續號(每次更新)。
B、若同時出貨幾個料號, 且每個料號都裝在同一個大箱, 則carton no. 是一樣的,但每個料號均需貼一張外箱標籤;若分不同箱包裝則安上述原則編號。
2、圖(二)無鉛或無鹵標簽貼於料卷﹑內箱﹑外箱右上角(如圖四/五/六)3、圖(三)標籤內容包含: 產品料號/型號/週期/數量/檢驗員/盤號/機台編號/備註/。
一維碼掃描資訊:《1846D101091000》 資訊分解:1846D產品週期;1表示星期一;01091表示當天作業第1091卷產品(所有機台當天流水號統一順序流);000產品特殊碼(針對客戶有特殊要求產品);二維碼內容:產品料號/型號/週期/數量,二維碼掃描資訊:《1138800091||G10RSY-3L||1846D101||340PCS》(二維碼格式為DataMatrix)空白標籤紙尺寸要求:9*6.5cm 備註:1138800091、PGH5610RSY-3 LF、1846D101、340PCS四欄位字體為19號;Inspector檢驗員欄位:字體8號其他欄位字體均為:10號4、出貨WBNT500L產品需出TCP自動化作業的5、外箱CARTON NO. 編碼說明:A、CARTON NO.共計12碼, 前8碼分別是年月日, 流水號按出貨箱數編碼,例如出貨兩箱,第一箱內所有標籤的流水號全部為0001(包含料卷、小箱),第二 箱內所有標籤的流水號全部為0002,每次出貨不需要續號(每次更新)。