汽车总装拧紧工具选配
- 格式:ppt
- 大小:8.84 MB
- 文档页数:30
汽车装配常用拧紧工具的使用规范班级:汽制083姓名:***学号:*********一:常用拧紧工具的使用规范1:气动扳手的方法及维护如何正确使用气动扳手(1)气动扳手的压缩空气必须经油水分离器清洁和调压器稳压。
(2)使用前,应接入气源检查各接头处及扳手有无漏气,然后启动扳手,检查有无异响,空转是否正常。
如有异常应及时修理。
(3)由于扳轴输出的扭矩是定制,所以扳手应和所有的拆装的螺纹相适应。
(4)气动扳手冲击频率高,拆装一个螺纹件仅需几秒钟,时间长,扳手和螺纹都容易损坏。
气动工具需要定期保养,限定每三个月保养一次,所有的压缩空气必须经过三联件过滤去水和加润滑油处理2:电动扳手的使用方法如何正确使用电动扳手(1)电动扳手是定扭矩的,因此作旋紧用的必须注意扳手的使用范围,以防拧断螺栓。
(2)一般装配一个螺纹件,冲击时间为2~3秒,不要经常超过5秒。
(3)电压过高过低均不宜使用。
空转时,若有火花,响声等异常时,要排除故障后在使用。
变换转向时,要先用电源开关切断电源,再搬动正反转开关,以保护正反转开关。
二、各种普通常用工具简介:1.普通扳手:(1)开口扳手:又称呆扳手,是最常见的一种扳手,其开口的中心平面和本体中心平面成15 °角,这样既能适应人手的操作方向,又可降低对操作空间的要求。
其规格是以两端开口的宽度S (mm)来表示的,如8-10 、12-14 等,通常是成套装备,有8 件一套、10 件一套等,通常用45 、50 钢锻造,并经热处理。
(2)梅花扳手:其两端是环状的,环的内孔由两个正六边形互相同心错转30 °而成,使用时,扳动30 °后,即可换位再套,因而适用于狭窄场合下操作,与开口扳手相比,梅花扳手强度高,使用时不易滑脱,但套上、取下不方便。
其规格是以闭口尺寸S (mm)来表示,如8-10 、12-14 等,通常是成套装备,有8 件一套、10 件一套等,通常用45 钢或40Cr 锻造,并经热处理。



底盘车间气动定扭拧紧工具技术要求一、设备描述1.设备名称:底盘车间气动定扭拧紧工具2.设备用途:前后桥安装、转向系统、四轮定位紧固件拧紧3.采购数量: 11套二、设备环境适应性要求1.适应厦门金龙联合汽车工业有限公司现场空间设计要求及现场适用性要求。
2.车间温度:-5℃~45℃,相对湿度≤98%的环境要求。
3.供气压力: 0.5~0.7MPa。
4.设备噪声:不大于80dB。
5.设备保证在使用地的气候条件下不会对其功能、测量的稳定性及使用寿命等产生不良影响。
三、★设备工艺技术要求1.拧紧工具重量≤5.5KG。
2.★拧紧工具尺寸要求:长度≤355mm(355mm不包括反力杆,超过作业空间受限),输出轴最大直径≤68mm。
3.★拧紧工具的输出头为3/4或1方寸头。
4.★拧紧力矩范围要求150~600N.m,最大力矩(600N.m)可长负荷工作。
5.★拧紧工具应具有正、反转功能、点动功能。
6.★拧紧工具精度要求:具有扭矩传感器,扭矩精度≦5%。
7.★拧紧工具可靠性要求:拧紧20万次不失精度。
(超过次数后,5年内工具在扭力校验时发现偏差可通过保养维护恢复到精度要求水平。
)8.★拧紧枪需配置反力杆。
反力杆应能够360度旋转,方便操作员在拧紧时快速对位。
枪体与反力杆应方便操作。
注:反力杆样式(L型、S型)再具体对接确定。
9.★拧紧工具锁付到达预设扭力值时,能自动断气并释放残余扭力,方便操作者将工具退出。
10.★拧紧工具上集成有拧紧程序选择功能,方便操作人员进行快速切换不同拧紧程序,最少可在工具上预设3组扭矩,并且可快速调整预设值,方便目标扭力调整。
11.★空转转速≥100Rpm;可实现2段拧紧速度:初始高速旋转预紧,当拧紧力矩靠近目标值时自动变成低速高扭矩旋转。
12.★拧紧工具要带显示屏幕,拧紧结果能清晰、直接方便查看,具有拧紧结果反馈:OK/NOK或者扭力值。
13.★设定扭力之时或发生任何错误之时,机器不能启动,确保安全。
XX公司企业规范编号xxxx-xxxx汽车设计-汽车车身用标准件选型规范模板汽车车身用标准件选型规范1 范围本规范主要介绍了车身所用标准件的常见类型,阐述了各类标准件在车身上的应用及选取则,包括螺栓长度的选用、螺栓和螺母公称直径的选用、螺纹牙距的选用、特殊螺栓、螺母的选用等,为以后车身标准件选用提供一个参考。
本规范适用于众泰轿车、SUV等车型的设计。
2 规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是不注日期的引用文件,仅注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T3098.1 紧固件机械性能螺栓、螺钉和螺柱GB/T3098.2 紧固件机械性能螺母粗牙螺纹GB/T3098.3 紧固件机械性能紧定螺钉GB/T3098.4 紧固件机械性能螺母细牙螺纹GB/T3098.5 紧固件机械性能自攻螺钉GB/T5779.1 紧固件表面缺陷—螺栓、螺钉和螺柱GB/T5779.2 紧固件表面缺陷—螺母GB/T94.1 弹性垫圈技术条件弹簧垫圈QC/T607 六角螺母和锥形弹性垫圈组合件GB/T5783 六角头螺栓—全螺纹—A和B级GB/T5789 六角法兰面螺栓—加大系列—B级GB/T1664 六角法兰面螺栓GB/T2673 内六角花形沉头螺钉GB/T29.2 十字槽凹穴六角头螺栓GB/T5782,GB/T5783 六角头螺栓—粗牙GB/T5785,GB/T5786 六角头螺栓—较细牙GB/T6177 六角法兰面螺母GB/T6560 十字槽盘头自攻锁紧螺钉GB/T70 内六角圆柱头螺钉GB/T819 十字槽沉头螺钉GB/T845 十字盘头自攻螺钉GB/T847 十字槽半沉头自攻螺钉QC/T613 六角法兰面自排屑螺母GB/T9074.1 十字槽盘头螺钉和平垫圈组合件GB/T9074.3 十字槽盘头螺钉和弹簧垫圈组合件GB/T9074.14 六角头螺栓和平垫圈组合件GB/T9074.15 六角头螺栓和弹簧垫圈组合件GB/T9074.17 六角头螺栓、弹簧垫圈和平垫圈组合件GB/T9074.18 十字槽盘头自攻螺钉和平垫圈组合件GB/T9074.19 十字槽盘头自攻螺钉和大垫圈组合件GB/T9074.4 十字槽盘头螺钉、弹簧垫圈和平垫圈组合件GB/T9456 十字槽凹穴六角头自攻螺钉GB/T96 大垫圈GB/T95 平垫圈QC/T330 A型簧片螺母QC/T340 六角法兰面承面带齿螺栓QC/T602 十字槽大半圆头自攻螺钉GB/T6187 全金属六角法兰面锁紧螺母GB/T 16823.1 螺纹紧固件应力截面积和承载面积GB/T10125 人造气氛腐蚀试验盐雾试验QC/T625 汽车用涂镀层和化学处理层QC/T326 汽车标准件产品编号规则3 汽车车身所用标准件常见类型汽车车身所用标准件常见类型主要分为三大类:螺栓、螺钉和螺母,每一类又根据是否焊接和结构形式的不同分为若干类,常见的类型列举如下。
汽车装配常用工具量具1、前言现代汽车工业的快速发展,各类汽车装配用工具量具可谓功不可没。
本篇文章将对汽车总装装配厂常用工具量具进行介绍。
其所讲之处,大多是个人所见所闻,亦是逐步认识汽车总装装配厂的一个认识点。
其所介绍的内容涵盖了各类扳手、起子、钳子、锤子、钢板尺、卡钳、游标卡尺、千分尺、万用表等等。
下面就对它们进行一一介绍。
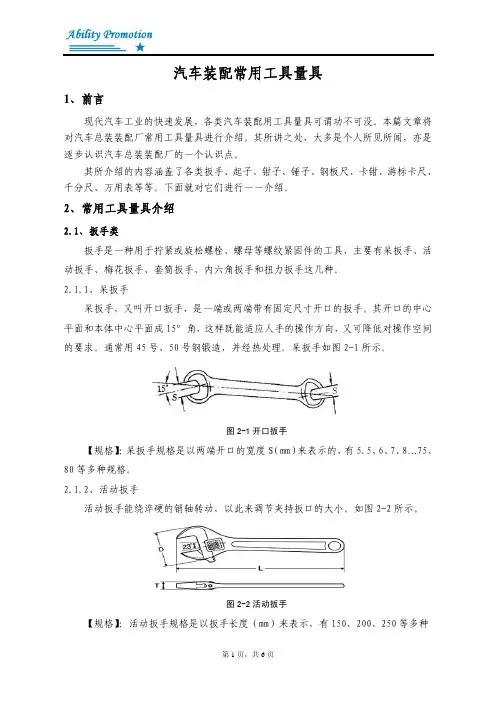
2、常用工具量具介绍2.1、扳手类扳手是一种用于拧紧或旋松螺栓、螺母等螺纹紧固件的工具,主要有呆扳手、活动扳手、梅花扳手、套筒扳手、内六角扳手和扭力扳手这几种。
2.1.1、呆扳手呆扳手,又叫开口扳手,是一端或两端带有固定尺寸开口的扳手。
其开口的中心平面和本体中心平面成15°角,这样既能适应人手的操作方向,又可降低对操作空间的要求。
通常用45号、50号钢锻造,并经热处理。
呆扳手如图2-1所示。
图2-1开口扳手【规格】:呆扳手规格是以两端开口的宽度S(mm)来表示的,有5.5、6、7、8…75、80等多种规格。
2.1.2、活动扳手活动扳手能绕淬硬的销轴转动,以此来调节夹持扳口的大小。
如图2-2所示。
图2-2活动扳手【规格】:活动扳手规格是以扳手长度(mm)来表示,有150、200、250等多种规格。
2.1.3、梅花扳手梅花扳手两端是环状的,环的内孔由两个正六边形互相同心错转30°而成使用时,扳动30°后,即可换位再套,因而适用于狭窄场合下操作,与开口扳手相比,梅花扳手强度高,使用时不易滑脱,但套上、取下不方便。
通常用45钢或40Cr锻造,并经热处理。
如图2-3所示。
图2-3梅花扳手【规格】其规格是以闭口尺寸S(mm)来表示,如8、10、12等。
2.1.4、套筒扳手套筒扳手是专门用于紧固和拆卸六角头螺栓、螺母,特别适用于空间狭小、深凹的场合,套筒头是一个凹六角形的圆筒,用来套入六角螺帽。
与此同时扳手一般都会有一套各种规格的柄、接杆、万向接头、旋具接头、弯头手柄等。
摘要:电动拧紧工具辅助力臂是汽车制造总装车间装配生产的常用设备,合理的设计能更好的满足人机工程要求。
结合应用实例,从电动拧紧工具辅助力臂设备的形式和特点出发,阐述了辅助力臂的规范化设计和功能要求,并从其未来发展趋势作了延伸说明。
辅助力臂的种类较多,实际应用时需要根据紧固点工况进行综合分析、选用和设计。
未来结合自动化辅助设备,能够大大降低员工劳动强度,提高生产效率,提升汽车智能制造水平。
关键词:辅助力臂设计功能安全中图分类号:U468.2文献标识码:BDOI :10.19710/ki.1003-8817.20200175电动拧紧工具辅助力臂在汽车总装的应用温应维(广汽乘用车有限公司,广州511434)作者简介:温应维(1989—),男,工程师,学士学位,研究方向为汽车制造总装规划。
1辅助力臂简介汽车总装车间进行紧固点装配过程中会产生和扭力方向相反的作用力,扭矩越大,反作用力越大,员工劳动强度越大。
特别是采用电动拧紧工具作业时,一般超过70N·m 以上的作业需要靠辅助力臂操作。
拧紧工具辅助力臂设备,就是利用抗扭力臂和电动拧紧工具配合使用,从而达到克服反作用力的效果,减轻员工劳动强度。
常见的拧紧工具辅助力臂形式有悬挂上下伸缩式、悬挂随行四连杆式、悬挂固定四连杆式、落地上下伸缩式、落地四连杆式、专用工装、集成式设备等形式。
其中车间普遍使用的是悬挂四连杆式和悬挂上下伸缩式辅助力臂。
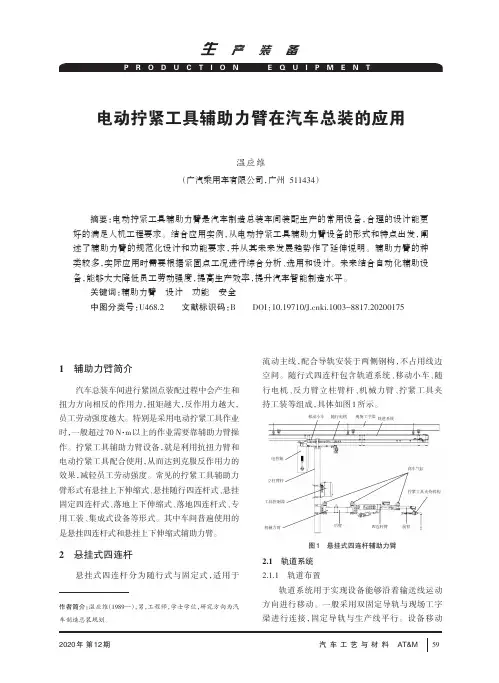
2悬挂式四连杆悬挂式四连杆分为随行式与固定式,适用于流动主线,配合导轨安装于两侧钢构,不占用线边空间。
随行式四连杆包含轨道系统、移动小车、随行电机、反力臂立柱臂杆、机械力臂、拧紧工具夹持工装等组成,具体如图1所示。
2.1轨道系统2.1.1轨道布置轨道系统用于实现设备能够沿着输送线运动方向进行移动。
一般采用双固定导轨与现场工字梁进行连接,固定导轨与生产线平行。
设备移动图1悬挂式四连杆辅助力臂移动小车随行电机现场工字梁轨道系统电控箱立柱臂杆工具控制器机械力臂后臂四连杆臂前臂刹车气缸拧紧工具夹持机构范围需覆盖一个工位间距。
MANUFACTURING AND PROCESS | 制造与工艺1 引言在汽车装配过程中,紧固工具和设备的应用是不可或缺的一环。
随着汽车制造业的不断发展,对于紧固工具和设备的需求也在不断增长。
为了确保汽车的质量和安全性,对于紧固工具和设备的要求也越来越高,这些工具和设备在装配过程中起着至关重要的作用,它们能够快速、准确地完成紧固工作,提高生产效率,降低成本,确保产品质量。
汽车装配过程中紧固工具和设备的探究具有重要的意义。
通过深入了解其工作原理、特点以及优缺点,我们可以更好地应对市场需求和技术变革,推动汽车制造业的发展。
2 拧紧工具和设备汽车装配过程中,紧固工具和设备主要涉及扭矩扳手、冲击扳手和自动拧紧机等。
这些工具和设备在装配过程中起着至关重要的作用,它们能够快速、准确地完成紧固工作,提高生产效率,降低成本,确保产品质量[1]。
2.1 扭矩扳手扭矩扳手是最常用的紧固汽车紧固件的工具,如图1所示。
这些工具允许用户对紧固件施加特定的扭矩,确保其按照制造的规格要求进行紧固[2-3]。
扭矩扳手有三种主要类型:机械式、液压式和电子式。
(1)机械式扭矩扳手是最常见的类型,李琨 董玮 宋伟佳 鲁鹏 刘吉中国第一汽车集团有限公司工程技术部(工艺工程院) 吉林省长春市 130011摘 要:本文对汽车装配过程中常用的紧固工具和紧固设备进行了探究,主要涉及扭矩扳手、冲击扳手和自动拧紧机等。
本文介绍了扭矩扳手、冲击扳手和自动拧紧机的基本原理和使用方法,分析了它们在不同装配场景下的适用性和优缺点。
通过深入探讨这些工具和设备的工作原理、特点和优缺点,本文旨在为汽车制造业提供有益的参考和指导。
最后总结了汽车装配过程中紧固工具和设备的发展趋势和未来研究方向,提出了加强技术创新和研发的必要性,为汽车制造业提供有益的参考和指导。
关键词:汽车装配 紧固工具 紧固设备Research on Fastening Technology and Tools in Automobile Assembly ProcessLi Kun,Dong Wei,Song Weijia,Lu Peng,Liu JiAbstract: T his paper discusses the commonly used fastening tools and equipment in automotive assembly processes, mainly involving torque wrenches, impact wrenches and automatic tightening machines. This paper introduces the basic principles and usage methods of torque wrenches, impact wrenches, and automatic tightening machines, and analyzes their applicability, advantages, and disadvantages in different assembly scenarios.By thoroughly discusses the working principles, characteristics, advantages, and disadvantages of these tools and equipment, this paper aims to provide beneficial reference and guidance for the automotive manufacturing industry. Finally, it summarizes the development trends and future research directions of fastening tools and equipment in automotive assembly processes, and proposes the necessity of strengthening technological innovation and research and development,and provides beneficial reference and guidance for the automotive manufacturing industry.Key words: A utomobile Assembly, Fastening Technology, Fastening Equipment汽车装配过程紧固工具和设备的探究其工作原理是利用弹簧或砝码等弹力装置来设定所需的力矩值。
总装整车装配工具选型基本原则培训材料培训目的:受训人员通过对以下相关资料进行认真自学或经系统学习后,达到对整车装配过程中所需的装配工具进行选型、匹配,从而提高工具选型的准确性。
受训对象:总装工艺规划人员关键词:螺纹联接、工具、整车装配、工具选型匹配在轿车生产的四大工艺中,整车装配是完成产品的最后一道重要工序,主要实现将轿车的各类总成通过各种联接,按组合一定的关系形成一辆整车,而在进行批量化、大规模、高效率的整装配车间,选择得心应手的装配工具是确保生产正常进行的基础,但选择品质优良的装配工具是确保产品质量的必要条件,所以装配工具是整车装配车间重要的工装设备之一。
那么装配工具在整车生产装配前期准备阶段,我们应该根据哪些参数来予以装配工具的选型和匹配呢?其基本的原则又是什么?为此本文主要阐明总整车装配工具选型的基本原则。
而对于工艺规划人员或工艺人员来说,选择和匹配合适、经济的装配工具,不是一件十分容易的事情,需要在全面掌握装配工艺的基础上,了解和掌握相关工具选型、匹配的基本常识、结构原理、技术性能等知识。
螺纹联接的基本知识在机械制造业的过程当中,联接的形式很多,如焊接、铆接、粘接、螺纹联接等,但由于螺纹联接具有:联接简便、易拆卸、且拆解时对联接件的表面一般不会造成破坏,固广泛地应用于机械制造业中。
1、拧紧中力的分布原则-541法则螺栓紧固两工件时有三组作用力,即:工件两外表面与螺栓两内端的摩擦力、螺栓头部螺纹副的摩擦力、工件内部的夹紧力。
在这三个力中只有两工件内部的夹紧力才是装配所需要的,通过大量的试验得出:工件两外表面与螺栓两内端的摩擦力为扭矩的50%,螺栓头部螺纹副的摩擦力为扭矩的40%,两工件内部的夹紧力为扭矩的10%,这就是“541”法则。
这种法则是一种正常情况下螺纹紧固件拧紧力矩的分配比例,但对于加润滑剂装配的螺纹紧固件以及紧定螺钉并不适用。
2、螺纹联接中的硬联接与软联接按国际标准ISO5393规定,从螺栓接触工件表面至螺栓达到目标力矩所转过的角度若小于30°的称为硬联接(Hard Joint),大于720的称为软联接(Soft Joint),而介于30°-70°之间联接称为过渡联接(也称中性联接)。
总装整车装配工具选型基本原则培训材料培训目的:受训人员通过对以下相关资料进行认真自学或经系统学习后,达到对整车装配过程中所需的装配工具进行选型、匹配,从而提高工具选型的准确性。
受训对象:总装工艺规划人员关键词:螺纹联接、工具、整车装配、工具选型匹配在轿车生产的四大工艺中,整车装配是完成产品的最后一道重要工序,主要实现将轿车的各类总成通过各种联接,按组合一定的关系形成一辆整车,而在进行批量化、大规模、高效率的整装配车间,选择得心应手的装配工具是确保生产正常进行的基础,但选择品质优良的装配工具是确保产品质量的必要条件,所以装配工具是整车装配车间重要的工装设备之一。
那么装配工具在整车生产装配前期准备阶段,我们应该根据哪些参数来予以装配工具的选型和匹配呢?其基本的原则又是什么?为此本文主要阐明总整车装配工具选型的基本原则。
而对于工艺规划人员或工艺人员来说,选择和匹配合适、经济的装配工具,不是一件十分容易的事情,需要在全面掌握装配工艺的基础上,了解和掌握相关工具选型、匹配的基本常识、结构原理、技术性能等知识。
螺纹联接的基本知识在机械制造业的过程当中,联接的形式很多,如焊接、铆接、粘接、螺纹联接等,但由于螺纹联接具有:联接简便、易拆卸、且拆解时对联接件的表面一般不会造成破坏,固广泛地应用于机械制造业中。
1、拧紧中力的分布原则-541法则螺栓紧固两工件时有三组作用力,即:工件两外表面与螺栓两内端的摩擦力、螺栓头部螺纹副的摩擦力、工件内部的夹紧力。
在这三个力中只有两工件内部的夹紧力才是装配所需要的,通过大量的试验得出:工件两外表面与螺栓两内端的摩擦力为扭矩的50%,螺栓头部螺纹副的摩擦力为扭矩的40%,两工件内部的夹紧力为扭矩的10%,这就是“541”法则。
这种法则是一种正常情况下螺纹紧固件拧紧力矩的分配比例,但对于加润滑剂装配的螺纹紧固件以及紧定螺钉并不适用。
2、螺纹联接中的硬联接与软联接按国际标准ISO5393规定,从螺栓接触工件表面至螺栓达到目标力矩所转过的角度若小于30°的称为硬联接(Hard Joint),大于720的称为软联接(Soft Joint),而介于30°-70°之间联接称为过渡联接(也称中性联接)。