刀具半径补偿 课件
- 格式:ppt
- 大小:124.50 KB
- 文档页数:24

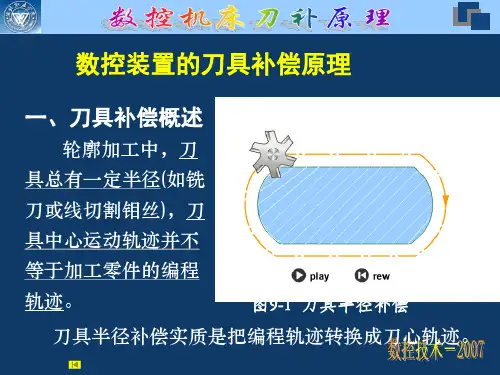
第五节刀具半径补偿原理第五节刀具半径补偿原理一. 刀具半径补偿的基本概念1. 什么是刀具半径补偿(Tool Radius Compensation[offset ])根据按零件轮廓编制的程序和预先设 定的偏置参数,数控 装置能实时自动生成 刀具中心轨迹的功能 称为刀具半径补偿功 能。
A’B’C”C B A G41刀具G42刀具编程轨迹刀具中心轨迹C’第五节刀具半径补偿原理2. 刀具半径补偿功能的主要用途实时将编程轨迹变换成刀具中心轨迹。
可避免在加工中由于刀具半径的变化(如由于刀具损坏而换刀等原因)而重新编程的麻烦。
刀具半径误差补偿,由于刀具的磨损或因换刀引起的刀具半径的变化,也不必重新编程,只须修改相应的偏置参数即可。
减少粗、精加工程序编制的工作量。
由于轮廓加工往往不是一道工序能完成的,在粗加工时,均要为精加工工序预留加工余量。
加工余量的预留可通过修改偏置参数实现,而不必为粗、精加工各编制一个程序。
3. 刀具半径补偿的常用方法:B 刀补:R 2 法,比例法,该法对加工轮廓的连接都是以圆弧进行的。
如图示,第五节刀具半径补偿原理A’B’C”C B A G41刀具G42刀具编程轨迹刀具中心轨迹C’在外轮廓尖角加工时,由于轮廓尖角处,始终处于切削状态,尖角的加工工艺性差。
在内轮廓尖角加工时,由于C ”点不易求得(受计算能力的限制)编程人员必须在零件轮廓中插入一个半径大于刀具半径的园弧,这样才能避免产生过切。
这种刀补方法,无法满足实际应用中的许多要求。
因此现在用得较少,而用得较多的是C 刀补。
第五节刀具半径补偿原理A’B’C”C B A G41刀具G42刀具编程轨迹刀具中心轨迹C’C 刀补采用直线作为轮廓间的过渡特点:尖角工艺性好可实现过切自动预报(在内轮廓加工时) ,从而避免产生过切。
第五节刀具半径补偿原理A’B’C”C B A G41刀具G42刀具编程轨迹刀具中心轨迹C’两种刀补方法区别1. B刀补这种方法的特点是刀具中心轨迹的段间连接都是以圆弧进行的。