磨床加工工艺
- 格式:doc
- 大小:25.50 KB
- 文档页数:2
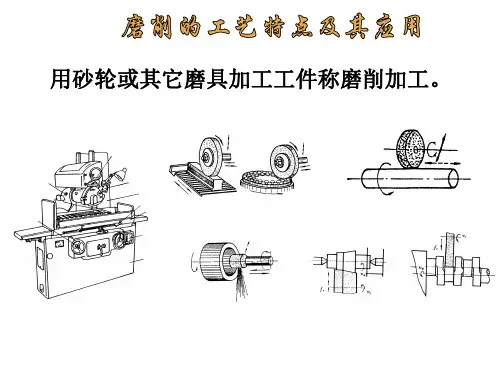
第五节磨削的工艺特点及其应用用砂轮或其他磨具加工工件,称为磨削。
本节主要讨论用砂轮在磨床上加工工件的特点及其应用,磨床的种类很多,较常见的有外圆磨床、内圆磨床和平面磨床等。
作为切削工具的砂轮,是由磨料加结合剂用烧结的方法而制成的多孔物体。
由于磨料、结合剂及制造工艺等的不同,砂轮特性可能差别很大,对磨削的加工质量、生产效率和经济性有着重要影响。
砂轮的特性包括磨料、粒度、硬度、结合剂、组织以及形状和尺寸等。
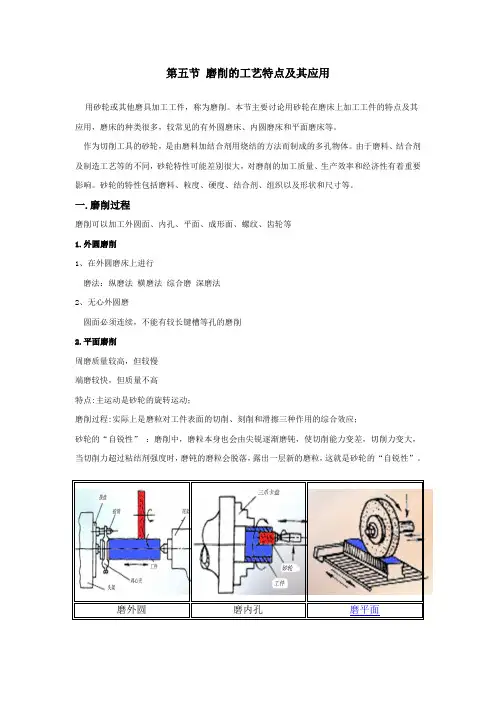
一.磨削过程磨削可以加工外圆面、内孔、平面、成形面、螺纹、齿轮等1.外圆磨削1、在外圆磨床上进行磨法:纵磨法横磨法综合磨深磨法2、无心外圆磨圆面必须连续,不能有较长键槽等孔的磨削2.平面磨削周磨质量较高,但较慢端磨较快,但质量不高特点:主运动是砂轮的旋转运动;磨削过程:实际上是磨粒对工件表面的切削、刻削和滑擦三种作用的综合效应;砂轮的“自锐性” :磨削中,磨粒本身也会由尖锐逐渐磨钝,使切削能力变差,切削力变大,当切削力超过粘结剂强度时,磨钝的磨粒会脱落,露出一层新的磨粒,这就是砂轮的“自锐性”。
磨削往往作为最终加工工序。
砂轮的修整由于砂轮的“自锐性”以及切屑和碎磨粒会阻塞砂轮,在磨削一定时间后,需用金刚石车刀等对砂轮进行修整。
二.磨削的工艺特点磨床的特点:a.使用磨料、磨具(如砂轮、砂带、油石、研磨料等)为工具,进行切削加工。
b.用来加工硬度较高的材料。
c.加工精度高、光洁度高。
d.一般加工余量较小。
工业发达国家,磨床比例高(约30%左右),磨床用于粗、精加工,发展了新型强力磨和高速磨。
三.磨削的应用和发展(一)外圆磨床磨床中所占比例较大的一种,包括万能外圆磨床、外圆磨床、无心外圆磨床。
1.万能外圆磨床万能性好,常用于加工以下几种典型表面。
<1>磨外圆加工所需的运动砂轮主运动 n工件的圆周进给运动 f1工件的纵向进给运动 f2砂轮的横向切入运动 c<2>磨长圆锥面外圆磨床工作台分两层,上工作台相对下工作台调整至一定的角度位置(不超过±7°)机床运动与(1)相同,但工件回转中心线与工作台纵向进给方向不平行,故磨削出来的是圆锥面。
MK8463A×30型高精度数控轧辊磨床技术说明一、机床描述和技术参数机床型号:MK8463A×30型高精度数控轧辊磨床1.1用途这里所提供的是险峰机床厂凭借三十多年制造轧辊磨床的经验,在技术上经过不断开发与研究,最新设计的数控(CNC)轧辊磨床。
它适合高精度磨削金属加工行业、塑料机械及造纸等非金属制造业的工作辊和支承辊。
在本机床上可以完成以下加工作业:-----磨削圆柱形、圆锥形辊面;-----磨削中凸或中凹曲线辊面;-----磨削CVC及任意曲线辊面。
1.2.技术参数最大磨削直径 630mm最小磨削直径 90mm最大项尖距 3000mm工件最大重量 6300Kg工件转速 7-70rpm砂轮线速度 45m/s拖板纵向移动速度 50-3000mm/min砂轮架横向快速移动速度 300mm/min手摇编码器拖板进给量 0.01mln/P手摇编码器磨架进给量 0 .001nun/P连续横进给速度 0.003-1.2 mn/min周期横进给量 0.003-0.12 mm/行程磨架横向最大程 380mm磨削最大中凸(凹)半径量≤l.3mm砂轮规格(外径×宽度×孔径)Φ750×75×305mm中心架支承范围Φ90 -Φ480mm测量装置测量范围Φ90 -0 630mm西门子主轴电机(工件电机) 22Kw西门子主轴电机(砂轮电机) 30Kw机床外形尺寸(长×宽×高)约12900×4300×2400mm机床重量(约) 42000Kg1.3精度与标准a磨削圆柱辊面达到的精度圆度 0.0015mm圆柱度 1000:0.0015m表面粗糙度 Ra0.1μmb磨削中凸或中凹辊面达到的精度(中高量为o.1mm时)辊形误差 1000:0.0015mm表面粗糙度 Ra0.2 μm标准:机床在制造中严格执行等效国际标准的中国国家标准(代号为JB5568-91),该标准是参照ISO和DIN制订的中国机械工具行业标准。
磨床平面加工的工艺
磨床平面加工工艺是一种常见的金属加工工艺,主要用于加工平面表面的精度和光洁度要求较高的工件。
下面是磨床平面加工的一般工艺流程:
1. 工件准备:选择合适的工件材料,并将工件锁定在磨床的工作台上。
2. 选择磨削工具:根据工件的材料和加工要求,选择合适的磨削工具,如砂轮、金刚石磨头等。
3. 磨削前的预处理:对工件进行必要的预处理,如清洁、去除锈蚀等。
4. 初步磨削:根据工件的要求和工艺要求,选择合适的磨削参数,进行初步的磨削操作。
磨削过程中,工件和磨削工具之间应保持适当的接触压力和磨削速度,以确保加工效果。
5. 精细磨削:在初步磨削的基础上,根据要求进一步进行精细磨削操作,以获得更高的精度和光洁度。
6. 检验与修正:在完成磨削后,对工件进行检验,检查加工表面的平整度、尺寸精度和形状等方面的要求是否符合。
如需要,可以对不合格的部分进行修正。
7. 表面处理:在磨削完成后,根据工件的需要,进行表面处理,如抛光、镀铬
等。
以上是磨床平面加工的一般工艺流程,具体的加工工艺还需根据工件的不同要求和磨床设备的特点进行调整和优化。
磨床的制造工艺流程磨床是一种用于金属材料的加工工具,其制造工艺流程通常分为以下几个步骤:设计、材料准备、铸造、机械加工、表面处理和组装。
首先,磨床的制造过程开始于设计。
设计师根据客户需求和市场需求开发出具有创新和竞争力的磨床产品。
设计阶段包含机床结构设计、功能部件设计等多个方面,以确保磨床具有高效、稳定和精确的性能。
接下来,材料准备将进行材料的选择和采购。
根据设计的需要选择合适的材料,通常磨床的机床部分采用高强度铸铁或钢材料,而功能部件则采用高强度合金钢。
材料采购完成后,进行材料的质量检验,以确保材料符合设计要求。
然后,铸造是磨床制造过程中的重要一环。
对于机床的主要结构,采用铸铁材料进行铸造。
这一步骤需要根据设计要求进行铸造模具的制作,并通过熔化铸铁材料、注入模具、冷却和砂芯去除等过程来实现零部件的铸造。
接着,机械加工是磨床制造的核心环节之一。
在机械加工过程中,使用铣床、钻床、磨床和镗床等机床进行零件的精确加工。
该过程包括切削、钻孔、铣削、镗削等工序,通过机器工具和磨具切削和磨削零件,以获得精准的形状和尺寸。
随后,表面处理是为了提高磨床的外观和性能。
常见的表面处理工艺包括喷漆、电镀、抛光和热处理等。
喷漆可以改善产品的外观和防腐性能,而电镀和抛光可以提高产品的表面光洁度和耐磨性。
热处理则可增加材料的硬度和强度,提高磨床的使用寿命。
最后,组装是磨床制造的最后一步。
在组装过程中,将机床和功能部件组合在一起,并进行调试和测试。
组装过程要求工匠们高精度、细致的安装每个零部件,以确保磨床的正常运转。
总结而言,磨床的制造工艺流程包含了设计、材料准备、铸造、机械加工、表面处理和组装等多个步骤。
只有经过严格的工艺流程控制,才能生产出高质量、高性能的磨床产品。
调心滚子轴承外圈沟道磨床操作技术及工艺1.调心滚子轴承外圈滚道磨削方法:范成磨削法主要适用于尺寸较大的调心轴承外沟道的磨削加工,这种磨削方法是通过砂轮端面与滚道表面接触磨削的。
2.磨削应具备的条件是:砂轮轴心线和工件轴心线必须在同一水平面上相互垂直并相交与工件中心3.计算公式:r²=R²-l²公式中r-砂轮半径(mm)R-外滚道直径(mm)l-砂轮端面至工件滚道中心距离(mm)4.范成磨削工作原理:范成磨削时,套圈做旋转运动,砂轮除旋转外,并沿着砂轮旋转轴线做横向进给运动。
磨削后滚道表面成交叉弧面,因此可以降低加工后表面粗糙度。
工作时,砂轮回转轴线和工件回转轴线相垂直,进给运动是由砂轮部件实现的。
砂轮的外径大于工件的宽度。
这种磨削方式较特殊,是靠碗形砂轮端面斜坡边缘进行磨削的,而且在工件表面通常有两条磨削弧形线。
这两条弧线是由砂轮边缘形成的,他们绕工件轴线回转一周,就形成具有网状表面形貌的球面滚道,因此,这种方法获得良好的表面粗糙度。
由于采用砂轮边缘磨削,应此不需要专门的修正器。
而仅靠工人手工修出端面斜坡即可。
若装上专用修整器,并可得到规则的砂轮表面5.沟道磨床的准备工作:测量工具轴承测量仪,标准件,范规等。
根据磨削工件尺寸大小换用合适碗状砂轮,直径在100~150mm 。
砂轮黑棕色,较软,将砂轮轴座固定在电机座左侧,调节皮带轮皮带紧张程度。
砂轮端面垂直平行机头摆架中轴线。
通转扳动摆架机头角度和磨头修整磁极达到对“三心”的目的。
6.磁极修整.将砂轮缓慢贴近磁极端面,锁定液压,旋动手轮,手动左进,用砂轮轴面打光端面,一般修下1~2mm即可。
然后用磁力表测量端面平行差,再印色油贴检查端面贴合情况7.磨削外圈滚道要求沟位置,椭圆,棱圆度,表面粗糙度圆度符合工艺要求,磨到零位。
沟位置在工件正中新,椭圆在0.01um以内,棱圆度在0.01um 以内,表面粗糙度Ra≤0.0025.圆跳动在0.01um以内。
精密机床工艺流程精密机床工艺流程是指在制造精密机床的过程中需要遵循的一系列工艺和流程。
下面就是一个简化的精密机床工艺流程:一、工艺准备1. 确定产品设计要求和规格,并制定相应的工艺文件。
2. 评估和选择适合的材料和加工方法。
3. 检查和准备所有所需的工具和设备。
二、原材料准备1. 准备所需的金属材料,如钢、铝等,并进行材料检查和测试。
2. 将原材料切割成适当的尺寸,以备后续加工使用。
三、加工工艺1. 粗加工:使用铣床、车床等设备对原材料进行粗加工,去除多余的材料,并形成初步的外形。
2. 热处理:根据工艺要求,对零件进行热处理,以改善材料的硬度、强度等性能。
3. 精加工:使用磨床、磨削机等设备对零件进行精加工,以获得更高的精度和表面质量。
4. 配件安装:将各个零件组装在一起,包括轴承、齿轮、润滑系统等。
5. 调试和测试:对已组装的机床进行调试和测试,确保其正常运行和符合要求。
四、表面处理1. 喷涂:对机床进行表面喷涂,以保护表面免受腐蚀和磨损。
2. 镀层:在机床表面镀上一层金属或化合物,以增强其硬度和耐磨性。
五、质量控制1. 对加工过程进行严格的质量控制,包括尺寸、形状和表面质量的检查。
2. 对已加工完成的机床进行全面的检测和测试,确保其满足设计要求和标准。
六、包装和发运1. 对已经完成的机床进行包装,以防止在运输过程中受到损坏。
2. 准备运输文件和相关证明文件,并安排适当的运输方式。
以上是一个简化的精密机床工艺流程。
实际的工艺流程可能更加复杂,涉及到更多的工艺和步骤。
在整个过程中,需要高度的技术水平和严格的质量控制,以确保最终产品的质量和性能达到要求。
精密磨床主轴热处理⼯艺设计辽宁⼯业⼤学⼯艺课程设计(论⽂)题⽬:精密磨床主轴热处理⼯艺设计院(系):专业班级:学号:学⽣姓名:指导教师:起⽌时间:课程设计(论⽂)任务及评语⽬录1精密磨床主轴热处理概述 (1)2 精密磨床主轴热处理⼯艺设计 (2)2.1 主轴的服役条件、失效形式及性能要求 (2)2.1.1 服役条件、失效形式 (2)2.1.2 性能要求 (2)2.2 主轴材料的选择 (2)2.3 38CrMoAlA钢的C曲线 (4)2.4 38CrMoAlA钢主轴的热处理⼯艺设计 (4)2.4.1 38CrMoAlA钢的⼯艺流程 (5)2.4.2 38CrMoAlA钢的热处理⼯艺设计 (5)2.5 38CrMoAlA钢主轴的热处理⼯艺理论基础、原则 (9)2.5.1 38CrMoAlA钢的正⽕⼯艺理论基础、原则 (9)2.5.2 38CrMoAlA钢的调质⼯艺理论基础、原则 (11)2.5.3 38CrMoAlA钢的去应⼒退⽕⼯艺理论基础、原则 (12)2.5.4 38CrMoAlA钢的渗氮⼯艺理论基础、原则 (12)2.6 选择设备、仪表和⼯夹具 (13)2.6.1 设备 (13)2.6.2 仪表 (16)2.6.3 设计⼯夹具 (17)2.7 38CrMoAlA钢主轴热处理质量检验项⽬、内容及要求 (17) 2.8 38CrMoAlA钢主轴热处理常见缺陷的预防及补救⽅法 (18) 2.8.1 加热时常见的缺陷的预防及补救⽅法 (18)2.8.2 淬⽕、回⽕、退⽕缺陷与预防、补救 (19)2.8.3 渗氮时常见的缺陷的预防及补救⽅法 (20)2.9 热处理⼯艺 (21)2.9.1 38CrMoAlA钢正⽕⼯艺卡 (22)2.9.2 38CrMoAlA钢调质⼯艺卡 (23)2.9.338CrMoAlA钢去应⼒退⽕⼯艺卡 (24)2.9.4 38CrMoAlA钢渗氮⼯艺卡 (25)3.参考⽂献 (27)1精密磨床主轴热处理概述磨床是利⽤磨具对⼯件表⾯进⾏磨削加⼯的机床。
磨床加工工艺
模具的加工工艺非常多,据我所知,各种机床的操机师傅中,从普遍上来说,就只有精密磨床师傅的工资水平跟模设编程这块差不多,但是江湖上各个环节都有不少高手和工资高的大师傅,所以这仅代表我个人的观点。
另一方面,做磨床师傅在工作时间、工作环境和自由程度上肯定是赶不上做模设编程的,但是各有各的优势。
我个人觉得做平面磨床的师傅创业比较容易些是因为磨床精度高,但很少有机床的价格能低于磨床,磨床加工的精度择机床,但更取决于个人水平,磨床师傅们自己称为“手感”,但是手感是什么,每个人说法都不同,不是同行很难理解。
普通的精密磨床(台湾产)差不多3W多点就能买到,市面上各种牌子挺多的,比较常见的有大宇、三井川、旺磐、大同等,即使选用口碑较好的宇青磨床,也不过6W左右,所以创业门槛不是特别高,我以前的不少做磨床的朋友现在都自己开起了加工店,当起了小老板,虽然磨床不贵,但是做精密研磨加工需要的检测设备和加工需要的工具的价格却比较高,特别是做日本的研磨加工,需要的检测设备精度非常高,所以价格不菲。
如果只买1-2台磨床创业,那么其它的费用往往要超过磨床本身的费用,所以他们创业的过程都差不多,几个朋友买的磨床放在一起,或者自己买的磨床放到朋友那里,检测设备和工具就可以共同使用,这样规模上去、成本却控制下来了。
因为我以前是做磨床的,所以我想把我的一些经验能够总结出来,对做设计的朋友来说用处不是很大,就当是课外读物吧,以下是提纲,如果大家有兴趣,我再详细的写下去。
1、磨床的分类
2、研磨常用工具的介绍及使用方法
3、研磨常用耗材的功能及使用方法
4、塑胶模方面的磨床加工工艺
①磨六面体(俗称打直角)
②配框
③磨台阶
④磨斜度
⑤磨标准内外R
⑥磨针
5、精密连接器方面的磨床加工工艺
①加工流程介绍。
主体开粗——磨六面体——清角——杀槽——切片——光面修变形——去除工艺台
②磨电极(铜工)
③特俗材料的研磨方法(钨钢、铝等)
④磨薄片
⑤磨镜面
⑥累积公差的研磨方法
⑦复合斜度的研磨方法
⑧各种常见R接斜度的计算和研磨方法
6、磨床加工工时的估计与成本的核算
内容来源网络,由深圳机械展收集整理!
更多相关内容,就在深圳机械展!。