SWRCH35K冷镦钢检验标准
- 格式:doc
- 大小:31.00 KB
- 文档页数:2
冷镦钢的技术要求
冷镦钢盘条一般为低、中碳优质碳素结构钢和优质合金结构钢,用来冷镦
成型制造各种机械标准件和紧固件。
合格的冷镦钢线材盘条必须满足以下要求。
1、化学成分
对于合金结构钢而言,O、P、S容易造成夹渣物,造成冷顶锻裂纹,所以
应以中下限为宜。
2、表面质量
冷镦钢盘条要求很严,尺寸公差为±0.15mm;不圆度≤0.10mm;表面裂纹、划痕最深≤0.07mm。
3、脱碳
冷镦钢盘条直径≤14mm,铁素体全脱碳层深度≤0.015mm,不完全脱碳层总深度≤0.10mm;直径16-24mm,铁素体全脱碳层深度≤0.02mm,不完全脱碳层总深度≤0.12mm;直径27-42mm,铁素体全脱碳层深度≤0.03mm,不完全脱碳层总深度≤0.15mm。
4、非金属夹杂
冷镦钢盘条要求B类夹杂物距表面2mm之内应不大于15μm。
B类和D类夹杂物一般控制在2级内。
5、金相组织
金相组织为铁素体+粒状珠光体。
理想的组织是珠光体晶粒大小相近并均匀地分布在铁素体基体上。
6、低倍组织
冷镦钢盘条低倍不应有缩孔、分层、白点、裂纹、气孔等缺陷,对中心疏松、方框偏析不允许大于2级。
7、晶粒度
10.9级以上螺栓晶粒度在7-8级较佳,保证成品强度外,其余级别冷锻钢线材的晶粒度可控制在5-7级。
8、冷镦性能
冷镦钢盘条的断面收缩率应不小于50%、屈强比应不大于70%,同时冷加工强化系数越低越好,这样不易产生加工硬化。

各国冷镦钢标准对照全文共四篇示例,供读者参考第一篇示例:各国冷镦钢标准对照冷镦钢是一种常用的金属材料,广泛用于机械制造领域。
在不同国家和地区,冷镦钢的标准也各有不同。
下面我们就来对比一下各国冷镦钢的标准。
1. 中国标准:中国国家标准GB/T 699-1999《普通碳素结构钢》是对于冷镦钢的主要标准,其中包括不同牌号的冷镦钢的化学成分、力学性能等要求。
GB/T 699-1999中规定的冷镦钢牌号有Q195、Q215、Q235等。
3. 欧洲标准:欧洲标准化委员会(CEN)制定了EN 10263-2标准,该标准适用于冷镦钢以及其他冷加工用的钢材。
EN 10263-2中规定了不同冷镦钢的化学成分、力学性能等要求。
4. 日本标准:日本标准JIS G 3507制定了冷镦钢的标准,主要包括SWRCH6A、SWRCH12A等不同牌号的冷镦钢。
JIS G 3507中规定了冷镦钢的化学成分、力学性能等要求。
通过以上对比可以看出,不同国家和地区对于冷镦钢的标准有所不同,但总体上都注重了冷镦钢的化学成分和力学性能等关键指标。
在实际使用中,需要根据不同国家和地区的标准要求选择合适的冷镦钢材料,以确保产品的质量和性能。
希望本文对大家了解各国冷镦钢标准有所帮助。
第二篇示例:一、中国标准1. GB/T 3077-1999《合金结构钢技术条件》2. GB/T 699-1999《普通碳素结构钢技术条件》3. GB/T 8162-2008《结构用无缝钢管》4. GB/T 1220-2007《不锈钢棒》二、美国标准1. ASTM A108-13《冷加工无缝钢棒标准规范》2. ASTM A29 / A29M-20《普通要求的钢材和合金钢产品的标准规范》3. ASTM A304-16《不锈钢和热加工合金棒材标准规范》4. ASTM A510/A510M-18《通用要求的冷加工高碳合金钢线标准规范》三、德国标准1. DIN EN ISO 683-17 2014《热轧和锻造钢材中高碳非合金钢、低碳合金钢和合金钢的质量要求》2. DIN EN 10083-3:2006《热轧技术要求的结构用钢》3. DIN 17100-1980《结构钢半成品技术条件》4. DIN 17200-1991《高碳钢棒棒瓦技术条件》四、日本标准1. JIS G 3507-1:2005《钢线棒相对于强度的冷镦股螺纹钢》2. JIS G 4051-2009《碳钢芯条》3. JIS G 4311-1991《不锈钢钢棒》4. JIS G 4319-1991《不锈钢钢线》以上是对一些主要国家的冷镦钢标准进行的对照,每个国家都有自己的冷镦钢标准,其中可能存在一些差异,但总体上都遵循国际标准,以确保产品的质量和安全性。
swrch35k热处理硬度(原创版)目录1.热处理硬度概述2.SK5 钢的热处理硬度3.退火状态的硬度4.淬火状态的硬度5.硬度检测方法正文一、热处理硬度概述热处理硬度是指金属材料在经过一定温度和时间的热处理后所具有的硬度。
热处理是一种改变金属材料组织结构和性能的重要手段,通过调整温度、保温时间和冷却介质等参数,可以实现对金属材料的硬度、强度、韧性等性能的调控。
在机械制造领域,热处理硬度常常被用来评价工具钢、模具钢等材料的性能。
二、SK5 钢的热处理硬度SK5 是日本标准中的一种碳素工具钢,相当于我国的 T8、T8Mn 或 T9 钢。
SK5 钢在退火状态下的布氏硬度大概在 200,相当于韦氏硬度 210 左右。
在试件淬火后的洛氏硬度大于等于 62,相当于韦氏硬度 766 左右。
这里需要注意的是,试件淬火冷却介质是水,温度大概在 780~800℃。
三、退火状态的硬度退火状态是指金属材料在经过一定温度和时间的热处理后,组织结构发生改变,使其具有较好的塑性和可加工性。
在退火状态下,SK5 钢的布氏硬度约为 200,相当于韦氏硬度 210 左右。
这种状态下的钢材适合进行切削、钻孔等加工操作。
四、淬火状态的硬度淬火是指金属材料在经过高温加热后,迅速冷却到室温以下的某一温度,以提高其硬度和强度。
对于 SK5 钢,淬火后的洛氏硬度大于等于 62,相当于韦氏硬度 766 左右。
这种状态下的钢材具有较高的硬度和强度,适合用于制作耐磨损的工具和模具。
五、硬度检测方法硬度检测是评价金属材料性能的重要手段,常见的硬度检测方法有布氏硬度试验、洛氏硬度试验和韦氏硬度试验。
其中,布氏硬度试验适用于检测硬度较低的金属材料,洛氏硬度试验适用于检测硬度较高的金属材料,而韦氏硬度试验则适用于检测各种硬度的金属材料。

swrch35k热处理硬度解释说明以及概述1. 引言1.1 概述SWRCH35K是一种常见的钢材,具有优异的机械性能和物理性能,被广泛应用于制造业中。
热处理是一种常见的工艺,通过控制钢材在高温条件下的冷却速率来改变其硬度和力学性能。
本文将重点讨论SWRCH35K钢材的热处理硬度,并对其进行解释说明与概述。
1.2 文章结构本文分为五个部分。
首先,在引言部分,我们将对文章整体内容进行概括和介绍。
其次,在第二部分,我们将详细介绍SWRCH35K钢材以及热处理对硬度的影响,并概述了已有的研究现状。
第三部分将介绍实验方法和材料选择,包括实验方法的具体步骤以及样品准备方案。
接着,在第四部分,我们将展示试验结果并进行数据分析,比较不同热处理工艺下SWRCH35K钢材的硬度变化趋势,并探讨影响其硬度的主要因素。
最后,在第五部分,我们将总结研究结果并展望进一步研究和应用的方向。
1.3 目的本文旨在深入探讨SWRCH35K钢材的热处理硬度,并解释说明其工艺与硬度之间的关系。
通过对不同热处理工艺下SWRCH35K硬度变化趋势的分析,我们将探讨影响它硬度的主要因素。
这将有助于优化工业生产中对SWRCH35K钢材热处理过程的控制,提高产品质量和性能。
此外,本文还为进一步研究和应用提供了展望,推动相关领域的发展。
2. SWRCH35K热处理硬度解释说明与概述2.1 SWRCH35K概述SWRCH35K是一种碳素钢材料,具有高的加工性能和机械强度。
它通常用于制造螺栓、螺母、轴承等零部件,其硬度对产品的使用寿命和耐磨性至关重要。
2.2 热处理对硬度的影响热处理是通过控制材料的加热和冷却过程来改变其组织结构和性能的方法。
对于SWRCH35K这样的碳素钢材料而言,适当的热处理可以显著提高其硬度。
在加热过程中,原子重新排列形成新的组织结构,并通过快速冷却来锁定这种结构,从而使材料达到更高的硬度。
2.3 SWRCH35K热处理工艺与硬度关系的研究现状目前已经进行了大量关于SWRCH35K热处理工艺与硬度之间关系的研究。
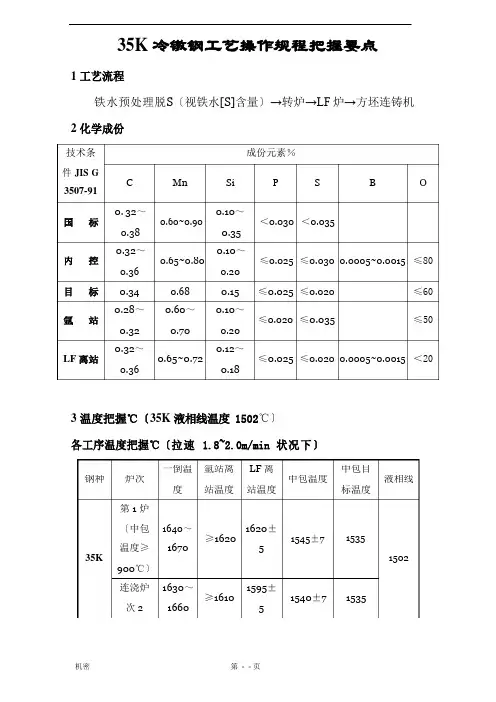
技术条 成份元素%件 JIS G 3507-91 〔中包 1640~1620±≥16201545±71535温度≥ 1670535K1502900℃〕 连浇炉 1630~ 1595±≥16101540±71535次 21660 535K 冷镦钢工艺操作规程把握要点1 工艺流程铁水预处理脱S 〔视铁水[S]含量〕→转炉→LF 炉→方坯连铸机 2 化学成份C Mn Si PSBO0. 32~0.10~国标0.38 0.32~ 0.60~0.90<0.030 <0.0350.35 0.10~ 内 控 0.65~0.80 ≤0.025 ≤0.030 0.0005~0.0015 ≤800.36 0.20目标 0.34 0.68 0.15 ≤0.025 ≤0.020≤600.28~0.60~0.10~氩 站≤0.020 ≤0.035 ≤500.32 0.70 0.200.32~0.12~LF 离站0.65~0.72≤0.025 ≤0.020 0.0005~0.0015 <200.360.183 温度把握℃〔35K 液相线温度 1502℃〕各工序温度把握℃〔拉速 1.8~2.0m/min 状况下〕一倒温 氩站离LF 离中包目 钢种 炉次中包温度液相线第 1 炉度 站温度 站温度标温度3.1 中包温度 1540℃≥T ≥1520℃3.2 中包拒浇温度:≥1560℃;3.3 钢包使用前必需测包底温度,正常测温值必需≥800℃,特别 温度钢包钢水温度修正如下〔在标准值的中上限根底上〕:A 、钢包测温≤800℃,≥600℃,测温值比正常要求值每降低100℃,对应钢水氩站、LF 离站温度上调 4℃。
B 、钢包测温≤600℃,测温值比正常要求值每降低 100℃,对应钢水氩站离站温度、LF 离站各上调 5℃。
3.4 钢包、返修钢包第一炉氩站、LF 离站温度上调 10℃,再加上 3.3 温度补偿。
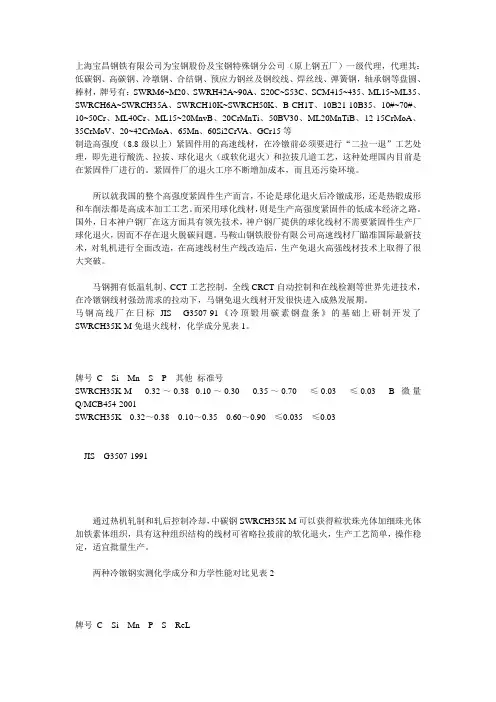
上海宝昌钢铁有限公司为宝钢股份及宝钢特殊钢分公司(原上钢五厂)一级代理,代理其:低碳钢、高碳钢、冷墩钢、合结钢、预应力钢丝及钢绞线、焊丝线、弹簧钢,轴承钢等盘圆、棒材,牌号有:SWRM6~M20、SWRH42A~90A、S20C~S53C、SCM415~435、ML15~ML35、SWRCH6A~SWRCH35A、SWRCH10K~SWRCH50K、B-CH1T、10B21-10B35、10#~70#、10~50Cr、ML40Cr、ML15~20MnvB、20CrMnTi、50BV30、ML20MnTiB、12-15CrMoA、35CrMoV、20~42CrMoA、65Mn、60Si2CrV A、GCr15等制造高强度(8.8级以上)紧固件用的高速线材,在冷镦前必须要进行“二拉一退”工艺处理,即先进行酸洗、拉拔、球化退火(或软化退火)和拉拔几道工艺,这种处理国内目前是在紧固件厂进行的。
紧固件厂的退火工序不断增加成本,而且还污染环境。
所以就我国的整个高强度紧固件生产而言,不论是球化退火后冷镦成形,还是热锻成形和车削法都是高成本加工工艺。
而采用球化线材,则是生产高强度紧固件的低成本经济之路。
国外,日本神户钢厂在这方面具有领先技术,神户钢厂提供的球化线材不需要紧固件生产厂球化退火,因而不存在退火脱碳问题。
马鞍山钢铁股份有限公司高速线材厂瞄准国际最新技术,对轧机进行全面改造,在高速线材生产线改造后,生产免退火高强线材技术上取得了很大突破。
马钢拥有低温轧制、CCT工艺控制,全线CRCT自动控制和在线检测等世界先进技术,在冷镦钢线材强劲需求的拉动下,马钢免退火线材开发很快进入成熟发展期。
马钢高线厂在日标JIS G3507-91《冷顶锻用碳素钢盘条》的基础上研制开发了SWRCH35K-M免退火线材,化学成分见表1。
牌号C Si Mn S P 其他标准号SWRCH35K-M 0.32~0.38 0.10~0.30 0.35~0.70 ≤0.03 ≤0.03 B微量Q/MCB454-2001SWRCH35K 0.32~0.38 0.10~0.35 0.60~0.90 ≤0.035 ≤0.03JIS G3507-1991通过热机轧制和轧后控制冷却,中碳钢SWRCH35K-M可以获得粒状珠光体加细珠光体加铁素体组织,具有这种组织结构的线材可省略拉拔前的软化退火,生产工艺简单,操作稳定,适宜批量生产。
冷轧钢板检测标准同学们,今天咱们来聊聊冷轧钢板的检测标准。
这可是个很重要的话题哦,因为冷轧钢板在我们的生活中无处不在呢。
那啥是冷轧钢板呢?简单来说,冷轧钢板就是把热轧钢板经过一系列的加工处理,变得更薄、更平整、更光滑的一种钢材。
它的用途可广泛啦,比如汽车制造、电器生产、建筑施工等等。
但是,不是随便一块冷轧钢板都能用哦,得符合一定的检测标准才行。
那冷轧钢板的检测标准都有哪些呢?一块好的冷轧钢板,表面应该是光滑平整的,不能有划痕、凹坑、锈斑这些瑕疵。
就像我们买新衣服一样,要是有破洞或者污渍,肯定不想要啦。
所以,在检测冷轧钢板的时候,要仔细观察它的表面,看看有没有这些问题。
如果是用来做汽车外壳的冷轧钢板,表面有划痕的话,不仅不美观,还可能会影响汽车的防锈性能,降低使用寿命。
尺寸精度也得达标。
冷轧钢板的厚度、宽度、长度都有严格的要求。
如果尺寸偏差太大,就会影响到后续的加工和使用。
想象一下,要是一块冷轧钢板的厚度一会儿厚一会儿薄,那用它来制造零件的时候,肯定会出问题。
举个例子,在电器生产中,需要用到很薄的冷轧钢板来做外壳。
如果钢板的厚度不均匀,可能会导致电器的装配不紧密,影响产品质量。
力学性能也是关键。
冷轧钢板要有足够的强度和韧性,才能承受各种外力的作用。
比如说,拉伸强度、屈服强度、硬度这些指标都要符合标准。
如果力学性能不好,冷轧钢板就容易变形、断裂。
就像我们做手工的时候,如果用的材料太软,就很难做出坚固的作品。
同样的道理,冷轧钢板的力学性能不好,就不能用在一些需要承受较大压力和拉力的地方。
还有,化学成分也不能忽视。
冷轧钢板的主要成分是铁和碳,还有一些其他的微量元素。
这些成分的比例要合适,不能超标也不能不足。
否则,会影响冷轧钢板的性能和质量。
如果碳含量太高,冷轧钢板就会变得太硬,容易脆裂;如果碳含量太低,钢板又会太软,没有足够的强度。
那怎么检测冷轧钢板是否符合这些标准呢?这就需要用到一些专业的设备和方法啦。
SWRCH35K冷镦钢盘条检验标准SWRCH35K冷镦钢牌号属于日标(JIS G3507-2005),在国标(GBT28906-2012)中牌号为ML35Mn,按使用状态属于调质型冷镦钢。
1.化学成分
表1 ML35Mn化学成分(参考国标)
2.力学性能
盘条一般不做力学性能检验。
如有需要,可由供需双方来确定。
参考值:抗拉强度≤620 MPa 断面收缩率≥45%。
3.冷顶锻
冷镦钢热轧盘条应进行1/2普通级冷顶锻实验。
冷顶锻实验不得出现裂纹。
冷顶锻性能分为:
高级……1/4;较高级……1/3;普通级……1/2。
4.非金属夹杂物
如有需要,可由供需双方来确定。
5.低倍组织
如有需要,可由供需双方来确定。
6.表面质量
盘条表面不得有裂缝、结疤、夹杂、耳子和折叠以及影响其他使用的缺陷。
盘条表面允许有深度不超过公差之半的个别划痕和麻点,
以及深度不超过0.1mm的个别发纹。
7. 尺寸、外形及允许偏差
尺寸、外形及允许偏差应符合GB/T 14981—2009标准相应规定(B级),直径允许偏差为±0.25mm,不圆度要求≤0.40。
冷镦钢 " 产品型号 " 相关标准产品规格产品使用产品特性SCr420B φ16~38mm 通常用于生产12.9级工程履带螺栓 SCr420B是生产12.9级高强度紧固件的钢种,产品具有成分稳定、有害元素低、钢质纯净度高、脱碳层小,表面缺陷少等优点。
球化退火后,冷镦性能优良。
产品具有良好的淬透性。
50BV30 φ6.5~38mm 通常用于生产高强度工具套筒。
产品具有成分稳定、有害元素低、钢质纯净度高、脱碳层小,表面缺陷少等优点。
球化退火后,冷镦性能优良。
产品具有良好的淬透性。
SCM435 、SCM440 φ5.5~42mm 适用于生产12.9级气缸螺栓等SCM435是生产12.9级高强度紧固件的常用钢种,产品具有成分稳定、有害元素低、钢质纯净度高、脱碳层小,表面缺陷少等优点,使用时易进行球化退火、冷镦开裂率低,热处理质量稳定、硬度均匀,广泛应用在发动机、模具等行业。
SCM440与SCM435相似,但有更高的强度和淬透性。
35VB φ16~38mm 适用于生产10.9级钢结构螺栓 35VB 是生产高档次10.9级钢结构螺栓的钢种,产品具有成分稳定、有害元素低、钢质纯净度高、脱碳层小,表面缺陷少等优点,使用时冷镦开裂率低,热处理质量稳定、淬透性好、硬度均匀。
SAE1018 、Cq15、Qst32-3 φ5.5-38mm 汽车悬架、安全系统用于生产汽车悬挂及安全系统零件,产品具有成分稳定、有害元素低、钢质纯净度高、表面质量高、几何尺寸精度高、脱碳层小等优点,热处理过程中易进行球化退火、冷成型时开裂率低、尺寸精度高、硬度均匀。
广泛应用于国际知名品牌汽车。
10B21、10B28、10B33 φ5.5~42mm 适用于生产8.8~10.9级各种型号紧固件主要用于生产8.8~10.9级标准件,产品具有成分稳定、有害元素低、钢质纯净度高、脱碳层小,表面缺陷少、冷镦开裂率低、盘条原始硬度低、经热处理后强度高、淬透性好等优点,极具推广价值。
sswrch35k钢丝执行标准SSWRCH35K钢丝是一种常用的弹簧钢材料,其执行标准为GB/T 1222-2007《冷拉钢丝》。
该标准规定了SSWRCH35K钢丝的化学成分、力学性能、尺寸、外形、重量及允许偏差、试验方法、检验规则、包装、标志及质量证明书等内容。
根据GB/T 1222-2007标准,SSWRCH35K钢丝的化学成分应符合表1的规定。
其中,C的含量应在0.42%~0.50%之间,Si的含量应在0.17%~0.37%之间,Mn的含量应在0.50%~0.80%之间,P的含量应不大于0.030%,S的含量应不大于0.030%。
在力学性能方面,SSWRCH35K钢丝的抗拉强度应不小于1270MPa,屈服强度应不小于1180MPa,伸长率应不小于9%,断面收缩率应不小于40%。
此外,钢丝的直径公差应符合表2的规定。
在尺寸和外形方面,SSWRCH35K钢丝的长度一般为6m或根据需方要求提供。
钢丝的直径范围为3.5mm~12.0mm,其直径公差应符合表2的规定。
钢丝的弯曲度不得大于总长度的0.3%。
在重量和允许偏差方面,SSWRCH35K钢丝的重量一般为6kg/盘或根据需方要求提供。
钢丝的允许偏差应符合表3的规定。
在试验方法方面,GB/T 1222-2007标准规定了对SSWRCH35K钢丝进行化学成分分析、拉伸试验、冲击试验等的方法和步骤。
在检验规则方面,GB/T 1222-2007标准规定了对SSWRCH35K钢丝进行出厂检验和型式检验的要求和方法。
出厂检验项目包括外观检查、直径测量、重量测量等;型式检验项目包括化学成分分析、力学性能试验等。
在包装、标志及质量证明书方面,GB/T 1222-2007标准规定了SSWRCH35K钢丝的包装方式、标志内容以及质量证明书的要求。
swrch35k标准
SWRCH35K标准是一种低碳钢丝材料的标准,主要用于制造冷镦钢丝和焊接钢丝等产品。
这种标准在钢铁行业中有着广泛的应用,对于产品的质量和性能有着严格的要求。
首先,SWRCH35K标准对于钢丝的化学成分有着明确的规定。
这种钢丝的化学成分主要是低碳钢,含有少量的合金元素,如硅、锰等。
这些元素对于钢丝的性能有着重要的影响,如提高强度、改善韧性等。
其次,SWRCH35K标准对于钢丝的机械性能也有着严格的要求。
这种钢丝的抗拉强度一般在540-685 MPa之间,屈服强度不低于315 MPa,延伸率不低于14%,断面收缩率不低于45%。
这些机械性能指标保证了钢丝在制造过程中能够承受足够的拉力和压力,同时保持较好的塑性和韧性。
此外,SWRCH35K标准还对于钢丝的尺寸和形状有着明确的规定。
这种钢丝的直径一般为0.5-6mm,可以根据不同的需求进行选择。
同时,钢丝的形状也可以根据需要进行调整,如直丝、螺旋丝、波浪形丝等。
总之,SWRCH35K标准是一种低碳钢丝材料的标准,具有广泛的应用前景。
这种标准的制定和应用,不仅提高了钢铁产品的质量和性能,也为钢铁行业的发展提供了有力的支持。
冷镦工艺检验报告一、引言冷镦工艺是一种常用的金属加工工艺,通过在常温下对金属材料进行压力变形,使其形成所需形状和尺寸的零件。
为了确保冷镦工艺的质量稳定和产品的可靠性,对其进行检验是必不可少的。
本报告旨在对冷镦工艺进行全面的检验分析,为生产和工艺改进提供依据。
二、外观检验1. 检验对象:冷镦工艺加工后的零件。
2. 检验内容:外观质量、尺寸偏差、表面缺陷等。
3. 检验方法:目测、量具测量、显微镜观察等。
4. 检验结果:根据检验标准,对每个零件逐一进行检验,记录外观质量、尺寸偏差和表面缺陷等情况。
三、机械性能检验1. 检验对象:冷镦工艺加工后的零件。
2. 检验内容:抗拉强度、屈服强度、延伸率等机械性能指标。
3. 检验方法:使用万能试验机进行拉伸试验、冲击试验仪进行冲击试验等。
4. 检验结果:根据检验标准,对每个零件进行机械性能测试,记录其抗拉强度、屈服强度、延伸率等指标。
四、化学成分分析1. 检验对象:冷镦工艺加工后的材料。
2. 检验内容:化学成分、杂质含量等。
3. 检验方法:光谱分析仪、化学分析方法等。
4. 检验结果:通过对材料进行化学成分分析,确定其成分和杂质含量,以确保材料符合要求。
五、金相组织检验1. 检验对象:冷镦工艺加工后的材料。
2. 检验内容:金相组织结构、晶粒尺寸等。
3. 检验方法:金相显微镜观察、显微硬度测量等。
4. 检验结果:对材料进行金相组织检验,观察其组织结构、晶粒尺寸等指标,以评估其性能和加工特性。
六、热处理性能检验1. 检验对象:冷镦工艺加工后的材料。
2. 检验内容:淬火硬化性能、回火稳定性等。
3. 检验方法:淬火试验、回火试验等。
4. 检验结果:通过对材料进行热处理性能检验,评估其淬火硬化性能和回火稳定性,以确定最佳热处理工艺参数。
七、环境适应性检验1. 检验对象:冷镦工艺加工后的零件。
2. 检验内容:耐腐蚀性、耐磨损性等。
3. 检验方法:腐蚀试验、磨损试验等。
4. 检验结果:通过对零件进行环境适应性检验,评估其耐腐蚀性和耐磨损性,以确定其适用环境范围。
SWRCH35K冷镦钢盘条检验标准SWRCH35K冷镦钢牌号属于日标(JIS G3507-2005),在国标(GBT28906-2012)中牌号为ML35Mn,按使用状态属于调质型冷镦钢。
1.化学成分
表1 ML35Mn化学成分(参考国标)
2.力学性能
盘条一般不做力学性能检验。
如有需要,可由供需双方来确定。
参考值:抗拉强度≤620 MPa 断面收缩率≥45%。
3.冷顶锻
冷镦钢热轧盘条应进行1/2普通级冷顶锻实验。
冷顶锻实验不得出现裂纹。
冷顶锻性能分为:
高级……1/4;较高级……1/3;普通级……1/2。
4.非金属夹杂物
如有需要,可由供需双方来确定。
5.低倍组织
如有需要,可由供需双方来确定。
6.表面质量
盘条表面不得有裂缝、结疤、夹杂、耳子和折叠以及影响其他使用的缺陷。
盘条表面允许有深度不超过公差之半的个别划痕和麻点,
以及深度不超过0.1mm的个别发纹。
7.尺寸、外形及允许偏差
尺寸、外形及允许偏差应符合GB/T 14981—2009标准相应规定(B级),直径允许偏差为±0.25mm,不圆度要求≤0.40。