电解铝槽控机故障处理
- 格式:pdf
- 大小:323.82 KB
- 文档页数:2
槽控机常见故障及维修方法一.动力箱和逻辑箱电压不符:首先从保险处量得实际槽压,观察两箱显示的槽压与实际电压有何差别1.动力箱显示电压不准:调整或更换槽压表2.逻辑箱显示电压不准:注意调整时调可调电阻5RP4的幅度不要太大,要慢慢调整3.若动力箱及逻辑箱电压均不准,可用万用表测量电解槽立式母线短路口处电压,所测结果加100mv左右(此电压为槽周母线压降)即为槽控箱显示电压,以此来判断槽控机显示的电压正确与否!(有时电解槽并未波动而槽控机显示波动,以此也可判断到底是槽控机显示波动还是电解槽本身就波动)二.6号故障(主电源380V跳闸)1.首先检查动力箱三相高分断有无AC380V电压2.检查端子排A,B,C三相有无AC380V电压3.检查槽控机旁边空气开关有无AC380V电压输入和输出4.检查槽底进线有无AC380V电压(切记:槽下供电线路均为串联,在检查维修时要格外小心,防止出现连带故障)5.有时主电源380V工作正常,可槽控机却显示6#故障(此时自动情况下阳极不能升降,手动情况阳极升降正常),此种情况可能是检测板或脱扣器损坏造成三.无通讯:1.首先有可能因高温或灰尘引起死机(降温或复位)2.可能各插头等未插好,造成接触不良(重插)3.槽号跳线有问题(正确跳线)4.大板坏(更换);5.系列无通讯:(1)中继箱内的总线驱动器有问题(总线驱动器现均集中放在一车间一通道下,且通讯板上RX灯亮为接收数据,TX灯亮为发送数据,电源灯为红色常亮)(2)某个槽的槽号跳错(3)接口机有问题(检查CAN卡)6.通讯时有时无检查DC5V电源VS与VSGND输出是否正常(DC5V),大板上插头处的VS与VSGND输出是否正常(DC4.7V—DC4.9V左右)四.效应灯不亮:1.首先做一个假效应,看KA2(效应继电器)动作否,如不动作(1)可能KA2坏(2)可能KA2的线圈无信号,如果坏了则更换,如果无信号则JZ6-44到JZ6插头的线路有问题或无DC12V电源(为线圈供电)2.如果KA2动作,则量235与202之间的电压是否为220V,如果有220V输出,说明灯口或灯泡坏3.如果235与202之间无220V电压,说明动力箱二相空气开关的201到KA2的线路有问题五.喇叭不响:KA2(效应继电器)控制的是火线,当喇叭的零线接地时,即可形成回路,因而喇叭常响,解决方法把动力箱二相空气开关的两相互换即可六.来效应或打壳下料时2QL(动力箱二相空气开关)跳闸:1.说明槽上部效应灯口的线已短路2.槽控机及气控柜端子排处出现短路情况3.无规律的频繁跳闸可能是空开线圈已老化需更换新二相空气开关七.无槽压显示:1.动力箱和逻辑箱都不显示槽压:槽压进线处(即接在槽下母线处的槽压线,检查时千万不能使正负极接触以防烧毁保险,此线的正极来自前槽,所以有时会出现相邻两槽显示的电压为互补,即这个槽的电压高另一个槽的电压低)或动力箱内保险(2A)有问题2.动力箱能逻辑箱不能显示槽压:说明大板进线处或大板有问题(检查VF、VFS、VFGND,大小为+15V及PV+、PV-)3.动力箱不能逻辑箱能显示槽压:动力箱槽压表有问题或2QL(动力箱二相空气开关)电源及线路有问题八.8号故障(V/F转换即电压频率转换):1.大板有问题;(可用万用表以VFGND为参考点,分别测量4066芯片的右下角第一针,此时电压为DC4V,LM725(5IC3)右芯片处从下向上数第三针,此时电压为DC5V。
槽控机故障现象及维修方案计算机控制系统已由早期的集中型发展到集散型,又进一步发展到分布式系统。
现在铝电解生产过程的计算机控制系统已普遍采用分布式的控制方案。
这更加方便了管理人员的管理与维修。
现代的计算机控制系统采用了新一代的“大板结构”槽控机,把故障分散化,它优于以前的故障集中化系统。
不但维护方便,而且还大大地减少了因故障而导致的经济损失。
现代的大板结构按功能分为以下几部分:一快CPU、一快I/O及显示板、一块输入光隔等,便于更换维修,降低生产成本。
通过查阅大量相关铝电解生产过程的计算机控制系统的书籍,并且在多位老师傅的指点下完成此维修手册,仅供参考,有不足之处望指正。
第一篇故障因数及处理方案F01 无动力380V电源信号1、三相检测板坏引起,更换三相检测板2、NFB箱380V空开跳引起,检查相关线路,处理好后合上空开3、380V隔离变压器坏引起,通知电维更换并且检查相关线路4、LD1跳引起,合上LD1并检查相关线路F02主电源接触器不能断开1、接触器粘连2、307接线接地或与12G短接引起F03 提升机升/降控制有动作时,无动作信号1、接触器坏引起,更换好的接触器2、接触器上接线松动引起,紧固松动线F04 提升机升/降控制无动作时,有动作信号1、三相检测模块上309线接地(或与 12G短接)引起,处理线路2、内脉冲短接,将其断开F05 提升机升/降控制有动作时,无阳极脉冲1、脉冲与挡片之间距离不在5—8mm内,调整两者之间的距离在有效范围内2、脉冲坏,更换脉冲3、无挡片,告知电解通知电维更换4、脉冲挡片松动,告知电解通知电维紧固注:当出现启动槽时,槽温度太高而无法对脉冲进行维护时,可设置内脉冲待槽温降低后再处理。
F06 提升机升/降控制无动作时,有阳极脉冲1、脉冲与挡片处于临界点位置时引起,提升机升降可消除3、脉冲线头松动引起,拧紧线头4、脉冲坏,更换脉冲5、线路接线松动引起,紧固松动线F07 无控制220V电源信号1、保险接触不良,维修保险座子或更换保险2、效应灯烧坏及灯座坏引起保险烧坏,换灯或灯座及保险3、220V电源陶瓷保险坏引起,更换陶瓷保险4、NBF箱的空开跳闸,合上控制该槽的220V电源空开5、启动槽子时引起2A玻璃保险管烧坏,更换2A玻璃保险6、逻辑空开坏引起更换逻辑空开7、槽控机内220V隔离变压器坏引起,更换220V隔离变压器8、手动转自动时间过快引起LD2跳,合上LD2后恢复正常9、I/O大板坏引起,更换大板(维修)10、出铝引起LD2跳闸,合上LD2后恢复正常11、停系列电流引起KK2跳闸,合上LD2后恢复正常11、4A的陶瓷保险坏,并伴随有无法提升阳极,更换保险12、过欠压保护模块坏引起,并且伴随有玻璃保险坏,更换过欠压保护模块及玻璃保险F08 机械延时器超时1、电解工操作时间过长引起,清除即可2、机械延时器保护超时,清除即可3、时间设置过小,调整时间设置数4、机械延时器坏,更换机械延时器5、出铝时,如果机械延时器设置的时间不在8~10内——将机械延时器时间调整到8~10内6、输入隔离板子上保险坏F09直流定时器失效1、手动引起,清除即可2、用户芯片坏,更换芯片3、CPU坏,更换CPUF10 直流定时器不能断开主源1、1C卡死引起,处理或更换1C2、1C 220V线圈带电引起,3、逻辑大板坏,更换逻辑大板4、CPU乱,更换CPUF11 直流定时器不能复位1、处于其他故障状态2、直流定时器电路坏F12 直流定时器复位后主电源接触器没接通1、1C卡死或坏2、逻辑大板3、处于其他故障状态4、CPU乱F13 阳极动作不良1、阳极被卡住,通知电解2、阳极已经降到极限,通知电解3、阳极已经脱离铝液面,通知电解F14 硬定时器超时信号有效1、抬母线时引起,清除2、程序芯片坏,更换芯片3、效应引起,清除4、槽控机死机引起,停送LD3*注:将手动、自动时间设置为0,都可出现14号故障;将LD2、LD3关掉,再合LD3后在一定时间范围内合上LD2也可出现14号故障。
电解槽病槽及常见事故处理在铝电解生产中,电解槽并不是一直处于正常运行状态。
由于运行过程受到各种因素的影响,干扰了电解槽的热平衡和物料平衡,产生这样或那样的异常,其表现就是病槽的出现,和一些异常现象的发生。
遇到这种情况,应该根据具体情况,查找原因,施以的正确处理方法,使电解槽尽快恢复正常运行。
现就病槽的形成及常见电解槽异常处理方法叙述如下:一、冷槽当电解槽热收入与支出不平衡时,即电解槽热收入小于热支出时,电解槽走向冷行程,生产中称为冷槽。
冷槽表现为:a. 火苗呈淡蓝紫色,软弱无力.电解质水平明显下降,电解质温度低,颜色发红,粘度大,流动性差,阳极气体排出受阻,电解质沸腾困难。
b. 冷槽初期,电解质结壳厚而坚硬,中间下料口有时出现打不开壳,后期,电解质酸性化,结壳变薄而完整。
c. 冷槽发展到一定时间后,电解槽便出现炉膛不规整,局部肥大, 炉膛收缩炉底沉淀增多,液体电解质分子比降低,电解质水平较低,铝水平持续上涨,极距缩小。
d. 阳极效应频频发生,时常出现''闪烁”效应和效应熄灭不良。
e. 炉底沉淀增多,致使阳极电流分布不均,导致磁场受影响,铝水波动大,引起电压摆动增多,从而导致阳极电流分布不均,甚至出现阳极脱落的现象。
冷槽的处理1、初期冷行程的电解槽处理方法很简单,只要及时发现苗头,适当提高槽电压,增加槽内热量收入,便可恢复正常。
2、提高电解质水平,即从热槽中取出液体电解质灌入槽中,以提高槽温和溶解氧化铝的能力。
3、加强阳极保温,盖好槽盖板,加足保温料,减少电解槽的热量损失。
4、延长加工间隔,尽量减少槽内的热损失,有利于槽内沉淀和结壳的熔化。
5、提高效应系数,利用效应提高槽温,处理槽底沉淀。
6、调整出铝制度,适当吸出些铝水来降低铝水平,提高炉底温度。
在“撤铝水”时,要与槽状况紧密配合,认真准确,防止发生滚铝和压槽现象。
7、调整供电制度,保持电流平稳或调整与供电制度不适应的技术条件。
在处理炉底沉淀期间,还可利用换阳极打开炉面之机用大钩钩拉炉底沉淀,一方面可使沉淀疏松,容易熔化;另一方面在沉淀区拉沟后,铝水顺沟浸入炉底,可改善沉淀区域的导电性能,对阴极导电均匀大有好处。
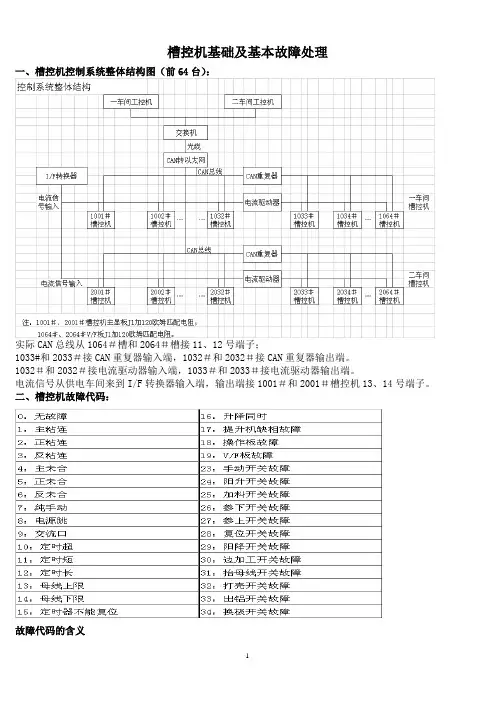
槽控机基础及基本故障处理一、槽控机控制系统整体结构图(前64台):实际CAN总线从1064#槽和2064#槽接11、12号端子;1033#和2033#接CAN重复器输入端,1032#和2032#接CAN重复器输出端。
1032#和2032#接电流驱动器输入端,1033#和2033#接电流驱动器输出端。
电流信号从供电车间来到I/F转换器输入端,输出端接1001#和2001#槽控机13、14号端子。
二、槽控机故障代码:故障代码的含义四、槽控机基础知识:(一)、内部结构简介每一台槽控机由左右两个机箱组成,右机箱叫做逻辑箱,是槽控机的核心部分;左机箱叫做动力箱,是槽控机的供电部分和控制阳极升降的执行单元。
左右机箱都有一些连线和电解槽的其它设备相连。
1.槽控机的动力电源(三相、其相电压为380V):该电源的作用是一方面经过380V/220V的动力电源,用于控制打壳下料电磁阀的线包用电,各种接触器动作线包用电等(如电解槽上接有效应灯泡,则包含其用电);另一方面提供电解槽上提升电机的动力380V电源,该电源由专用的供电回路提供。
2.槽控机逻辑电源(单相、电压交流220V):该电源经过槽控机的电源板变换后,提供给槽控机的逻辑单元用电。
3.提升电机动力电源线(三相、相电压为380V):该动力线由槽控机输出,连接到电解槽上的提升电机,当需要进行阳极升降时,经过槽控机的空气开关,主接触器,正转接处起火反转接触器(统称为辅助接触器)将槽控机的动力电源接通,使提升机正转或反转,带动电解槽上的提升结构达到阳极升降的目的。
4.打壳下料电磁阀连接线(单相、电压为220V):该动力线由槽控机输出,连接到电解槽的打壳下料电磁阀的动作线包上,当需要进行打壳下料动作时,经过槽控机380V/220V降压变压器以及固态继电器和槽控机的动力电源接通,使打壳下料电磁阀得电动作,达到向电解槽内补充氧化铝的作用。
5.槽控机避雷接地线(目前未接):该线通过电解厂房的姐弟母线直接和大地连接,每个槽控机都和这条线相连,该线连接到槽控机的避雷装置的地线上。
槽控机系统安装调试说明及简单故障处理一、槽控机系统的安装∶⒈按图纸要求布置好槽控机的位置,根据计算站的位置,合理布置好总线重复器、电流驱动器的位置,使通信总线布局时不要有分支出现,组成一个开环的局域网络。
电流頻率转换器的位置应尽可能靠近直流大电流测量仪。
自动语音报警用的扬声器应均匀分布在电解厂房内。
⒉电源线及信号线的布置:应根据尽可能让强、弱点分离的原则布置,特别是通信线和电流頻率信号线不要交叉连接,它们的屏蔽线也应分别连接,不要交叉连接。
动力电源应采用隔离的380VAC电源,逻辑电源应采用隔离的220VAC电源,槽压线接母线上,电机输出线采用硅橡胶电缆接电机,打壳、下料的输出线接电磁阀,效应灯输出线接效应灯,要注意它们的公共线的连接。
当然还有效应报警器和母线上、下限信号线的连接以及自动语音报警线的连接。
二、单台槽控机的调试∶⒈认真检查槽控机内部接线是否有短路和断路现象。
⒉在纯手动情况下,检查阳极升降(电动机的正反转)以及打壳、下料电磁阀的动作情况。
纯硬件定时器工作是否正常。
⒊在自动情况下,采用触摸开关操作,按成品检测报告上的内容依次检查,若出现问题请按以下的故障处理办法处理。
三、槽控机系统的调试∶⒈线路检查,注意CANBUS的极性。
⒉通信线路以及电流頻率信号线路的阻抗匹配:使总的线路阻抗为60Ω左右。
⒊主显板通讯号的设置必须与上位机相对应。
⒋合上所有的电源,若通信连接成功,即可从上位机发送参数,调整工艺参数,系统就调试完毕。
四、槽控机系统基本故障处理∶(一)、硬件部分4.1 V/F板故障:4.1.1电源故障:A 15V、5V电源灯灭,可能是NR5D15S5B电源坏。
B 7V基准电源在调整时出现0.3V的跳跃:稳压二极管2DW234坏。
C 7V基准电源在调整时出现不稳定漂移:运放LM725坏。
4.1.2 槽电压A/D转换故障(槽电压数码显示错误),按以下顺序检查:A 检查上位机参数是否有错误。
B 槽电压输入为0,槽电压数码显示不为0:IC2 3脚有7V或5V、2V(1.5V)电压,IC3 LM725运放坏;IC2 6脚电压为0,IC1 ADVFC32坏。
电解车间事故的应急预案一、病槽的产生原因及处理方法:1、压槽压槽多数发生在炉膛内型十分不好、沉淀结壳过多槽上。
压槽有两种情况:一种是极距过低引起的;另一种是阳极压在沉淀或结壳上.发现压槽要及时处理:1电压极距过低引起的压槽,只要把阳极抬起,使电解质均匀沸腾为止。
2阳极压在沉淀或结壳上产生压槽时抬起阳极。
如果是铝水平过低、沉淀结壳过多,造成的可以灌入适当的铝液并抬起阳极,刮掉压槽部位上面粘附的沉淀以免长包。
3边部上口炉邦如果有过空的地方,可以进行边部加工。
4若是在出铝过程中发现压槽,要立即停止出铝,上抬阳极按照上面的步骤进行处理。
处理压槽后一般可以延长下料间隔,或者人工引发阳极效应以便重新确定下料间隔、熔化结壳沉淀,同时也防止阳极长包。
2、滚铝滚铝多数发生在炉膛内型严重畸形,炉底沉淀、结壳较多,铝液水平较低,技术条件严重失衡,阳极电流分布极度不均造成的,往往是多种因素同时存在共同作用的结果。
(1)处理滚铝首先抬高电压至5.5-7.0伏,不怕高直至电压稳定为止。
手动控制,停止下料停止换极作业。
槽内铝量低灌入适当液体铝(一般1-2吨),局部上口炉帮过空的地方使用氧化铝块、电解质块料进行边部加工。
(2)如果阳极电流分布严重不均或是因个别阳极长包、下沉则要测量全电流分布以便确认后区别对待,有包的换下用合适的热极更换,阳极下沉的重新调整阳极位置,个别阳极电流走的过大的要慎重调整,以防止越调越乱,原则上单槽调极不超过2根。
(3)如果此时个别阳极脱落,则要从正常槽提取热极进行更换。
滚铝消除或电压稳定后不要急于下降阳极,可以适当延长下料间隔融化沉淀和降低电解质中的氧化铝浓度。
3、电解质含炭含碳通常发生在电解质很脏,炭渣较多,电解质先期温度低后期演化为持续高温(典型的是大量加杂铝、吃脏料);或者是因发生长时间效应或难灭效应引发的。
(1)处理含碳时应高抬电压至6.5-10伏,停止下料,微机脱控,停止一切作业。
(2)含碳现象不严重时,打开边部壳面并勾走氧化铝块面,然后大量添加冰晶石待情况好转时可将含碳电解质取出大量添加冰晶石,反复进行。
智能槽控机在运行中的故障解析摘要:槽控机在电解铝生产中发挥着人工不可替代的作用,槽控机运行的正常与否直接决定着电解铝生产效益的好坏。
因此,一旦槽控机在使用过程中发生故障,如何尽快检测出故障并加以排除,就显得十分重要。
本文对槽控机运行中出现的故障加以分析、总结、归类,提出处理方法及应对措施,供从事槽控机系统维护和点检及设备管理人员参考。
关键词:槽控机故障类别处理方法1.槽控机系统的故障分类1.1按故障的影响大小分类按故障对槽控机的影响范围,可将槽控机的故障分为局部性故障和全局性故障两类。
按故障的相互影响程度,又可将其分为独立性故障和相关性故障两种。
槽控机的局部性故障一般只影响其完成某一个或某几个功能。
系统仍可完成其它功能。
而全局性故障则会影响整个系统,使其丧失全部功能。
独立故障是由于某个元器件自身引起的故障,仅影响槽控机系统的一个小局部,而不会导致别的故障发生,相关型故障则是指一个故障会引起其它故障,它们之间相互影响。
例如:电压转换错误故障。
不仅使上位机采集的电压数据失误,而且影响槽控机的阳极调整等一系列误操作故障。
1.2 按故障的持续时间分类按持续时间可将槽控机系统的故障分为:暂时性故障、永久性故障以及边缘性故障几种。
暂时性故障又称为间歇故障和随机故障。
它是由于元器件所承受的环境条件(温度、湿度、尘埃等因素)的影响,由于电压、电流波动,振动冲击,电解磁场干扰而出现的性能不稳定现象,或因接触不良而造成的电路时通时断,或因电路竞争--冒险等引起的功能混乱。
暂时性故障在槽控机系统中时有发生,它的特点是持续时间较短,而且时隐时现,有时不需人工进行干预,系统也能自行恢复正常工作功能。
一旦发展到影响电解槽生产正常,就须维修工及时处理。
但往往这种故障是维修工在处理故障时最难发现原因和部位,且最为棘手和头痛的一类故障,而且还必须解决和处理。
永久性故障又称为固定性故障。
它是由于元器件失效、电路短路、断路、机械问题等物理损坏或程序中的错误而导致的故障。
铝电解多功能机组机械液压气动常见故障的分析与处理文中主要分析了铝电解多功能机组机械液常见的几种故障问题,同时提出了相应的解决办法。
另外,通过分析铝电解多功能机组机械液压气动的生产特点,从机械、液压、空压三个方面进行了论述,并为其制定了具体的解决方案,希望能够在实际的生产工作中取得帮助,从而提高铝电解多功能机组机械液的使用年限。
除此之外,希望文中所述内容能够在一定程度上提高工作人员对铝电解多功能机组机械液的维修速度,确保其能够正常生产,从而不影响工作的进行。
标签:铝电解多功能机组机械液;机械;液压;空压;故障;原因;處理在生产预焙阳极铝电解槽时,铝电解多功能机组饰演着十分重要的角色,要想顺利完成预焙阳极铝电解槽的生产工作就必须做到以下几点:第一,在打壳的过程中,需要在电解质打开时完成出铝以及电极的修理工作;第二,在对电解槽添加物料时,需要向电解槽中添加特定的电解质来祛除块状物体,从而确保阴阳极能够正常工作;第三,在对电解槽电极进行更换的过程中,要确保其他不坚不会受到损害;第四,在处理电解槽上污渍时,要将其表面的块儿状污渍彻底消除,确保所安装的电极不会受到影响;第五,在进行出铝的过程中,要对每个数值进行记录,确保数据的准确性,以便在需要时能够及时打印。
由此可见,铝电解多功能机组的生产效率在很大程度上会受到电解槽工作状态的影响。
下文是铝电解多功能机组在工作过程中常见的几种问题以及相应的处理方法。
1 铝电解多功能机组在机械系统方面出现的问题和解决策略1.1 工作车辆在运行方面出现问题出现此类问题的原因主要有以下几点:工车在进行工作的过程中变频器不能正常运行;车辆在运行过程中电机抱闸出现问题;车辆的轴承以及缩进盘出现故障,导致车辆无法正常运行。
要想解决工作车辆在运行过程中出现的问题则必须做到以下几点:加大对变频器的检修力度,确保车辆在工作过程中不会出现故障;定期更换电机抱闸,确保其在工作过程中不会出现问题;定期更换工作车辆的轴承。
铝电解槽控机故障浅析作者:张飞来源:《赢未来》 2019年第17期张飞河南中孚铝业有限公司,河南巩义 451261摘要:分析了铝电解槽控机在夏季高温情况下容易发生的故障,并针对易发故障做出详细的分析,以及怎样预防、更好的改进等等。
关键词:铝电解槽控机;信号分配器;系列通讯随着铝电解控制技术的发展,集中以分布式控制形式的优点越来越明显,尤其是槽控机的功能越来越多,发展成智能型控制计算机,成为控制系统中最重要的部分。
槽控机安装在电解槽旁边,当主机发生故障失去对槽控机控制时,电解工可以就地对槽控机进行手动操作,完成自动控制的各项内容。
1 工作原理CPU板用与PC104总线兼容的386EX CPU板。
它主要由大规模集成芯片inter80386EX、控制逻辑电路、程序存储器、数据存储器、PV104总辑、定时器、中断、串口、看门狗等部件。
改板的主要特征如下:(1)CPU板芯片采用386EX 主频20MHZ(最高可达25MHZ)(2)存储器:512K带掉电保护的RAM、可选128K---512K用户EPROM、64K的系统EPROM (不占用DOS下的一兆空间)。
(3)3个可编程计数/定时器(82C54兼容):通道0作为定时器使用:通道1和2用于带光电隔离的外部计数器通道。
(4)32位看门狗计数器,其看门狗输出端可连接带硬件中断的IR15或CPU的复位端(5)2个可编程串口:一个用于RS232串口;另一个用于带光电隔离的RS485串口(根据实际使用时加焊器件)。
(6)带光电隔离的CANBUS接口。
(7)15级中断优先权(2篇8259芯片)(8)1个非屏蔽中断(9)支持实时时钟电路新品DS12887(10)一只可用于CPU运行状态的LED指示灯(11)16为开关量输入(K1,K2,K3),可用于站号及通讯率的设置2 打壳下料故障首先区别是上位机设置引起还是硬件引起的故障:2.1设置引起的原因可能有电解槽长期不发生效应、槽控机自动停料等待效应;人工误输入停料所致;打壳下料电磁阀动作时间太短等,以上故障应通过上位机进行查看。
铝电解槽信号原理故障处理方法1.引言铝电解槽是铝电解工艺中的重要设备,用于将氧化铝转化为金属铝。
信号原理是铝电解槽运行过程中的关键内容之一,对于保证电解槽的稳定运行和故障处理至关重要。
本文旨在探讨铝电解槽信号原理及其故障处理方法。
首先,我们将概述铝电解槽信号原理的基本概念和重要性。
随后,我们将介绍文章的结构和内容安排。
最后,我们将明确本文的目的和意义。
铝电解槽信号原理指的是在铝电解槽中产生、传输和接收的信号。
这些信号可以包括温度、电流、电压等各种参数的变化。
通过对这些信号的分析和处理,我们可以了解铝电解槽的运行状态和性能指标,从而及时发现和解决可能出现的故障。
铝电解槽信号传输方式主要有有线传输和无线传输两种方式。
有线传输是指通过电缆等导线将信号传输到信号处理设备进行分析和处理;无线传输则是通过无线通信技术将信号传输到接收设备进行分析和处理。
这两种传输方式各有优势和适用场景,可以根据具体需求进行选择。
在本文的故障处理方法部分,我们将详细介绍铝电解槽常见的故障类型和相应的处理步骤和技巧。
了解各种故障类型的特点和可能的原因,针对性地采取相应的处理措施,可以提高故障处理的效率和准确性。
总之,本文通过对铝电解槽信号原理和故障处理方法的探讨,旨在帮助读者全面理解和掌握铝电解槽的运行原理和故障处理技巧。
通过有效的信号分析和故障处理,可以提高铝电解槽的运行效率和稳定性,为铝工业的发展做出贡献。
(以上是对文章1.1 概述部分的内容的编写,可以根据具体情况进行修改和补充)1.2文章结构文章结构部分是对整篇文章的组织和安排进行说明,包括章节之间的层次关系和内容概述。
在本文中,文章结构可以按照以下方式进行描述:1.2 文章结构:本文主要分为三个部分:引言、正文和结论。
引言部分(章节1)主要对文章的主题进行概述,介绍铝电解槽信号原理故障处理方法的背景和重要性。
引言的概述部分会简要介绍铝电解槽信号原理故障处理方法的相关内容,为读者提供了对整篇文章的整体认知。
47机械加工与制造Machining and manufacturing电解铝配套设备常见运行故障维修及安全管理张明泉(中国铝业股份有限公司连城分公司,甘肃 兰州 730335)摘 要:电解铝配套设备主要有电解槽、直流母线、多功能机组、阳极转接框架和工艺车辆等。
电解槽是电解铝生产的关键设备,也是电解铝生产的心脏。
在电解铝厂的整个生产过程中,电解槽是主要的组成部分。
电解槽的容量不同,其电压水平、电流分布和操作条件也不同,所以对其进行及时的维护是非常必要的。
本文针对电解铝配套设备常见运行故障进行分析,并提出了一些预防措施。
关键词:电解铝;配套设备;运行故障;维修;安全管理中图分类号:TM621 文献标识码:A 文章编号:1002-5065(2023)22-0047-3Common operational faults, maintenance, and safety management of supportingequipment for electrolytic aluminumZHANG Ming-quan(China Aluminum Corporation Liancheng Branch,Lanzhou 730335,China)Abstract: The supporting equipment for aluminum electrolysis mainly includes electrolytic cells, DC busbars, multifunctional units, anode transfer frames, and process vehicles. The electrolytic cell is a key equipment in the production of electrolytic aluminum, and it is also the heart of electrolytic aluminum production. In the entire production process of an aluminum electrolysis plant, the electrolytic cell is the main component. The capacity of an electrolytic cell varies, and its voltage level, current distribution, and operating conditions also vary. Therefore, timely maintenance is necessary. This article analyzes common operational faults of supporting equipment for electrolytic aluminum and proposes some preventive measures.Keywords: electrolytic aluminum; Supporting equipment; Operation failure; Maintenance; security management收稿日期:2023-09作者简介:张明泉,男,生于1976年,汉族,甘肃临洮人,本科,工程师,研究方向:电解铝设备管理。
电解铝-槽控机故障现场应急处置方案一、物资准备氧化铝(数量视情况而定)、活动扳手、效应杆、两水平测量钎、取电解质工具、锥子、行车、测温枪二、应急处置一)槽控机故障1、巡视人员发现问题后立即上报运行班长,并检查下料是否正常;2、当班班长接到汇报后立即联系计算站进行处理,并赶往现场处置;3、当槽控机自动下料失效时,采用手动下料;4、当手动下料也失效时,安排人员(2人以上)到槽上部打开料阀下料;5、如果发生效应,下料量跟不上,安排人员从火眼口人工加料并将壳面上的料推入槽内,紧急情况下可用行车将壳面打垮加入槽内;6、保证足够的下料量,避免长效应;7、故障排除后测量电解质水平,根据电解质水平取/补电解质;8、测量侧部及钢棒温度,对异常点降温、持续监控,直至恢复正常。
二)槽控机粘连1、巡视员发现阳极提升系统连续工作并报警,槽电压持续升高,预判为槽控机粘连,立即按下急停键并通知班长;2、班长接到汇报后立即联系计算站处理,并赶往现场处置;3、当急停开关失效时,立即关闭槽控机电源开关及总电源开关,阳极升降停止动作;4、根据电压情况,人工调整电压(操作槽上部提升机),当电压偏低时抬电压至正常值;当电压偏高时,手动降电压,操作过程中插入效应棒使电解质沸腾,确保阳极不脱离电解质;5、调整电解质水平,多取少补。
三)槽控机系列停电1、巡视人员发现所有槽控机停电后,立即向班长汇报,打开出铝端槽门及下料口对应槽罩,打通下料口及出铝口;2、班长接到汇报后立即联系变电站处理,并赶往现场处置;3、联系叉车叉袋装氧化铝到现场;4、安排人员到槽上部人工下料;5、当发生效应,下料量跟不上安排人员从火眼口人工加料并将壳面上的料推入槽内,紧急情况下可用行车将壳面打垮加入槽内。
三、处置结束1、整理现场,应急物资放回原处;2、将槽罩盖好;3、对异常槽、异常点持续监控。
计算机站槽控机维护规程1、工作原理槽控机是铝电解生产过程控制的核心设备。
它是基于单片机8051的实时在线控制器。
其输入通道有:采集电解槽的槽电压(u)和槽电流(i),接收触摸开关板的各种工艺操作手动信号,接收各种检测信号;其输出通道有:保持电解槽能量平衡的阳极升降信号,保持电解槽物料平衡的打壳和下料信号,效应灯和效应报警信号。
槽控机通过智能模糊控制软件完成对生产工艺的各种控制功能。
2、技术参数3、设备点检标准3.1日常点检4、设备维护使用要求:4.1日常维护内容4.2定期维护内容4.3相关要求4.3.1倒班电工负责完成槽控机的日常维护和定期维护工作。
4.3.2 接班按点检记录的内容和要求进行点检;点检记录的填写,规范清楚。
4.3.3生产结束按设备清洁的内容和要求进行清洁。
4.3.4 在日常点检时发现一些简单问题如:绝缘套管脱落、电压误差、限位器等问题必须及时处理。
4.3.5 做好设备的紧固、调整工作:如螺栓松动紧固,小缺件的更换补齐,调整各机构动作的准确、协调。
4.3.6 在设备维护过程中发现问题,及时报告班长进行检修。
4.3.7设备点检、检修、维护完毕后,清扫工作场地。
5、槽控机常见故障处理控制系统维护规程1、工作原理控制系统在铝电解生产过程中起着非常重要的作用,主要由工控机与服务器组成。
其工作原理是:工控机将槽控机采集、产生的数据进行汇总,保存到服务器中;同时对槽控机发出指令,完成铝电解槽控系统的生产控制与技术分析功能。
2、技术参数3、设备点检标准3.1日常点检4、设备维护使用要求:4.1日常维护内容4.2定期维护内容4.3相关要求4.3.1当班操机员负责完成控制系统的日常维护和定期维护工作。
4.3.2 接班按点检记录的内容和要求进行点检;点检记录的填写,规范清楚。
4.3.3生产结束按设备清洁的内容和要求进行清洁。
4.3.4 在日常点检时发现一些简单问题如:工控机键盘、鼠标失灵等故障,必须及时处理。
电解铝多功能机组的常见电气故障及排除对策探究摘要:电解铝多功能机组作为电解铝重要设备,在实际生产中承担着吸出铝水、打壳、更换阳极、下料、运输以及辅助提升阳极母线等重要任务。
从我国电解铝产业概述入手,对铝电解多功能机组结构进行分析与描述,重点论述多功能机组遥控操作系统、电气控制系统等常见故障、并提出针对性的排除对策,从而保障铝电解机组的高效运行。
关键词:电解铝多功能机组电气故障对策中图分类号:tg233 文献标识码:a 文章编号:1007-3973(2013)005-062-02铝电解多功能机组作为重要的电解设备,其实际运行效率直接的关系到电解能否正常的运行。
常见的机组故障不仅影响了工业生产的连续开展,同时也影响了生产效益及安全。
为此进行电解铝多功能机组常见电气故障的论述以及对策的研究具有极强的现实意义。
1 电解铝产业概述1.1 电解铝产业特点电解铝主要是采用冰晶石为主的氟氯盐作为溶剂,氧化铝作为溶剂所构成的的多相电解质体系。
电解铝工业对于环境具有重大的影响,一直以来都属于高能耗、高污染行业。
电解铝工业产生的主要废气是二氧化碳,此外还有以氟化氢为主的气—固氟化物等。
其中二氧化碳作为一种温室气体会导致全球变暖,而氟化物中的cf4以及c2f6不仅会导致更为严重的温室效应,同时也会导致臭氧层的破坏。
氟化氢作为一种毒性气体也会通过接触或者呼吸道进入人体,当超过1.5g便会导致死亡。
1.2 电解铝工业现状中国自从70年代末引进160ka中间下料预焙槽技术后就逐渐拉开现代电解技术发展序幕,并且在材料、工艺、配套技术以及过程控制等方面展开了深入的研究。
在90年代末,我国在大型铝电解槽开发以及基础理论研究方面取得了一系列的成果,成功的研发了320ka以上的特大型电解槽技术,从而在技术上逐渐接近国际先进水平。
但是由于对于大型铝电解槽在生产领域的深层次应用不足,导致十几运行指标与国际水平差距较大。
同时电解槽难以达到设计寿命,破损率较高。
浅谈铝电解槽掉电压原因及处理措施摘要:本文通过对铝电解槽掉电压的原因进行分析,指出掉电压对电解槽的危害,并提出了掉电压问题的处理方法和预防措施,对维护电解槽稳定高效生产,有较大的促进作用。
关键词:铝电解槽掉电压炉膛处理前言掉电压又称“电压下滑”,从理论上讲在磁场的作用下,由于铝电解槽槽内溶体在内外作用力的影响下,使电解质和铝液界面形状发生改变,造成极距发生变化,电流分布不均匀而引起电解槽监测电阻或电压时发生周期性波动的一种不稳定现象。
1 掉电压原因1.1 工艺控制不当导致的掉电压(1)由于槽电压偏低、电流强度低、铝水平过高、分子比过低,长期炉底偏凉,炉底沉淀结壳多,伸腿长,铝水运动受阻翻滚到电解质上面直接阳极底掌接触短路,造成电压下滑。
(2)由于炉膛上涨严重炉膛畸形,槽底结壳分布不均匀,炉帮空,造成铝液中纵向电流增多,水平磁场与纵向电流相互作用,产生一种向上的电磁力使局部的铝液向上翻滚接触阳极底掌短路,造成电压下滑。
(3)由于分子比调整过快,电解质含炭,局部氧化铝浓度高。
分子比调整过快,会使电解质过热度偏大而熔化炉帮,侧部散热增大,炉底发凉结壳而形成水平电流。
表现形式往往为槽温下降过快而产生电压摆。
另外炉底沉淀过多,伸腿涨的过大,阴极压降升高致使水平电流增加,形成畸形炉膛,并产生电压摆。
以下是某铝厂300kA系列112号槽分子比上一个周期2.58,经过调整后降至2.3,下降过快导致掉电压。
图1 工艺控制不当导致的掉电压1.2 压槽极距不够导致的掉电压(1)换极、收边、出铝、堵料等操作过程落入电解槽内物料过多导致局部炉底沉淀过厚,电解槽浓度过大,电阻增大槽电压升高,人为或槽控机强制降电压导致的压极距,造成掉电压。
(2)阳极滑落入铝水短路导致的掉电压。
阳极掉块使阳极电流密度增大,由于掉渣掉块,缩小了阳极的导电面积,电极电阻升高,炭渣累积,电解质电阻增大,在阳极在阳极侧部,使炉帮融化,造成掉电压。
以下是某铝厂300kA系列135号槽由于阳极掉块引起掉电压。