浅析蒸汽-空气锤的电液锤改造及使用
- 格式:pdf
- 大小:187.02 KB
- 文档页数:2
电液锤安全操作规程一、电液锤开锤前的准备工作1、首先向锤头导轨、锤杆及各润滑处注入润滑油(脂)。
2、通过气压表检查气缸压力、蓄能器压力是否在正常压力下。
(气缸压力50kg,蓄能器压力40~45kg额定使用气压),如果发现气压不够应立即补充氮气或压缩空气。
(严禁充氧气或其他易燃气体)。
3、检查各密封处不得有漏损,各紧固螺钉不得有松动现象。
4、接通电源、开动油泵空转6~10分钟。
5、检查锻件的加热温度是否达到锻造温度。
二、操作程序在正常工作下锻锤具有下列功能:(1)锤头提升;(2)锤头打击;(3)锤头提到最高位置为重打;(4)锤头提升行程小为轻打;(5)锤头可在全行程范围内停止任意位置;(6)锤头可在任何停止位置实施打击;(7)锤头可在任意停止位置实施慢降动作。
三、操作方法将操作手柄向后拉到开启位置时,锤头就立即提升,当手柄回到中间位置时,锤头提升动作立即停止(此时锤头处于悬挂状态),当手柄向前推到位时,锤头立即打击,如果锤头提升高了,要求锤头轻打时,将手柄向前推一个小行程不动,锤头立即慢速下降,当到需要位置时,将手柄快速向前推到位,就实现了锤头轻打。
当锻件表面需要精整或滚园工艺要求时,可减少锤头提升高度以实现轻打和提高每分钟的打击次数,进行快锻。
锤头轻打、重打、快打、慢打等完全由一个手柄四个位置来实现。
四、操作时注意事项1、锤头在锻打中,在未接触锻件之前尽量避免突然提升锤头,防止意外事故的发生,这也是其操作与蒸汽锤的不同之处;2、严禁锤头冷击或空打;3、当发现锤杆与气杆处的密封泄漏严重或者紧固螺钉松动时,(或其他异常现象时)应停锤检修。
五、电液锤的维护和安全措施1、油箱内液压油要保持清洁,每次注油时都必须经过严格过滤,每连续使用6个月后要过滤一次,每隔一年更换一次液压油,同时清洗油箱;2、定期检修气压表和油压表及油温表,一旦发现损坏应立即更换新表;3、油箱上面的空气滤清器要定期清洗,一般不得超过六个月;4、油箱油位不得低于油位指示器下限(肉眼可见油位);5、三杆(锤杆和气杆)的密封和导向全是易损件,应有足够量的备件。

浅析蒸汽—空气锤的电液锤改造及使用作者:张贺来源:《中国新技术新产品》2013年第19期摘要:以锅炉蒸汽或压缩空气为驱动动力的3t蒸汽-空气锤,改造成152kJ(5t)电液自由锻锤后,在节能、降耗、减噪方面效果较之以前有非常明显区别;改造之后,不仅是打击能量也加大了、锻造锤击效率明显提高了,甚至就连锻造作业环境也得到了质地改善;本文依据液压气动原理,简述了蒸空锻锤电液技术改造原理、方法以及电液锤正确使用维护的问题。
关键词:3t蒸-空气锤;电液锤;改造;使用中图分类号:TG315 文献标识码:A1 概述蒸-空自由锻锤由于采用锅炉蒸汽或压缩空气作动力驱动,具有简单结构、锤击快、动作简单、工艺性强的特点,在一段时间内,得到了人们的推崇和喜爱;但通过长期的使用之后,人们逐渐发现了它固有存在的一些矛盾,如:能量利用率低,能量损耗较大;这些矛盾的衍生给企业的经济运行,带来了一定负面作用等等。
因此,我厂改造了一台3t蒸汽-空气锻锤。
即将蒸汽-空气锤的气缸部分更换为电液动力头,从而降低了生产成本,提高了锻造能力,增强了我厂的市场竞争能力。
2 电液锤的工作原理2.1 工作原理液压和电控技术的结合,是电液锤设计的基本原理;它的具体表现在:采用泵、蓄能器驱动装置,在主操作阀和快放阀配合控制下,完成锻锤的提锤、打击、慢升、慢降和急停收锤、悬锤等多种基本动作。
提升:启动电机油泵压力油进主操作阀快放阀放油口关闭压力油进入缸体锤杆活塞上升锤头提升工作缸上腔的氮气,同时储蓄能量。
打击:操作阀换向控制快放阀放油口打开气体膨胀及落下部分重力同时作功锤头落下。
2.2 电液锤要求实现的五种动作2.2.1 悬锤:压力油缸下腔活塞下提升实现悬锤。
2.2.2 单次打击:控制主操作阀阀杆锤头落下打击锻件。
2.2.3 任意位置打击:提升锤头至任意高度。
2.2.4 连续打击:压下和提升脚踏板、操作手柄连续打击。
2.2.5 急停和收:松开脚踏板、提起操作手柄油口关闭压力油作用活塞下控制主操作阀杆停锤收锤。
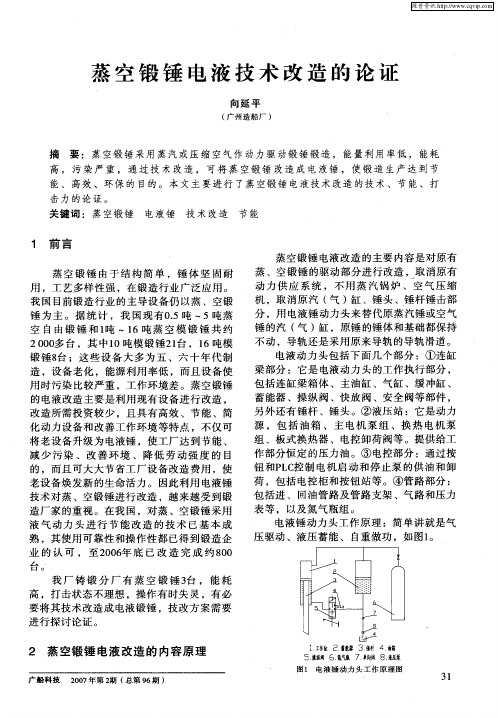
第一章概述一、电液锤基本特点1、电液锤能量利用率高,可以节约能源与蒸——空锻锤不同、电液锤采用液压或液气驱动。
以采用液气驱动的情况下,工作前向锤的工作气缸一次充入定量的压缩氮气,工作期间并不向外排气,通过压力的改变,使定量封闭的气体进行反复地压缩蓄能、膨胀作功。
输入的是液体压力能,得到的是气体膨胀功并转变为打击能量。
电液锤的主要能源消耗是电机消耗的电能,因此它的能量有效利用率比蒸——空锻锤高得多。
达到70~90%。
2、设备的安装使用简单电液锻锤简化了动力装置,可以节约投资,液压系统自成一体,与锻锤配合紧凑,而且也不复杂。
既不需要蒸——空锻锤所必需的大型动力设备(锅炉或空气压缩站),又可以使用户安装方便、上马快、且占地面积小,从而节约了投资。
3、电液锤打击能量和打击频次可以任意调整根据所打锻件的大小和复杂程度不同,可以通过调整氮气压力和开启电机台数多少,来实行打击能量和打击频次的任意调整,工艺适用范围广。
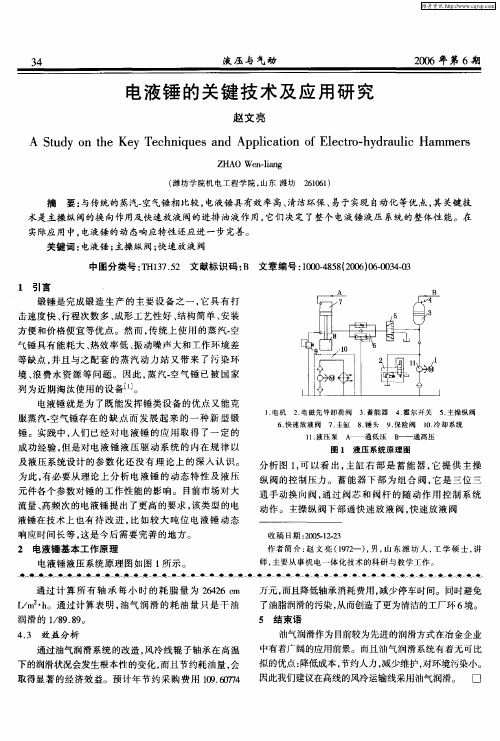
第二章主要技术参数1. 落下部分公称质量2000Kg2. 最大打击能量50KJ3. 额定打击频次50-100min-14. 锤头最大行程1200mm5. 两导轨间距离mm6. 锤头长度800mm7. 工作气压2-2.5Mpa8. 工作油压10-12Mpa9. 泵总流量3×236L/min10.主电机装机容量3×55KW第三章主要结构及工作原理一、工作原理概述电液锤的基本结构见电液锤工作原理图,它的主体是一个箱体,也叫连缸梁,由几条螺栓通过减震垫固定在原来锤架上。
箱体的中间连有主缸,主缸上部是与蓄能器上腔相通的保险缸,内有保险活塞;主缸的侧下部分有两个孔分别与二级阀和保险阀连通;液压站来的油通过管路进入连缸梁右上侧的主操纵阀和蓄能器中;蓄能器下部的油腔直接与主操纵阀相通,上部通过管路接氮气瓶。
主缸中间装有锤杆活塞,活塞外径有YX(特制)形密封圈等密封件将下部的油液和上部的氮气分隔开,活塞上部受到气缸内所充氮气压力的作用,其作用面积为A驱;活塞下部和锤杆间的环形面积是回程油压的作用面积为A回。
空气锤的使用方法主要包括以下步骤:
1. 准备工作:首先需要确保空气锤的各个部件完好无损,尤其是锤头和气源部分。
检查完毕后,将空气锤连接到气源上。
2. 调整气压:根据所需打击力度和工件的硬度,调整气源的气压。
一般来说,气压越高,打击力度越大。
3. 安装模具:根据加工需求选择合适的模具,将其安装在空气锤的工作台上。
4. 定位工件:将工件放置在模具上,并使用夹具将其固定,确保在打击过程中工件不会发生位移。
5. 开始操作:打开气源阀门,使压缩空气进入空气锤的气缸,推动活塞进行上下运动。
此时,锤头会不断打击工件,实现塑性变形。
6. 连续打击:在打击过程中,需要根据工件的变形情况调整模具和工件的位置,以保证塑性变形的均匀性。
7. 结束操作:当工件塑性变形达到预期效果后,关闭气源阀门,停止空气锤的运动。
8. 清理工作现场:将工件从模具上取下,清理工作台和锤头上的残渣,保持工作现场的清洁。
9. 维护保养:使用完毕后,应对空气锤进行定期维护保养,以保证其良好的工作性能和使用寿命。
总之,在使用空气锤时,应遵循安全操作规程,合理调整气压,正确安装模具和工件,确保塑性变形的质量和效率。
1T电液自由锻锤使用说明目录1.电液锤的组成2.驱动系统的主要结构及动作原理3.液压系统与循环冷却系统4.气路系统5.电气控制系统6.1T锤的主要性能参数7.试车8.设备的使用与维护9.可能的故障及处理10.易损件明细表11.附图1T电液锤使用说明书一.电液锤的组成1T电液锤由基础,砧座部份、锤身、动力驱动系统、液压系统、气路系统、电气控制系统、冷却及过滤系统所组成。
其中基础,锤身,砧座部份的使用与维修见C13-1型蒸汽锤说明书的相关章节。
二.驱动系统的主要结构及动作原理电液驱动头的基本结构参见“电液驱动头装配示意图”,其主要组成部份是连缸梁、组合阀、蓄能器、主缸、二级阀、保险阀、副气罐、下封堵及锤杆锤头组件。
连缸梁内部装有主缸衬,其下部有两个孔,分别与二级阀和保险阀相通,二级阀另一端接组合阀下部,保险缸接蓄能器气路,连缸梁内部空腔起油箱的作用。
主缸内的锤杆活塞将下部的油液与上部的氮气分隔开,锤杆下部靠下封堵密封,端头通过连接套与锤头连接,上部氮气与副气罐相通。
组合阀是特殊设计的随动阀,它的作用是用小的操纵力,使大通径的滑阀得到准确的动作,滑阀有中位、回程、打击三个工作位置。
从液压系统来的高压油液经管路到达组合阀与蓄能器,手动操纵组合阀,控制二级阀的状态即可实现锤的回程、任意位停锤、压住工件与打击。
具体动作为:控制组合阀使二级阀关闭,让高压油作用在主缸活塞下部,则锤头上升(回程);控制组合阀使二级阀关闭,同时使组合阀控制阀芯处于中位,则锤头可停于行程范围内的任意位置;控制组合阀使二级阀开启,让作用在主缸活塞下部的高压油卸荷并快速放出,则锤头下降(打击);特别说明:只要二级阀一开启,则锤头将快速下行,锤头的其它动作都是在二级阀开闭的情况下进行的。
组合阀控制阀芯处于中位时,锤头可停于行程范围内的任意位置;阀芯从中位进入1mm,锤头开始下滑,进入越多锤头下滑速度越快,当进入2.5mm以上时就可发生打击,进入3—4mm就可满足打击要求,最多可进入5mm;阀芯从中位向外拉出1mm时,锤头开始回程,开口越大回程速度越快,回程时最多可拉出12mm,但一般操作到所要求的回程速度即可。