最新电火花平动头的加工原理专业知识讲座
- 格式:ppt
- 大小:963.00 KB
- 文档页数:10


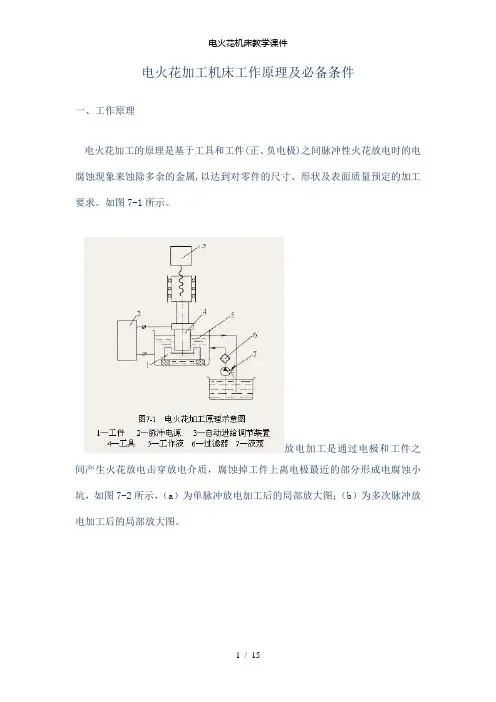
电火花加工机床工作原理及必备条件一、工作原理电火花加工的原理是基于工具和工件(正、负电极)之间脉冲性火花放电时的电腐蚀现象来蚀除多余的金属,以达到对零件的尺寸、形状及表面质量预定的加工要求。
如图7-1所示。
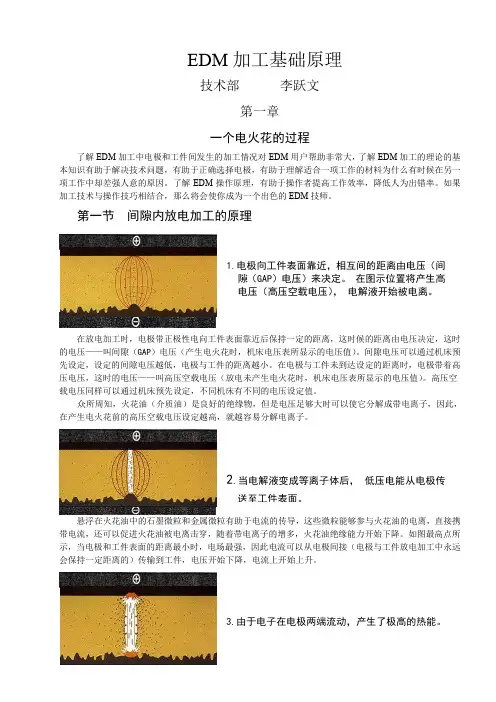
放电加工是通过电极和工件之间产生火花放电击穿放电介质,腐蚀掉工件上离电极最近的部分形成电腐蚀小坑,如图7-2所示,(a)为单脉冲放电加工后的局部放大图;(b)为多次脉冲放电加工后的局部放大图。
二、必备条件:实践经验表明,要把火花放电转化为有用的加工技术,必须满足以下条件:1、使工具电极和工件被加工表面之间经常保持一定的放电间隙这一间隙随加工条件而定,通常约为几微米至几百微米。
为此,在电火花加工过程中必须具有工具电极的自动进给和调节装置。
2、电火花加工必须采用脉冲电源脉冲电源使火花放电为瞬时的脉冲性放电,并在放电延续一段时间后,停歇一段时间(放电延续时间一般为0.0001~1μs)。
3、使火花放电在有一定绝缘性能的液体介质中进行电火花加工机床的基本组成数控电火花成型加工机床由于功能的差异,导致在布局和外观上有很大的不同,但其基本组成是一样的,都由脉冲电源、数控装置、工作液循环系统、伺服进给系统、基础部件等组成,如图7-3所示。
主轴头:主轴头是电火花成型加工机床的一个关键部件,由伺服进给机构、导向和防扭机构、辅助机构三部分组成,控制工件与工具电极之间的放电间隙。
一、对主轴头的要求主轴头的好坏直接影响加工的工艺指标,因此主轴头应具备以下条件:1、有一定的轴向和侧向刚度及精度;2、有足够的进给和回升速度;3、主轴运动的直线性和防扭转性能好;4、灵敏度要高,无爬行现象;5、不同的机床要具备合理的承载电极的能力。
二、主轴头运动控制方式1、电液伺服进给2、步进电机伺服进给3、直(交)流伺服进给进给装置:火花放电加工是一种无切削力不接触的加工手段,要保证加工继续,就必须始终保持一定的放电间隙S。
这个间隙必须在一定的范围内,间隙过大就不能击穿放电介质,过小则容易短路。
火花机平动头的工作原理
火花机平动头的工作原理是通过高压电火花放电产生的火花击打到活塞顶部,使活塞推动曲轴旋转,从而驱动发动机的运转。
具体来说,火花机平动头通常由以下几个部分组成:
1. 火花塞:火花塞安装在汽缸的气缸盖上,其顶部有一个导电中心电极和一个接地电极,通过火花塞引导高压电流放电产生电火花。
2. 点火线圈:点火线圈接收来自点火系统的低压电信号,在高压变压器的作用下将低压电信号转化为高压电信号,供给火花塞。
3. 高压电线:高压电线将点火线圈产生的高压电信号传输到火花塞。
4. 点火控制模块:点火控制模块负责控制点火时间和点火电流的大小,确保在适当的时机和合适的条件下进行点火。
工作过程如下:
1. 点火系统通过点火控制模块控制点火时机和电流大小,产生一个高压电信号。
2. 高压电信号通过点火线圈传输到火花塞。
3. 火花塞顶部的电极之间形成一个电流通道。
4. 当电流通道中的电流达到一定值时,空气中的分子会被电离形成等离子体。
5. 高温和高压的等离子体产生强烈的电弧和火花,称为火花放电。
6. 火花击打到活塞顶部时,产生的压力将活塞推动向下。
7. 活塞的运动通过连杆和曲轴传递给发动机其他部件,驱动发动机的运转。
总结:火花机平动头通过火花塞产生的火花放电,将活塞推动来实现能量转换,驱动发动机的工作。