PZGLI007-108 回流焊工序参数检查表
- 格式:xls
- 大小:76.50 KB
- 文档页数:2


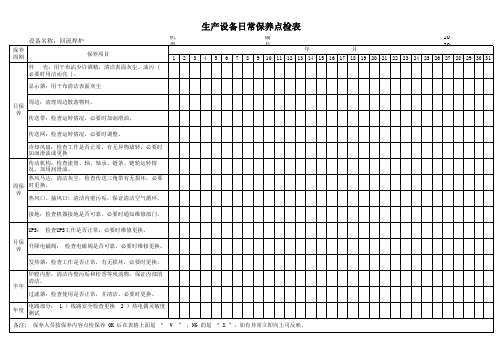
日周12345678910111213141516171819202122232425262728293031
显示器显示器清扫基准书
√主体清扫(开始操作时)基准书√
主体清扫(开始操作时)基准书√
主体清除助焊剂基准书√
XY装置注入高温润滑油基准书√
XY装置注入高温润滑油基准书√
主体检查热风马达运转是否顺利基准书√
担当基准书√√
确认基准书√√
表单编号:J-WAY/FM 05 04 01 REV:A00制作:审核:检查·注油内容检查·注油位置机器内部 机器外表面X轴线形丝杠Y轴链条热风马达进出口回流焊—日·周点检记录表
显示器保养日期
保养频率装置名称规格·指定值参照线别:
设备型号:协维(上海)电子有限公司月年日期:。

焊接过程与检验记录表
1 / 1
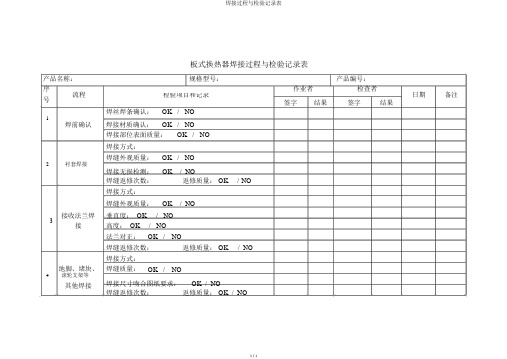
板式换热器焊接过程与检验记录表
产品名称: 规格型号:
产品编号:
序
流程
作业者
检查者
日期
备注
号 检验项目和记录
签字
结果
签字
结果
焊丝焊条确认:
OK / NO
1
焊前确认
焊接材质确认: OK / NO
焊接部位表面质量: OK / NO 焊接方式:
焊缝外观质量:
OK / NO
2
衬套焊接
焊接无损检测: OK / NO
焊缝返修次数: 返修质量: OK / NO
焊接方式:
焊缝外观质量: OK / NO 3
接收法兰焊 垂直度: OK / NO
接
高度: OK / NO
法兰对正: OK / NO
焊缝返修次数:
返修质量: OK
/ NO
焊接方式:
地脚、堵块、 焊缝质量: OK / NO
4
滚轮支架等
其他焊接
焊接尺寸吻合图纸要求: OK / NO
焊缝返修次数:
返修质量: OK / NO。

1、GB50236-2011《现场设备、工业管道焊接工程施工及验收规范》 焊缝质量分级标准(1 )1级焊缝外观质量① 裂纹、表面气孔、表面夹渣、咬边、未焊透、根部收缩、角焊 缝厚度不足:不允许;② 角焊缝焊脚不对称:差值W 1+0.1a ;余高W 1+0.10b,且最大为3mm(2 )^级焊缝外观质量① 裂纹、表面气孔、表面夹渣、咬边、未焊透、角焊缝厚度不足: 不允许;② 根部收缩:W 0.2+0.02 5,且W 0.5mm,长度不限;③ 角焊缝焊脚不对称:差值W1+0.1a ;余高W 1+0.10b,且最大为3mm(3)川级焊缝外观质量 ① 裂纹:不允许;② 表面气孔:每50mm 焊缝长度内允许直径W 0.3 5,且W 2mm 的 气孔2个,孔间距》6倍孔径;③ 表面夹渣:深W 0.1 5,长W 0.3 5,且W 10mm④ 咬边:W 0.05 5,且W 0.5mm,连续长度w 100mm 且焊缝两侧 咬边总长W 10%旱缝全长;⑤ 未焊透:不加垫单面焊允许值w 0.15 5,且w 1.5mm,缺陷总长 在6 5焊缝长度内不超过5;⑥ 根部收缩:w 0.2+0.02 5,且w 1mm 长度不限;⑦ 角焊缝厚度不足: w 0.3+0.05 5 ,且w 1mm 每100mm 旱缝长度检查点 检查项目检查标准 存在问题 备注焊接专业检查具体标准检查点 检查项目检查标准 存在问题 备注内缺陷总长度W 25mm⑧ 角焊缝焊脚不对称:差值W 2+0.15a ;余高W 1+0.2b,且最大为5mm (4 )"级焊缝外观质量 ① 裂纹:不允许;② 表面气孔:每50mn 焊缝长度内允许直径W 0.4 5,且w 3mm 的 气孔2个,孔间距》6倍孔径;表面夹渣:深w 0.2 5,长w 0.5 5,且w 20mm 咬边:w 0.1 5,且w 1mm 长度不限;未焊透:w 0.2 5,且w 2.0mm,每100mn 焊缝内缺陷总长w 25mm 根部收缩:w 0.2+0.04 5,且w 2mm 长度不限;角焊缝厚度不足: w 0.3+0.05 5,且w 2mm 每100mm 焊缝长度 ③ ④ ⑤ ⑥ ⑦ 焊接专业检查具体标准内缺陷总长度w 25mm ⑧ 角焊缝焊脚不对称:差值w2+0.2a ;余高w 1+0.2b,且最大为5mm2、区别低温氧化和高温氧化的方法宜采用酸洗法,经酸洗能除去 紫色、蓝色者为低温氧化,除不掉者为高温氧化,酸洗液配方为:2%-4%HF+30%-40%HN0余量水(体积比),酸洗液温度不应高于 60C,酸洗时间宜为 2-3min,酸洗后应立即用清水冲洗干净并晾 干。
(peak temp)215℃±5℃0<Slope<3/sec 0<Slope<3℃/sec回焊区冷却区预热区恒温区1)预热区自室温状态至130℃之间,其升温速率不可超过3℃/秒。
2)恒温区温度介于120℃~160℃之间,时间为60~120秒。
目标为90-110秒。
3)回焊区温度210℃以上,时间为15~45秒。
4)回焊区升温速率须小于3℃/sec。
5). BGA焊点脚Peak温度为215±5℃,表面温度小于230℃(除客户特殊要求外),其余零件焊点脚Peak温度一般应小于等于230℃。
6)冷却区冷却速率须小于4℃/sec最佳胶水温度曲线1801251.)最高温度145℃.2.)125℃~145℃时间 T:105~210S.3.)用同一机种基板上体积最大(即吸热最严重)的组件引脚或CHIP焊盘作为炉温测试点.最佳的无铅锡膏回焊曲线温度250 25060_90少于3℃/Se c1.)升温阶段:升温速率应低于3℃/Sec。
2.)最高温度不得低于230℃,最高温度不得高于250℃。
3.)预热段温度:30℃至150℃的时间: 60-90Sec;4.)恒温段温度:150℃至217℃的时间:60 —120Sec; 目标:90_100sec5.)回流段温度:大于217℃以上的时间:60 —90Sec;目标:70sec 峰值温度:230-245℃。
6).冷却速率3℃/Sec左右。
1.3、温度测试1.3.1、待设定后的温度稳定后,将测温仪正确地放入炉内进行温度测试。
1.3.2、IPQC将初次测定的温度数据交给PE,由生技PE或工艺组人员比较与规范所制订的profile差异,各参数合格后方可生产。
反之,由生技PE或工艺组人员调至合格方可生产。
1.3.3、量测时机:a、炉子停机时间超过12小时,重新开始生产需进行炉温测试b、回流后品质有异常,温区温度设置被更改后需测量.c 、 新机种试产设定温度后。
标准回流焊检查表机器型号:序号:I. 一般检查正常异常N/A 1.检查设备到达客户现场时外观无损坏☐☐☐2.安装地脚螺栓,并将设备移到客户指定的位置☐☐☐3.安装设备所需要的控制电脑和灯塔,调节设备水平☐☐☐4. 开关电源☐☐☐5. 计算机☐☐☐.通用软件功能测试6. 紧急停止开关☐☐☐.四个开关都可以被激活并重置7. 蜂鸣器☐☐☐8. 指示灯塔☐☐☐.无论是红色,黄色和绿色光可以被打开9. 输送电机☐☐☐.输送皮带,链条,可以顺利运作无震动.输送速度可以达到设定值并保持稳定10. 调宽窄电机☐☐☐.输送轨道能达到极限开关两端并停止11. 输送带☐☐☐.输送带没有弯曲12. 炉膛/升降马达☐☐☐.自动申缩杆可以达到限位开关两端并停止13. 链条自动加油润滑☐☐☐.油泵可以运行,自动添加润滑油.润滑系统无任何连接处泄漏油现像14. PCB 传感器☐☐☐.机床的两端都对PCB的传感器可以检测PCB板并在电脑屏幕上显示15. 热风马达☐☐☐.检查每个马达运行转向是否正确,标签方向是否贴正确16. 变频器☐☐☐.根据要求的速度,设定变器频率参数17. 氧分析仪☐☐☐.分析仪的氧气泵和气体流量可以运行显示.分析仪读氧气20-21%时,测量空气。
当有氮的投入,氧分析仪显示出正确的数据18. 内联接口信号☐☐☐.当机器还没有准备好,行程信号是打开的.当机器准备就绪后,行程信号是关闭的19. UPS ☐☐☐.当市电断电后,传送带将不会停止,直到所有炉内的板输出炉子,UPS继电能力不少于15分钟20. 空气阀☐☐☐.排气阀门打开时,压缩空气流量可观测21. 氮气阀☐☐☐.氮阀控制开关打开时,可显示氮气流速和流量,22. 冷水机组☐☐☐.冷却水泵正常运行和观察水流量.水温可以达到设定点23. 建立温度曲线☐☐☐24. 机械外观☐☐☐.外罩和机组枢架没有生锈及弄脏] .零件和机器的部件无裂纹,变形和破坏.电脑操作屏幕按钮排列整齐一至II. 基本操作检查正常异常1.运行所有的设置可以达到设定值☐☐2.区域温度精度检查(±1度)☐☐区温度设定:检测结果附加温度曲线。
电焊机专项检查表电焊机专项检查表序号 1检查项目基础管理检查内容包括电动工具专项管理制度和安全使用规程,以及维护使用记录。
检查结果处置措施备注序号 2检查项目配电及线路要求电焊机必须装有独立的专用电源开关,符合“一机、一闸、一保护”要求。
漏电保护器需要定期检测,开关动作灵敏可靠,标识齐全,安置摆放正确。
电焊机外壳需要接地(接零)保护接线正确,连接牢固。
配电容量需要与电焊机匹配,临时线按规范敷设,并与使用要求、环境匹配。
一次线、二次线需要有接线柱,接线牢固,防护罩齐全。
一、二次线圈绝缘电阻需要大于或等于1MΩ,一次线、二次线导线截面需要与工作参数相适应。
序号 3检查项目一次线、二次线要求一次线无老化、破损、裸露,长度小于5米。
二次线的长度小于30米,接头不超过3个,接头采取防护措施。
二次线回路需要使用规范(禁止连接建筑物的金属框架、管道、暖气等做焊接回路)。
铭牌、参数、刻度、检查等标识需要齐全、清晰。
电焊机机芯需要固定牢固,与外壳保持安全距离。
序号 4检查项目电焊机本体要求焊机使用场所需要清洁,无严重的灰尘,周围没有易燃易爆物品。
在特殊环境条件下(如:室外的雨雪中;温度、湿度、气压超出正常范围或具有腐蚀、爆炸危险的环境),需要对设备采取特殊的防护措施以保证其正常的工作性能。
铭牌、参数、刻度、检查等标识需要齐全、清晰。
现场使用的电焊机,应结合作业环境设置相应的防雨、防潮、防晒措施,保持通风良好,并定期吹扫清除积灰。
施焊现场10米范围内不得堆放油类、木材、气瓶等易燃易爆物品。
在油类区、易燃易爆场所及煤气区域施焊动火作业,应根据动火作业分级标准要求办理动火证,并采取相应的安全防控措施后,方可进行操作。
其他一般区域应配备灭火器。
序号 5检查项目安全作业条件规范要求焊接密闭空心工件时,必须留设通气孔。
在内施焊,必须设专人监控,并采取良好的通风措施,照明采用安全电压。
高处作业必须系挂安全带,焊接周围及下方应采取防火隔离措施,地面设专人监护。