不锈钢水壶成型分析
- 格式:doc
- 大小:370.50 KB
- 文档页数:2

不锈钢保温杯加工成型工艺不锈钢保温杯加工成型工艺如下:1. 外壳加工流程:外管领料、割管、胀形、分段、再次胀形、滚中角、缩底、割底、冲筋、平上口、冲底、平底口、清洗烘干、检验敲坑、合格外壳。
这一系列步骤是外壳加工的基础流程,每一个环节都需要严格把控,以确保最终产品的质量。
其中,割管是关键步骤之一,需要使用专业的割管设备,以确保管材的切割质量和精度。
胀形则是将管材形状胀大,以便后续的加工操作。
分段则是将胀形好的管材分成若干段,以便于后续的操作。
再次胀形则是为了进一步扩大管材的形状,以达到设计要求。
滚中角则是为了修正管材的角度,以确保产品的精确度。
缩底和平底口则是为了修正管材的底部形状,以确保产品的密封性和稳定性。
冲筋则是为了在管材上冲出筋条,以增加产品的强度和稳定性。
平上口则是为了修正管材的顶部形状,以确保产品的密封性和稳定性。
清洗烘干则是为了去除产品表面的油污和杂质,以确保产品的清洁度和质量。
最后,检验敲坑则是为了确保产品的质量和设计要求符合标准,从而生产出合格的外壳。
2. 内壳加工流程:内管领料、割管、平管、胀形、滚上角、平上口、平底口、滚螺纹、清洗烘干、检验敲坑、对焊、试水检漏、烘干、合格内胆。
这一系列步骤是内壳加工的基础流程,每一个环节都需要严格把控,以确保最终产品的质量。
其中,割管和平管是关键步骤之一,需要使用专业的设备和技术,以确保管材的切割质量和精度。
胀形则是将管材形状胀大,以便后续的加工操作。
滚上角则是为了修正管材的角度,以确保产品的精确度。
平上口和平底口则是为了修正管材的顶部和底部形状,以确保产品的密封性和稳定性。
滚螺纹则是为了在管材上滚出螺纹,以增加产品的强度和稳定性。
清洗烘干则是为了去除产品表面的油污和杂质,以确保产品的清洁度和质量。
对焊则是将两个或多个金属片对在一起进行焊接,以增加产品的强度和稳定性。
试水检漏则是为了检查产品的密封性和稳定性,以确保产品的质量符合标准。
最后,烘干则是为了去除产品表面的水分,以避免产品在使用过程中出现锈蚀等问题。

常见不锈钢保温杯结构及成型工艺常见不锈钢保温杯一般使用厚度为0.5mm的1Cr18Ni9Ti的不锈钢制成。
其杯体由内胆和外壳组成,内胆和外壳上共有两条对接纵缝和三条端接环缝需要焊接,常采用微束等离子弧焊接方法焊接而成,此方法焊接不锈钢保温杯有效率高、质量好、成本低等优点。
消除或减小对接纵焊缝两端的缺口,杜绝焊穿和未熔合等缺陷,严格控制装夹质量是保证不锈钢保温杯焊接成品率的关键因素。
1、不锈钢保温杯的结构与焊接工艺1.1、不锈钢保温杯的结构焊制的不锈钢保温杯由杯盖、内胆、外壳等组成(见图1、图2、图3)。
其内胆由内胆体和内胆底焊接而成,外壳由外壳体与外壳底焊接而成。
内胆与外壳的材质均为0.5mm厚的1Cr18Ni9Ti的不锈钢。
其杯盖由不锈钢外壳、塑料内壳及密封胶圈组成。
1.2、盖子的成型工艺盖子的不锈钢外壳使用冲压成型,材质为0.3mm厚的1Cr18Ni9Ti的不锈钢,塑料内壳及密封胶圈用注塑成型,后期用冲压工艺,将不锈钢外壳内部涂AB胶后,把塑料内壳压于不锈钢外壳内部,然后把密封胶圈组装到塑料内壳内部。
1.3、杯体的成型工艺内胆为圆柱形,含有一条对接纵缝和一条端接环焊缝(图4)。
焊接顺序为:(1)先焊接对接纵焊缝,制成筒形内胆体;(2)胀形或挤压成形内部造型;(3)焊接内胆体和内胆底之间的端接环焊缝,制成内胆。
外壳为圆柱形,含有一条对接纵缝和两条端接环焊缝(图5)。
焊接顺序为:(1)先焊接对接纵焊缝,制成筒形外壳体;(2)胀形或挤压成形,在筒形外壳体上挤出杯口螺纹;(3)焊接内胆和外壳之间的端接环焊缝;(4)焊接外壳体和外壳底之间的端接环焊缝,最终制成保温杯杯体毛坯。
1.4、制造工艺流程保温杯毛坯焊制完成后,还要经过抽真空、抛光和加装杯盖等工序,其制造工艺见下图:用不锈钢管为主要原材料生产的大致生产工艺流程图1、外壳加工流程外管领料—割管—胀形—分段—胀形—滚中角—缩底—割底—冲筋—平上口—冲底—平底口—清洗烘干—检验敲坑—合格外壳。

不锈钢电热水壶工艺技术
不锈钢电热水壶是一种常见的小家电产品,其工艺技术涉及到材料选择、制造工艺、电子控制等多个方面。
首先,不锈钢电热水壶的材料选择非常重要。
不锈钢是首选材料,因为其具有耐高温、耐腐蚀、易清洁等特性。
常用的不锈钢材料有304不锈钢和316L不锈钢,其中316L不锈钢抗腐
蚀性能更好,适用于一些特殊环境下使用。
此外,电热水壶内胆通常采用食品级304不锈钢,以确保水质安全。
制造工艺是不锈钢电热水壶的核心环节。
首先,要进行材料切割,将不锈钢板材按照设计要求切割成各个部件。
然后,进行表面处理,包括抛光、酸洗等环节,以提高不锈钢的光泽度和防腐蚀性。
接下来是焊接工艺,将各个部件进行焊接组装,其中焊接工艺对产品的质量和使用寿命有很大影响。
最后是组装和调试环节,将电阻丝、控制面板等零部件进行组装,并进行电气和功能性测试。
除了传统的制造工艺外,现代不锈钢电热水壶还加入了一些电子控制技术。
例如,通过温度传感器可以实时检测水温,并通过控制面板进行温度调节。
部分高级电热水壶还具备自动断电保温功能,可以自动保持水温在一定范围内。
此外,还有防干烧保护、漏电保护等安全措施,以确保用户使用时的安全性。
总体来说,不锈钢电热水壶的工艺技术是一个综合性的过程,需要从材料选择到制造工艺再到电子控制都进行精细化的操作。
随着技术的不断进步,不锈钢电热水壶的性能和质量也得到了大幅提升,为用户提供更加方便、安全的使用体验。
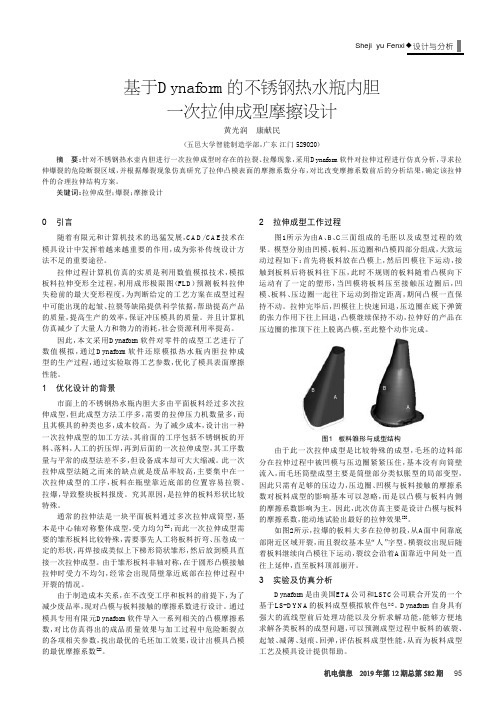
基于Dynaform的不锈钢热水瓶内胆一次拉伸成型摩擦设计黄光润康献民(五邑大学智能制造学部,广东江门529020)摘要:针对不锈钢热水壶内胆进行一次拉伸成型时存在的拉裂、拉爆现象,采用Dynaform软件对拉伸过程进行仿真分析,寻求拉伸爆裂的危险断裂区域,并根据爆裂现象仿真研究了拉伸凸模表面的摩擦系数分布,对比改变摩擦系数前后的分析结果,确定该拉伸件的合理拉伸结构方案。
关键词:拉伸成型;爆裂;摩擦设计0引言随着有限元和计算机技术的迅猛发展,CAD/CAE技术在模具设计中发挥着越来越重要的作用,成为弥补传统设计方法不足的重要途径。
拉伸过程计算机仿真的实质是利用数值模拟技术,模拟板料拉伸变形全过程,利用成形极限图(FLD)预测板料拉伸失稳前的最大变形程度,为判断给定的工艺方案在成型过程中可能出现的起皱、拉裂等缺陷提供科学依据,帮助提高产品的质量,提高生产的效率,保证冲压模具的质量。
并且计算机仿真减少了大量人力和物力的消耗,社会资源利用率提高。
因此,本文采用Dynaform软件对零件的成型工艺进行了数值模拟,通过Dynaform软件还原模拟热水瓶内胆拉伸成型的生产过程,通过实验取得工艺参数,优化了模具表面摩擦性能。
1优化设计的背景市面上的不锈钢热水瓶内胆大多由平面板料经过多次拉伸成型,但此成型方法工序多,需要的拉伸压力机数量多,而且其模具的种类也多,成本较高。
为了减少成本,设计出一种一次拉伸成型的加工方法,其前面的工序包括不锈钢板的开料、落料,人工的折压焊,再到后面的一次拉伸成型,其工序数量与平常的成型法差不多,但设备成本却可大大缩减。
此一次拉伸成型法随之而来的缺点就是废品率较高,主要集中在一次拉伸成型的工序,板料在瓶壁靠近底部的位置容易拉裂、拉爆,导致整块板料报废。
究其原因,是拉伸的板料形状比较特殊。
通常的拉伸法是一块平面板料通过多次拉伸成筒型,基本是中心轴对称整体成型,受力均匀[1];而此一次拉伸成型需要的雏形板料比较特殊,需要事先人工将板料折弯、压卷成一定的形状,再焊接成类似上下梯形筒状雏形,然后放到模具直接一次拉伸成型。

浅析不锈钢电热水壶设计上的差异性市面上的不锈钢电热水壶有很多种类,不仅外观设计不同,材质和功能设计也诸多差异,所以造成了价格的差异。
本文通过对比分析市面上主要的不锈钢电热水壶的设计,为消费者选择不锈钢电热水壶提供一些参考。
一、外观结构设计外观上分析,市面上的不锈钢电热水壶主要有三种:1、如图1.2.3这种,圆筒形外观,有突出的把手设计,以及壶嘴的三角尖形凸起,整体体积较大。
这种外观设计的好处是:方便家用,容量够大,抓握方便,固定倒水口符合水流设计,倒水不容易溅撒。
缺点是美观度上较为欠缺,体积过大会比较占据空间,不宜携带,只能家用或固定场所使用。
2、如图3.4.5这种外观,为传统的热水壶设计,壶体为扁形圆柱体,带曲线壶嘴,提式手柄以及提扣式壶盖。
此设计优点在于热水的容量更大,受热面积也更大,壶嘴的设计更方便倒水如杯,不易喷洒而出。
缺点是,较之前者更占据空间,耗费的能量也更多,美观度上略逊一筹,不方便倒水。
3、图7为摩飞MR6090电热水壶,外观上为一体式设计,线条优美,无手柄设计,隐藏式壶底座设计。
优点:外形设计美观度极高,整体设计不占空间,无手柄设计更适合外出携带缺点:容量没有前者大二、材质市面上的不锈钢电热水壶,材质上大致有三类:1、主体壶身为不锈钢;壶盖、把手、底座处为塑料;如图1、图2。
优点:壶身主体采用不锈钢材质,耐高温、耐腐蚀性能好,且不会有异味。
把手、底座等处的塑料材质可以避免触电和烫伤,比较人性化。
2、整体均为不锈钢,只有手柄和壶盖处为塑料材质,如图4、图5、图6.优点:加热快,底部也为不锈钢材质,可适用于电磁炉等设备;缺点:安全性较差,容易烫伤3、内外双层材质,外部为塑料,内胆为不锈钢,如图1、图7。
优点:如果不是双层真空,那么外观塑料部分也好打理,也容易改变颜色,时尚感更强一点,如图1;如果是双层真空设计,就可以防烫,碰到壶身也不会被烫伤,同时能保持外观的时尚性;内胆的不锈钢材质更加安全耐高温、耐腐蚀、无异味,如图7的摩飞电热水壶。
不锈钢电水壶的材料与工艺首先,不锈钢电水壶的主要材料之一是不锈钢。
不锈钢一般采用18/8不锈钢或18/10不锈钢。
其中18表示不锈钢中的铬含量为18%,8或10表示镍的含量,8为8%,10为10%。
其中,镍的添加提高了不锈钢的机械性能和抗腐蚀性能,使其更加耐用。
1.材料准备:首先需要准备不锈钢材料,并确保它们符合相关标准和要求。
选择合适的不锈钢材料对制造高质量的电水壶至关重要。
2.切割:不锈钢材料需要经过切割工艺,将其切割成相应的形状和尺寸。
这一步骤需要使用专用的切割设备,如激光切割机或等离子切割机。
3.冲压成型:切割好的不锈钢材料需要经过冲压成型工艺,将其制作成电水壶的主体结构。
这一步骤需要使用冲压设备和模具,将不锈钢材料加工成所需的形状。
4.焊接:冲压形成的不锈钢零部件需要通过焊接工艺进行连接。
一般采用氩弧焊或电子束焊进行焊接。
焊接工艺需要专业的技术和设备,确保焊接连接的强度和密封性。
5.抛光:焊接好的不锈钢电水壶需要经过抛光处理,以提高其表面光滑度和美观性。
抛光过程中使用研磨机、抛光蜡等材料,将不锈钢表面进行抛光处理。
6.表面处理:根据需要,不锈钢电水壶的表面可以进行进一步处理,如电镀、喷涂等,以增加其防腐性和美观性。
7.组装和测试:经过以上步骤的制造好的不锈钢电水壶需要进行组装和测试。
组装包括将各个零部件进行组装,形成完整的电水壶产品。
测试包括对电水壶的功率、加热效果、安全性等进行检测和验证,确保产品符合质量标准和要求。
总结起来,不锈钢电水壶采用不锈钢材料制造,经过切割、冲压成型、焊接、抛光、表面处理、组装和测试等工艺步骤制作而成。
这些工艺步骤确保了不锈钢电水壶具有抗腐蚀、耐高温、坚固耐用等优点,为用户提供安全、方便的使用体验。
不锈钢水杯制作工艺
1.原材料准备
制作不锈钢水杯的主要原料是不锈钢板材。
常用的不锈钢材料有304不锈钢和316不锈钢,它们具有较高的强度和耐腐蚀性。
在制作过程中,还需要准备其他辅助材料,如软性胶圈、塑料把手等。
2.制杯加工
首先,需要根据设计要求将不锈钢板材切割成一个圆柱体形状,即水杯的主体。
这可以通过数控切割机、切割锯等设备完成。
然后,使用弯板机将切割好的不锈钢板材弯曲成水杯的形状。
通过控制弯曲角度和弯曲半径,可以制作出不同形状和容量的水杯。
3.焊接
制作水杯的下一步是焊接。
使用氩弧焊等焊接方法,将水杯的两个边缘连接在一起,形成一个完整的圆筒。
焊接时需要注意保持焊接线的连续性和美观性,以确保焊接强度和外观质量。
4.表面处理
焊接完成后,需要对水杯的表面进行处理,以增加其美观性和耐腐蚀性。
常用的表面处理方法有抛光、喷砂和电镀等。
抛光可以使水杯表面光滑亮丽,喷砂可以使其表面有一定的粗糙度,电镀可以在不锈钢水杯表面形成一层金属薄膜,提高其耐腐蚀性。
5.配件安装
制作不锈钢水杯的最后一步是安装配件。
在水杯的开口处安装软性胶圈,以确保水杯的密封性。
同时,还需要安装塑料把手或其他便于拿取的装置,使用户能够方便地使用水杯。
总结:
制作不锈钢水杯的工艺主要包括原材料准备、制杯加工、焊接、表面处理和配件安装等步骤。
通过这些步骤,可以制作出外观美观、质量可靠的不锈钢水杯。
随着技术的不断发展,制作工艺也在不断改进,以提高不锈钢水杯的性能和使用寿命。
家用不锈钢垃圾桶成型分析
一、材料信息
1.原料:201不锈钢(板材)
2.材料规格:整版1.22m*2.44m
3.材料价格:目前市场0.5mm201/2B不锈钢板8750元左右每吨。
1.0mm201/2B
不锈钢板价格8100元左右,2.0mm201/2B不锈钢板价格7900元左
右。
4.物理特性:耐酸、耐碱、密度高、抛光无气泡、无针孔
5.可选加工工艺:切削加工、抛光工艺、表面拉丝工艺、电镀工艺
6.物理感性:干净、科技、
二、成型工艺
1.成型过程
第一步:桶身成型;通过拉伸工艺把板材用模具加工成桶。
第二步:桶盖成型,通过拉伸工艺把不锈钢板材用模具加工成桶盖。
第三步:表面抛光工艺。
第四步:桶盖、桶身组装。
2.成型所用的设备:
(1).不锈钢液压拉伸机
、
(2).电解抛光机
、
(3).碳化钨钢结硬质合金模具、
3.成本:一个用201不锈钢成型的壶成本在20元左右
4.成型过程图示:。