五轴联动加工中心后置处理的编写与验证
- 格式:docx
- 大小:37.01 KB
- 文档页数:8
AC双转台五轴联动数控加工中心的后置处理摘要:数控加工技术已经成为现代制造业中不可或缺的一部分,它可以高效地完成各种零部件的加工任务,并且具有高精度、高效率的特点。
AC双转台五轴联动数控加工中心可以完成更加复杂的加工任务,在加工完成后还需要进行后置处理,以保证加工零件的质量和精度。
文章以AC双转台五轴联动数控加工中心为研究对象,研究其后置处理的可行性,以期为多轴设备提供有效保障。
关键字:双转台;五轴联动;后置处理前言在数控编程过程中,前置处理指的是刀位的轨迹计算过程。
基于相对运动这一原理,一般在工件坐标系当中来计算刀位的轨迹,无需将机床结构、指令的格式考虑进去,以使前置处理通用化,保证前后置处理能够各自负责相应的任务。
为了读取最终加工程序,就需要对前置处理得到的刀位数据进行转换,形成机床程序代码,这一过程就是后置处理。
在航空领域,AC双转台五轴联动数控加工中心的后置处理起着重要保障作用,本文主要以AC双转台五轴联动数控加工中心的后置处理展开探究。
1后置处理的概述1.1 概念后置处理属于数控加工和CAM系统间的桥梁,其主要任务就是对CAM软件生成的刀位轨迹进行转化,使其成为符合特定数控系统、机床结构的加工程序。
1.2 主要任务五轴联动数控加工中心的后置处理有着重要的任务,主要是结合机床的控制指令格式、运动结构等要求,对于前置处理所生成的刀位数据文件进行转变,使其成为机床各轴的运动数据,然后,依据控制指令的具体格式,将其进行转换,形成数控加工中心的加工程序。
具体而言,可以将后置处理的任务分为几下几点:①机床运动学转换五轴联动数控编程所生成的刀位数据,通常指的是刀具与工件坐标系相对的刀心具体位置、刀轴矢量数据。
在机床的运动转变下,其主要是依据实际运动结构,对刀位文件当中的数据信息进行转换,使其成为不同运动轴上的数据信息。
②非线性运动误差的校验非线性运动误差的校验是在CAM系统计算刀位数据时进行的,这个系统使用离散直线来近似工件轮廓。

摘要摘要本论文首先从分析刀轨文件和NC代码的格式入手,找出指令的一一对应关系,弄清诸多从建摸到加工过程中的坐标系统,建立5坐标铣削中心坐标转换数学模型,从而实现从刀轨文件提取信息转化为Nc代码的算法。
然后利用VB语言编写出易于操作的功能界面,从而实现了人机对话功能,后置处理软件包括后置处理、工艺系统和仿真三大主要模块,及一些辅助模块。
后置处理模块主要是完成代码的读取及转换和保存;工艺系统是通过对机床刀具,夹具,工件材料,切削参数进行分析,对于不同类型数据之间建立对应关系,使用Access对机床工艺信息建立关系数据库,并通过VB6.0设计可视化界面,两者之间用VB6.0中的数据控件进行绑定,运用SQL语言实现查询,建成一个提供共享的高速铣削加工中心工艺数据库管理系统,补充了后置处理软件的功能;仿真是通过数控加工仿真软件VERlcuT5.3,对CLSF文件进行仿真,看其是否产生过切现象,也可以对转化好的NC文件进行仿真设置。
最后,通过wATERsON塑料瓶的模具加工实例,先利用UGNX的CAD功能,进行实体建模,完成模具造型;再选择机床夹具使其能在加工中心上进行加工;规划其工艺加工方案,确定切削参数,用UG的CAM生成CLSF文件,对CLSF文件进行仿真,通过本软件的后处理之后形成NC文件。
关键词:后置处理坐标转换工艺数据库仿真UGAbstractABSTRACTThepaperisincludedthefollowingparts.Firstly,theformatofCLSFandNCshouldbeanalyzed,thearithmeticofconversionbetweentheCLSFandNCshouldbesetup.Secondly,theinterfacetendingtooperateshouldbecompiledbyVB.Itisincludedthreemainparts,post-process,technicssystem,andemulation.Read,conversion.andsavingoftheCLSFiscarriedoutinthepost-processpart;Thecuttingtool,thefixture,themoldmaterial,andthecuttingparameterarefirstlyanalyzed,thentherelationsamongthema托found,atlastthedatabaseshouldbebuiltbyAccess.Thedatabetween也eAccessandVBiSconnectedtocompletethedatainquireandmodificationbySQLruleofVB.Sothetechnicsdatabasemanagementsystemattachedthefunctionofthepost-processtechnologyshouldbefinishedinthetechnicssystempart.TheCLSFshouldbeemulatedandcheckedwhetherover-cuttingisoccurredbyVERICUT5.3,inaddition,thefinishedNCmaybeconfiguredandemulated..Finally,themoldofaplasticbottleismade船asample.First.itisformedwithUGNXCAD.Thenafixture,thecuttingtool,andmoldmaterialshouldbeanalyzedandselectedforthemoldmachininginthemachiningcenter.Afterthecuringparametersshouldbecalculated.theCLSFisexportedbyCAM.TheCLSFshouldbeemulatedbyVERICUT5.3.AtlasttheCLSFprogramisconvertedtotheNCbyTJPPl.0.KeyWords:post-process,coordinateconversion,technicsdatabase,UGⅡ声明本人郑重声明:本论文是在导师的指导下,独立进行研究工作所取得的成果,撰写成博士/硕士学位论文竺基王卫g盟圣的墨毡珐塾直运继堂4加工生!坠厦量处理筮往丝班筮”o除论文中已经注明引用的内容外,对论文的研究做出重要贡献的个人和集体,均已在文中以明确方式标明。
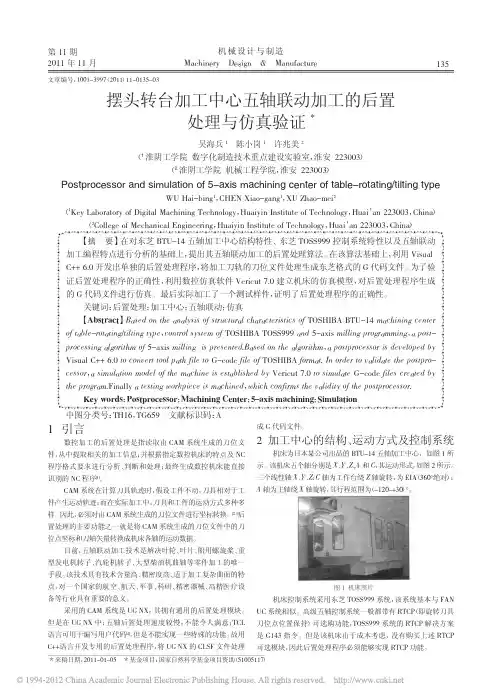
组合机床与自动化加工技术Modular Machine Tool & Automatic Manufacturing TechinnueNo.5May 2021第5期2021年5月文章编号 #1001 -2265(2021)05 -0146 -03DOI : 10.13462/j. cnki. mmtamt. 2021.05.034双摆头五轴联动加工中理仿真与优化**收稿日期:2020-06 - 17 ;修回日期:2020-07 -14*基金项目:科研计划(17JK0402);西安航空职业技术学院2017年度科研计划 (17XHZH-016)作者简介:(1981—),男,,西安航空职业技术学 授,工学 ,研究方向为计算机辅助设计与制造、数控加工技术,(E-mail)xgfo@ 163. com.佛新岗(西安航空职业技术学院,西安710089%摘要:为了提升数控机床加工的综合效能,基于UG 软件开发了 WALDRIEH COBUR 五轴联动龙门加工中心机床配套的Heidenhain530数控 用后处理程序。
以航空叶轮为载体,通过VERICUT 软件构建了虚拟机床模型,并对后处理输出的NC 程序进行了验证 化。
实 :优化后的NC 程序加工进 更加合理,减少了刀具磨损,降低了 成本,同时提高了加工 和质量,具有较的实践应用价值。
关键词:双摆头;后置处理;VERIUT ;虚拟机床;优化中图分类号:TH133 :TG71 文献标识码:ASimulation and Optimization of Post-Processing of 5-Axis Machining Center with Dual Rotary HeadsFO Xin-gang(Xi'an Aeronautical Vocation and Technical Co/eye , Xi'an 710089 , China )Abstrad;: In order W improve We comprehensive efficiency of NC machine tools , the special post proces s ing program for Heidenhain 530 NC system is developed with UG software , which is used in WALDRICH COBUR 5 -axis machining center. Taking the aviation imp —ler as We carrier , the virWal machine tool mod- e3isconstructed by VERSCUTsoftware , and the NC program outputby post-proce s ing wasverified and optimi eed. The practice shows that the optimi eed NCprogram proce s ing feed rateismorereasonab e , re ducing too3wear , reducing production costs , whieimproving theproce s ing e f iciency and quaity , with good practica3app ication va3ue.Key wors : dual rotary heads ; post processing ; VERICUT ; virtual machine tool ; optimization0引言着航空航天、汽车、国防工业、 、模具等行业的快速 ,机 产品的 设计越来越复杂,同 对工效率和质量提出了 的 ,特别是空间复杂曲面 工难度不 , 联数控加工中在这一 得到了广泛应用。
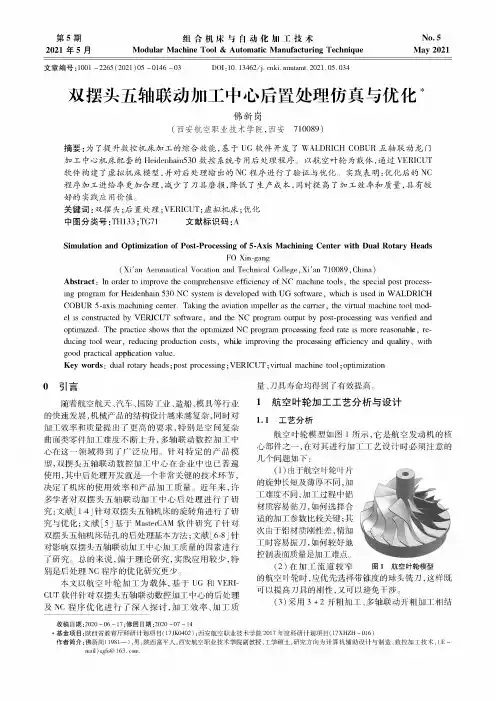
五轴数控加工3D刀具补偿及其后置处理方法全文共四篇示例,供读者参考第一篇示例:随着制造业技术的不断进步,数控加工技术已经成为制造业中不可或缺的重要环节。
而在数控加工中,五轴数控加工技术由于其能够完成更为复杂、精密的加工工艺,受到了越来越多制造企业的青睐。
在五轴数控加工中,3D刀具补偿是一个至关重要的环节,它能够帮助提高加工质量和效率。
本文将从五轴数控加工3D刀具补偿的基本原理、常用方法以及后置处理方法等方面进行介绍。
一、五轴数控加工3D刀具补偿的基本原理1.1 3D刀具补偿的概念3D刀具补偿是指在数控加工过程中,通过对刀具轨迹进行补偿,使得实际加工轨迹与设计轨迹保持一致,从而达到精确加工的目的。
在五轴数控加工中,由于加工对象通常是复杂曲面或立体结构,因此需要对刀具轨迹进行三维补偿,以确保加工精度。
1.2 刀具轨迹误差的原因在五轴数控加工中,刀具轨迹误差主要受到机床动态响应、刀具偏心、刀具长度变化等因素的影响。
这些因素会导致实际加工轨迹偏离设计轨迹,从而影响加工精度和表面质量。
在实际加工中,通过对刀具轨迹进行3D补偿,可以对刀具偏差、刀具长度变化等进行校正,从而使实际加工轨迹更加接近设计轨迹。
常用的方法包括刀具半径补偿、刀尖补偿、刀具长度补偿等。
刀具半径补偿是指通过对刀具轨迹进行半径方向的补偿,以校正刀具切削半径偏差。
在五轴数控加工中,刀具通常以不同的姿态进行切削,因此需要根据刀具当前姿态对刀具轨迹进行三维补偿。
刀具半径补偿是常用的3D刀具补偿方法之一。
2.2 刀尖补偿在数控编程中,对刀具补偿的参数进行正确设置是保证加工质量的关键。
根据刀具类型、刀具位置、加工轨迹等因素,正确设置刀具补偿参数,可以有效提高加工精度和效率。
通过对刀具轨迹进行优化,可以减小刀具加工轨迹误差,提高加工精度。
在五轴数控加工中,刀具轨迹优化是一种常用的后置处理方法,通过对刀具轨迹进行优化,可以有效提高加工质量。
3.3 加工参数优化在实际加工中,调整加工参数也可以对刀具补偿效果进行优化。
【关键字】研究1.绪论1.1数控编程后置处理技术数控加工技术是在数控机床上依靠NC程序进行零件加工的自动化加工方法,具有高效率、高精度与高柔性的特点。
数控加工技术可有效解决复杂、精密和小批多变零件的加工问题,能够充分适应现代化生产的需要。
它是CAD/CAM的加工执行单元,是现代自动化、柔性化及数字化生产加工技术的基础与关键技术。
随着航空、汽车、造船和模具制造等工业的发展,越来越多的复杂曲面应用于工程之中。
包含复杂曲面的大型零件和模具的制造越来越离不开数控机床和数控加工技术。
同时,由于对产品质量和生产效率要求的不断提高,对复杂曲面加工的数控机床性能和相应的数控加工技术也提出了更高的要求。
五坐标联动数控技术是数控技术中难度最大,应用范围最广的技术之一,它集计算机控制、高性能伺服驱动和精密加工技术于一体。
目前,多采用五坐标联动的数控加工方法来完成复杂曲面的加工。
飞机和航空发动机的复杂结构件、船用螺旋桨、泵类叶轮等都是五坐标加工的典型例子。
后置处理技术是随着数控技术、CAD/CAM技术的发展而发展起来的。
最早的数控程序都是手工编制,不存在后置处理问题。
近年来,自动编程CAD/CAM软件取代了手工编程,它具有编程速度快、精度高、稳定性好、更改方便和易于管理等特点,但是自动编程经过刀具轨迹计算产生的刀位数据文件不能被机床识别,需要设法把刀位数据文件转换成数控指令代码,通过通信的方式输入数控机床的数控系统,才能进行零件的数控加工[1]。
因此,要把前置处理产生的刀位数据文件、加工工艺参数与特定的机床特性文件、定义文件相结合,生成指定数控加工设备能够识别的数控加工程序,该过程称为后置处理(post-processing)[2]。
后置处理程序将CAM系统通过机床的CNC系统与机床数控加工紧密结合起来。
随着高档数控加工中心、特殊结构数控机床的不断出现,为其配置和开发合适的后置处理器愈显重要,这对提高数控编程效率、扩大CAD/CAM一体化技术的应用范围具有重要的工程应用价值和实际意义,目前后置处理技术已经成为CAD/CAM技术领域的一个研究热点。
0 引言UG作为一种优秀的CAD/CAM软件,他几乎可以覆盖从设计到加工的方方面面。
利用UG NX CAM加工模块产生刀轨。
但是不能直接将这种未修改过的刀轨文件传送给机床进行切削工件,因为机床的类型很多,每种类型的机床都有其独特的硬件性能和要求,比如他可以有垂直或是水平的主轴,可以几轴联动等。
此外,每种机床又受其控制器(controller)的控制。
控制器接受刀轨文件并指挥刀具的运动或其他的行为(比如冷却液的开关)。
但控制器也无法接受这种未经格式化过的刀轨文件,因此,刀轨文件必须被修改成适合于不同机床/控制器的特定参数,这种修改就是所谓的后处理。
近年来,五轴加工已开始应用到精密机械加工领域,工件一次装夹就可完成五面体的加工。
如配置上五轴联动的高档数控系统,还可以对复杂的空间曲面进行高精度加工。
但五轴机床后置处理因机床具体结构、刀位文件不同。
后置处理所得出的数控程序也不尽相同。
因为五轴加工的后处理非常关键,本人结合自己的实际工作经验,着重谈谈五轴加工中心后处理的制作过程。
1 UG后处理开发方法UG/Post Execute和UG/Post Builder共同组成了UG加工模块的后置处理。
UG的加工后置处理模块使用户可方便地建立自己的加工后置处理程序。
后处理最基本的2个要素就是刀轨数据(Tool Path Data)和后处理器(A Postprocessor)。
利用UG/Post Execute后置处理器进行后处理,有2种方法:①利用MOM(Manufacturing Output Manager),②利用GPM(Graphics Postprocessor Module)。
MOM的工作过程如下:刀轨源文件→Postprocessor→NC机床MOM后处理是将UG的刀轨作为输入,他需要2个文件,一个是Event Handler,扩展名为.tcl,包含一系列指令用来处理不同的事件类型;另一个是Definition File,扩展名为.def,包含一系列机床、刀具的静态信息。
轴联动加工中心后置处理的编写与验证It was last revised on January 2, 2021五轴联动加工中心后置处理的编写与验证五轴联动加工中心后置处理的编写与验证摘要:本文针对瑞士MIKRON UCP710工作台双摆动式五轴联动加工中心机床的运动原理,以及Heidenhain iTNC430控制系统的特点,阐述运用UG软件中后处理工具——UG POSTBUID 3.4.1,定制适合ucp 710五轴后处理的开发思路,并且通过VERICUT模拟软件进行模拟验证成功。
目前成功开发出来的五轴后处理已在本校实训中心MIKRON UCP710五轴机床中得以全面应用,顺利地完成了各种3~5轴的零件加工。
关键词:五轴加工中心 UG Postbuld VERICUT1、任务的来源2001年冬,本中心购置了一台由瑞士MIKRON品牌的五轴联动加工中心,型号为——UCP710。
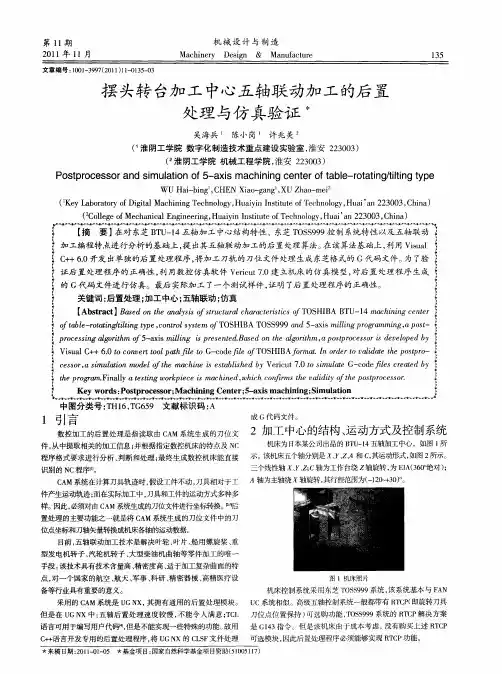
如图1所示,此机床为工作台双摆动结构,(俗称:Table—Table双摆台)。
通过X/Y/Z三个线性轴、定轴A轴的摆动和转动轴C轴的转动实现五轴联动加工。
该机床的控制系统是德国的Heidenhai iTNC 430。
目前,后置处理文件是计算机辅助制造软件中CAM与机床控制系统之间沟通的桥梁,是实现多轴加工的关键之一。
同时本中心现配有CAD/CAM软件——UG,为了让UCP710早日投入到教学与生产加工,我们必须解决后置处理的问题。
现在国内多轴机床后置处理程序的开发已慢慢开始发展,但很多的资源还要通过国外进行技术支持。
即使客户选购能够实现多轴加工编程的软件,但还要额外支付昂贵的后置开发费用才能实现软件与机床的“通讯”。
开发通用的编写后置处理工具软件,可以有效地保证NC程序正确性,提高编程人员的后置处理技术以及效率,还可以把零件加工信息(如图号、工序号、刀具规格、程序加工时间等参数)嵌入NC程序中,提高加工的安全性,增加程序的可读性,减少操作人员的人为加工误差。
0引言在五轴数控铣削加工过程中,CAM 系统产生的刀位数据是没有包括数控系统以及机床相关信息的,后置处理是一种特定的数控加工程序,它的应用能够对刀位数据进行转换,使其能够对五轴数控机床的具体运动加以精准控制。
在零部件的加工质量和加工效率方面,后置处理水平的高低具有直接的决定作用。
与此同时,后置处理水平也影响着五轴数控机床在运行过程中的可靠稳定性。
后置处理过程主要需要对机床的运动数据进行装换,校验非线性运动的误差性,校验刀具的进给速度,以及生成数控加工的程序。
1五轴数控机床概述五轴数控机床是指机床具有五个能够互相联动的运动轴,其中转动轴有两个,平动轴有三个。
如图1所示,XYZ 三个轴是平动轴,ABC 三个轴中绕XYZ 轴进行旋转的任两个轴就是旋转轴,通过右手螺旋法则进行旋转轴正方向和的确定。
五轴数控机床与其他数控加工技术相比,其适用范围非常广泛,而且在具有较高复杂性的曲面型零件的加工过程中,具有非常优异的表现,能够保证零件的加工质量和加工效率。
这是因为五轴数控机床中的回转控制轴有两个,在进行切削的时候,工件和刀具之间的相对位置能够实现最大程度的变化,从而使刀具切削过程中不发生干涉现象实现最理想的切削质量。
根据运动轴配置型式的不同,五轴数控机床分为摆头转台型、双转台型以及双摆头型三种[1]。
摆头转台型的五轴数控机床是基于三轴机床的现有功能,再加上具有更多功能的主轴头实现的,图7滑阀组件的位移曲线五轴数控铣削加工后置处理及其加工编程丘宏岳;唐晓鑫(华南理工大学广州学院机械工程学院,广州510800)摘要:在数控技术中,与三轴加工相比,五轴数控技术的应用在复杂曲面加工过程中具有很高的优势,高性能的五轴数控铣削加工关系到包括导弹、飞机等武器关键零部件的制造水平,因此当前众多国家都对五轴数控加工技术在进行不断地研究提高。
但是由于数控机床的运动复杂性和结构多样性,导致五轴数控加工过程中要实现预期的后置处理以及加工编程效果,会具有比较高的技术难度,对于数控机床的运行效率也产生了比较大的制约。
2007年全国职业培训编号:455优秀教研成果评选活动参评论文五轴联动加工中心后置处理的编写与验证五轴联动加工中心后置处理的编写与验证摘要:本文针对瑞士MIKRON UCP710工作台双摆动式五轴联动加工中心机床的运动原理,以及Heidenhain iTNC430控制系统的特点,阐述运用UG软件中后处理工具——UG POSTBUID 3.4.1,定制适合ucp 710五轴后处理的开发思路,并且通过VERICUT模拟软件进行模拟验证成功。
目前成功开发出来的五轴后处理已在本校实训中心MIKRON UCP710五轴机床中得以全面应用,顺利地完成了各种3~5轴的零件加工。
关键词:五轴加工中心 UG Postbuld VERICUT1、任务的来源2001年冬,本中心购置了一台由瑞士MIKRON品牌的五轴联动加工中心,型号为——UCP710。
如图1所示,此机床为工作台双摆动结构,(俗称:Table—Table双摆台)。
通过X/Y/Z三个线性轴、定轴A轴的摆动和转动轴C轴的转动实现五轴联动加工。
该机床的控制系统是德国的Heidenhai iTNC 430。
目前,后置处理文件是计算机辅助制造软件中CAM与机床控制系统之间沟通的桥梁,是实现多轴加工的关键之一。
同时本中心现配有CAD/CAM软件——UG,为了让UCP710早日投入到教学与生产加工,我们必须解决后置处理的问题。
现在国内多轴机床后置处理程序的开发已慢慢开始发展,但很多的资源还要通过国外进行技术支持。
即使客户选购能够实现多轴加工编程的软件,但还要额外支付昂贵的后置开发费用才能实现软件与机床的“通讯”。
开发通用的编写后置处理工具软件,可以有效地保证NC程序正确性,提高编程人员的后置处理技术以及效率,还可以把零件加工信息(如图号、工序号、刀具规格、程序加工时间等参数)嵌入NC程序中,提高加工的安全性,增加程序的可读性,减少操作人员的人为加工误差。
2、UCP710 post开发的过程目前,常用的后置处理方法主要有以下两种:第一种,利用CAD/CAM软件的通用后置处理模块,定义数控机床的运动方式,通过选取CAD/CAM软件提供的机床标准控制系统,定义某一类型或某台数控机床的后置处理。