7中齿轮加工常用方法图解
- 格式:doc
- 大小:771.00 KB
- 文档页数:6



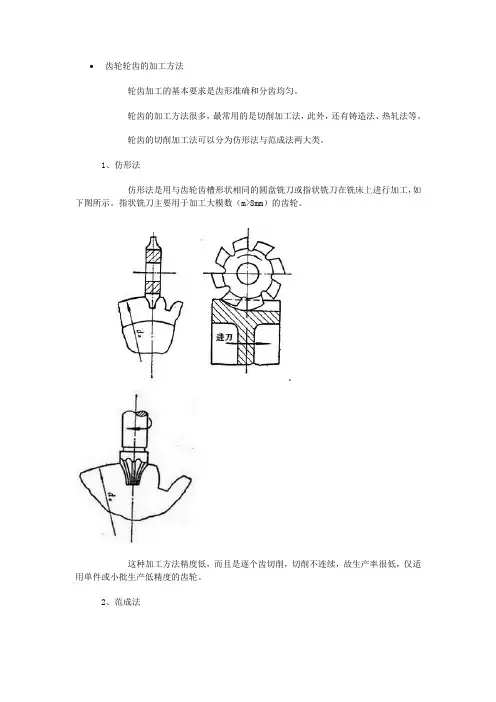
∙齿轮轮齿的加工方法轮齿加工的基本要求是齿形准确和分齿均匀。
轮齿的加工方法很多,最常用的是切削加工法,此外,还有铸造法、热轧法等。
轮齿的切削加工法可以分为仿形法与范成法两大类。
1、仿形法仿形法是用与齿轮齿槽形状相同的圆盘铣刀或指状铣刀在铣床上进行加工,如下图所示。
指状铣刀主要用于加工大模数(m>8mm)的齿轮。
这种加工方法精度低,而且是逐个齿切削,切削不连续,故生产率很低,仅适用单件或小批生产低精度的齿轮。
2、范成法范成法也叫展成法,它是利用齿轮的啮合原理来切削轮齿齿廓的。
这种方法加工齿轮精度较高,是目前轮齿加工的主要方法。
范成法种类很多,有插齿、滚齿、剃齿、磨齿等,其中最常用的是插齿和滚齿,剃齿和磨齿则用于精度和光洁度要求较高的场合。
∙插齿,如下图所示为用齿轮插刀加工齿轮时的情形,图中1为插齿刀,2为被加工齿轮轮坯。
齿轮插刀的形状和齿轮相似,其模数和压力角与被加工。
齿轮相同。
加工时,插齿刀沿轮坯轴线方向做上下往复的切削运动,同时,机床的传动系统严格地保证插齿刀与轮坯之间的啮合运动关系。
这样切制出来的轮齿齿廓,时插齿刀刀刃相对轮坯运动过程中刀刃各位置的包络线,如图(右下)所示。
插齿加工:(视频1)(视频2)当齿轮插刀的齿数增加到无穷多时,其基圆半径变为无穷大,插刀的齿廓变成直线齿廓,齿轮插刀就变成齿条插刀1,如下图所示。
滚齿,这种齿轮加工方法是基于齿轮与齿条相啮合的原理,利用滚刀在滚齿机上进行轮齿的加工,如下图示。
滚刀1的外形类似沿纵向开了沟槽的螺旋,其轴向剖面的齿形与齿条相同。
当滚刀转动时,相当于这个假想的齿条连续地向一个方向移动,轮坯2相当于与齿条相啮合的齿轮,从而滚刀能按照范成原理在轮坯上切出渐开线齿廓。
同时刀还沿着轮坯轴向缓慢移动,以便沿整个轴向齿宽切出齿轮的齿廓。
滚齿前后滚齿视频:。
任务2 掌握齿轮加工方法一、齿形的铣削加工铣削加工是用成形法加工齿轮齿形的一种方法,这种方法简单,但生产率不高,加工精度较低〔9~11级〕,齿面外表粗糙度数值较大〔~〕,适用于单件小批生产。
〔一〕工作原理一般在普通卧式铣床或立式铣床上用成形法加工齿轮,此时铣刀的旋转是主运动,被切齿的毛坯随工作台作纵向进给运动。
当一个齿槽切好后利用分度头进行分度,再依次加工另一个齿槽,直到切完所有齿槽为止,如图7-9所示。
-齿轮滚刀 2-工件图7-9齿形的铣削加工图7-10 用滚刀加工齿轮〔二〕铣削过程以m =3mm ,=24直齿圆柱齿轮为例,其铣削过程如下。
1.铣刀的选定。
m =3mm ,=24,按表7-1对应的所铣齿轮齿数21~25,应选用4号铣刀。
2.分度头计算。
按简单分度法计算分度头手柄的转数n :n = z40=2440=12416即铣完一齿后,分度头手柄摇一圈,再在24的孔圈上转过16个孔距3.工件的装夹与校正。
加工直齿圆柱齿轮时,应配制相应的心轴,将工件锁紧在心轴上后,用分度头夹紧心轴一端,尾座顶尖顶另一端。
夹紧后应对工件进行以下校正:①校正工件的径向和端面的圆跳动;②校正分度头和尾座顶尖的等高;③校正工件对铣床导轨的平行。
4.对刀及背吃刀量的控制。
刀具对正工件中心一般采用切痕法。
即将铣刀转动后,先升高工作台使齿坯接近铣刀,再横向来回移开工作台让铣刀圆周切削刃轻擦工件顶部,擦出椭圆形刀痕,接着调整铣刀廓形对称线对准椭圆中心即可。
背吃刀量应按2.25m计算。
即×3=6.75mm。
为了保证齿面的外表粗糙度,应分粗、精铣两次进行。
一般粗铣后要留~2mm再精铣。
本例中可先铣去~5mm,再对好齿轮所要求的尺寸铣第二刀。
用成形法可加工直齿圆柱齿轮、斜齿圆柱齿轮、锥齿轮等。
二、齿形的滚齿加工滚齿是在滚齿机上用与被切齿轮同模数的齿轮滚刀来加工齿轮,如图7-11所示。
〔一〕工作原理滚齿是利用齿轮与齿条啮合原理来加工齿轮的。
齿形加工的方法有很多种,一般有粉末冶金法,铣齿,成形磨齿,滚齿,剃齿,插齿,展成法磨齿
1.铣齿
采用盘形模数铣刀或指状铣刀铣齿属于成形法加工,铣刀刀齿截面形状与齿轮齿间形状相对应。
此种方法加工效率和加工精度均较低,仅适用于单件小批生产。
2.成形磨齿
也属于成形法加工,因砂轮不易修整,使用较少。
3.滚齿
属于展成法加工,其工作原理相当于一对螺旋齿轮啮合。
齿轮滚刀的
原型是一个螺旋角很大的螺旋齿轮,因齿数很少(通常齿数z = 1),牙齿很长,绕在轴上形成一个螺旋升角很小的蜗杆,再经过开槽和铲齿,便成为了具有切削刃和后角的滚刀。
4.剃齿
在大批量生产中剃齿是非淬硬齿面常用的精加工方法。
其工作原理是利用剃齿刀与被加工齿轮作自由啮合运动,借助于两者之间的相对滑移,从齿面上剃下很细的切屑,以提高齿面的精度。
剃齿还可形成鼓形齿,用以改善齿面接触区位置。
5.插齿
插齿是除滚齿以外常用的一种利用展成法的切齿工艺。
插齿时,插齿刀与工件相当于一对圆柱齿轮的啮合。
插齿刀的往复运动是插齿的主运动,而插齿刀与工件按一定比例关系所作的圆周运动是插齿的进给运动。
这张图片看的不够直观,下面的原理图大家应该一看便明白了。
6.展成法磨齿
展成法磨齿的切削运动与滚齿相似,是一种齿形精加工方法,特别是对于淬硬齿轮,往往是唯一的精加工方法。
展成法磨齿可以采用蜗杆砂轮磨削,也可以采用锥形砂轮或碟形砂轮磨削。
上图依次为a.锥形砂轮磨齿,b.蝶形砂轮磨齿,c.蜗杆砂轮磨齿。
7:粉末冶金齿轮
一种适合批量生产,高精度,低噪音的齿轮加工法,更具有高效率,低成本的特征。
其方法是将混合好的金属粉末通过专业的粉末冶金压机压入预先制作好的模具中,形成粉末冶金毛肧,然后通过高温烧结,不锈钢粉末冶金齿轮是通过真空炉烧结,最后浸泡防锈油或者机加工。
精度要求高的还可以精整。
效率非常高,一台设备一天可达三万件。