工时统计汇总(工时统计最全)
- 格式:xlsx
- 大小:69.67 KB
- 文档页数:4

生产人员工时汇总及分配表1. 概述本文档旨在汇总和分配生产人员的工时情况,以便有效管理和优化生产流程。
通过及时统计和分析工时数据,可以帮助我们评估和改善工作效率,提高生产质量。
2. 数据收集为了准确记录每位生产人员的工时,需要进行以下数据收集工作:- 每位员工在工作日上下班的打卡记录- 每位员工加班的记录- 每位员工请假的记录3. 工时汇总根据以上数据收集的结果,可以进行工时的汇总统计,包括但不限于以下内容:- 总工时:计算每位员工的总工时,包括正常工时和加班工时。
- 平均工时:根据总工时和员工人数,计算平均每位员工的工时。
- 加班工时:统计每位员工的加班工时情况,便于合理分配加班任务和调整工作安排。
- 缺勤工时:计算每位员工的缺勤工时情况,查明是否有员工工作纪律问题或者是否需要安排替补人员。
4. 工时分配根据工时汇总结果,可以进行合理的工时分配,包括但不限于以下方面:- 增加或减少员工工作时间:根据生产需求和工时汇总数据,合理安排每位员工的工作时间,确保每个环节都有足够的人力资源。
- 调整加班安排:根据员工的加班工时情况和工作需求,合理安排加班任务,确保工作平衡。
- 检视缺勤问题:根据缺勤工时情况,及时与相关员工沟通,并采取适当措施解决或纠正。
5. 结论通过对生产人员工时的汇总和分配,可以提高工作效率和管理效能,进而提高生产质量和产能。
定期对工时数据进行统计和分析,可以帮助我们发现问题和改善工作流程,实现持续优化和提高。
> 注意:本文档仅供参考,具体实施步骤和措施需根据具体情况进行调整和制定。

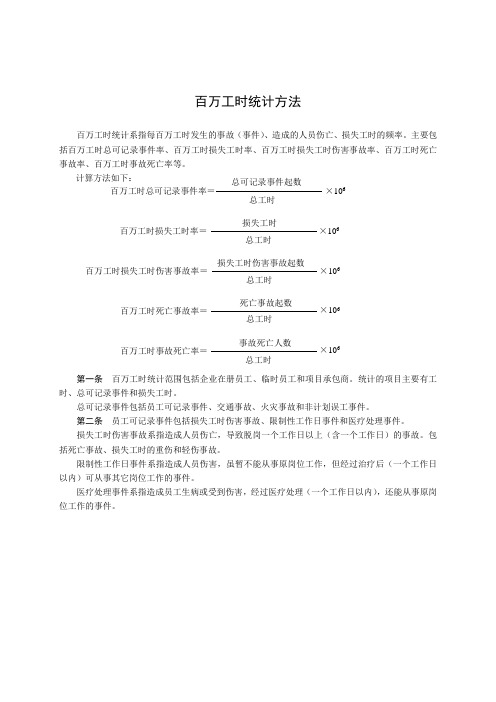
百万工时统计方法
百万工时统计系指每百万工时发生的事故(事件)、造成的人员伤亡、损失工时的频率。
主要包括百万工时总可记录事件率、百万工时损失工时率、百万工时损失工时伤害事故率、百万工时死亡事故率、百万工时事故死亡率等。
计算方法如下:
百万工时总可记录事件率=
百万工时损失工时率=
百万工时损失工时伤害事故率=
百万工时死亡事故率=
百万工时事故死亡率=
第一条 百万工时统计范围包括企业在册员工、临时员工和项目承包商。
统计的项目主要有工时、总可记录事件和损失工时。
总可记录事件包括员工可记录事件、交通事故、火灾事故和非计划误工事件。
第二条 员工可记录事件包括损失工时伤害事故、限制性工作日事件和医疗处理事件。
损失工时伤害事故系指造成人员伤亡,导致脱岗一个工作日以上(含一个工作日)的事故。
包括死亡事故、损失工时的重伤和轻伤事故。
限制性工作日事件系指造成人员伤害,虽暂不能从事原岗位工作,但经过治疗后(一个工作日以内)可从事其它岗位工作的事件。
医疗处理事件系指造成员工生病或受到伤害,经过医疗处理(一个工作日以内),还能从事原岗位工作的事件。
总可记录事件起数 总工时 ×106 损失工时 总工时 ×106 损失工时伤害事故起数 总工时 ×106 死亡事故起数 总工时 ×106 事故死亡人数 总工时 ×106。
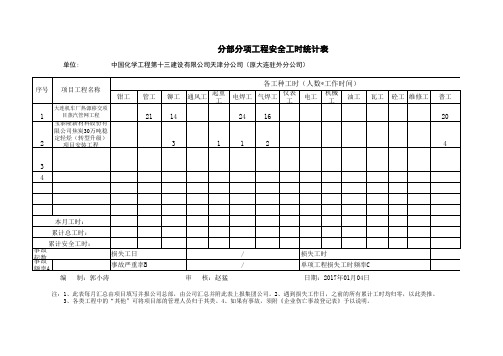

作 成张新柱审 核批 准品 番区分前工程后工程总 计工程别时间(S)下线打花压铸去毛刺下管倒内角倒外角喷漆粘发泡管涂油捆扎带铆穿线套管盖1铆切套管盖线2引张印字组装卡套涂油检查打包装O型环打点检查装防尘罩装销钉压弹簧推杆涂油组合推杆推力打点检查175225.001.862.630.717.55 5.14 4.9055.2039.1313.80183015.232.73401840 5.904.1012.1721.7022.2012.8011.70302.49117.93420.42下线打花压铸去毛刺压铸去毛刺涂油下管倒角穿环套管盖铆套管盖穿环套管盖铆套管盖查管长和对边穿线切线印字检查外观检查角度查孔打包910194.12 1.642.13679 1.37069 4.1250.90123 1.32 2.50 3.00 4.525.55 3.327.497.316.95 5.39 4.40 2.69 3.0021.1150.6371.74下线打花压铸去毛刺下管倒内角倒外角喷漆捆扎带涂油铆穿线套管盖1铆切套管盖线2引张印字组装卡套检查打包装O型环打点检查装防尘罩装销钉压弹簧推杆涂油组合推杆推力打点检查175225.00 1.86 2.630.717.55 5.14 4.9055.201013.812.81632.734040 5.90 4.1012.1721.7022.2012.8011.70197.36141.53338.89下线打花压铸去毛刺下管倒内角倒外角印标记剥皮粘结涂油倒剥皮一头穿防尘罩穿铆套管盖穿铆套管盖穿线手柄铆合切线印字查外观比较检查装箱组装手柄128205.60 1.70 1.040.71 5.07 2.14 1.89 2.95 1.4213.40 5.00 2.008.229.4014.0014.609.0020.0060.0031.6742.92166.88209.80下线打花压铸去毛刺下管倒内角倒外角印标记剥皮倒剥皮一头涂油划线穿防尘罩穿铆套管盖穿铆套管盖穿线手柄铆合切线印字查外观比较检查装箱组装手柄118195.60 1.70 1.040.71 5.07 2.14 1.89 2.95 1.42 2.00 5.00 1.428.229.4014.0014.609.0020.0060.0031.6730.94166.88197.83下线打花压铸去毛刺下管倒内角倒外角倒剥皮一头剥皮穿护套涂油粘结印标记装弹簧组装支架打油铆合打油打点检查穿铆套管盖穿铆套管盖穿线手柄铆合切线印字查外观比较检查装箱207275.601.70 1.040.71 6.442.14 1.89 2.00 1.423.87 5.0034.4010.249.9214.3821.008.589.4014.0014.609.0020.0031.90130.3398.90229.23下线打花压铸去毛刺下管倒内角倒外角倒剥皮一头剥皮穿护套涂油粘结印标记装弹簧组装支架打油铆合打油打点检查穿铆套管盖穿铆套管盖穿线手柄铆合切线印字查外观比较检查装箱207275.601.70 1.040.71 6.442.14 1.89 2.00 1.423.87 5.0034.4010.249.9214.3821.008.589.4014.0014.609.0020.0031.90130.3398.90229.23下线打花压铸去毛刺压铸去毛刺下管倒内角倒外角喷漆涂油装O型环打点检查装防尘罩装销钉压弹簧推杆涂油组合推杆推力打点检查穿铆穿线穿铆切线粘发泡捆轧带上卡子印字检查组装比较检查装箱封箱178255.001.862.630.713.237.55 5.144.9055.2013.80 5.90 4.1012.1721.7022.2012.8011.7012.8015.2023.308.9011.7032.8029.80 4.20 1.50190.58140.20330.78装弹簧组装支架打油铆合打油打点检查449.9214.3821.008.5853.8853.88装弹簧组装支架打油铆合打油打点检查449.9214.3821.008.5853.8853.88装弹簧组装支架打油铆合打油打点检查449.9214.3821.008.5853.8853.88下线打花压铸去毛刺压铸成品去毛刺下管倒角涂油穿环套管盖铆套管盖穿环套管盖铆套管盖穿线切线打花印字查外观比较检查装箱97165.60 1.701.040.71 4.1250.901232.503.00 5.004.529.409.407.4912.0020.0031.9024.5894.71119.29下线打花压铸去毛刺下管倒内角倒外角印标记剥皮倒剥皮一头涂油划线装弹簧组装支架打油铆合打油打点检查穿防尘罩穿铆套管盖穿铆套管盖穿线手柄铆合切线印字查外观比较检查装箱167235.60 1.701.040.71 5.072.14 1.89 2.95 1.42 2.00 5.00 1.429.9214.3821.008.588.229.4014.0014.609.0020.0060.0084.82135.22220.04下线打花压铸去毛刺下管倒内角倒外角印标记剥皮倒剥皮一头涂油划线穿防尘罩穿铆套管盖穿铆套管盖穿线手柄铆合切线印字查外观比较检查装箱组装手柄5.60 1.701.040.71 5.072.14 1.89 2.95 1.42 2.00 5.00 1.428.229.4014.0014.609.0020.0060.0031.67下线打花下管倒内外角粘结捆轧带涂油铆套管盖穿线1穿铆切铆2一次检查二次检查装箱压铸去毛刺85135.70 1.706.70 2.8893.40 1.3214.2031.6028.8035.807.47 1.040.71157.5073.82231.32下线打花压铸去毛刺装弹簧组装支架打油铆合打油打点检查下管倒内角倒外角倒剥皮一头粘结穿护套1穿护套2剥皮印标记穿防尘罩穿铆套管盖1穿铆套管盖2穿线手柄铆合切线印字查外观比较检查装箱177244.68 1.701.040.719.9214.3821.008.58 5.272.16 1.89 2.0013.40 3.00 3.00 1.47 2.497.329.4013.7014.609.0020.0031.9096.67105.92202.59下线打花压铸去毛刺压铸去毛刺下管倒内外角1倒内外角2涂油喷漆捆扎胶带装O型环打点检查装防尘罩装销钉压弹簧推杆涂油组合推杆推力打点检查铆套管盖穿线铆切打花粘发泡捆轧带上卡子印字检查组装比较检查装箱封箱179265.00 1.86 2.630.71 3.239.407.10 5.4013.8044.90 5.90 4.1012.1721.7022.2012.8011.7022.8016.7023.308.9011.7032.8029.80 4.20 1.50184.59151.70336.29注塑113.25 3.253.25注塑113.253.25 3.25下线打花压铸去毛刺下管倒内角倒外角倒剥皮一头剥皮穿护套粘结印标记装弹簧组装支架打油铆合打油打点检查捆胶带捆扎带穿防尘罩穿铆套管盖穿铆套管盖穿线手柄铆合切线印字查外观比较检查装箱187255.60 1.701.040.71 6.442.14 1.89 2.00 1.423.8734.4010.249.9214.3821.008.5822.0021.708.229.4014.0014.609.0020.0031.90163.43107.12270.55下线打花压铸去毛刺下管倒内角倒外角倒剥皮一头剥皮穿护套粘结印标记装弹簧组装支架打油铆合打油打点检查捆胶带捆扎带穿防尘罩穿铆套管盖穿铆套管盖穿线手柄铆合切线印字查外观比较检查装箱187255.60 1.70 1.040.71 6.44 2.14 1.89 2.00 1.42 3.8734.4010.249.9214.3821.008.5844.0043.408.229.4014.0014.609.0020.0031.90212.73107.12319.85197.83229.23229.23330.7853.8853.8853.88231.32119.29197.83220.04338.89209.80AUXE0100AUXE0101202.59336.293.253.25276.15319.8512-139AP02ADFE0098ADFE0099类型:汽车类ADFE0096ADFE009724-013AF0224-020AF02ADFE009171.7412-138AP09AUXE0007AUXE0022AUXE0017AUXE0019ADFE0095AUXE0276AUXE0277AUXE028024-012AF022011-5.21420.42深圳华美和汽车部件制造有限公司AUXE0003工 程 类 别。

项目工时统计报告背景介绍:本项目是一个提供软件开发服务的项目,主要目标是按照客户的需求开发一款定制化的软件产品。
为了更好地控制项目的进度和确保项目按时交付,我们需要对项目的工时进行详细的统计和分析。
一、工时统计方法在项目进行中,我们采用了以下几种方法来进行工时统计:1. 时间登记表:每位项目成员每天填写时间登记表,记录自己在项目中所投入的时间。
登记表包括日期、工作内容、开始时间、结束时间、工时等信息。
样例:日期:2022年1月1日工作内容:需求分析讨论会议开始时间:9:00结束时间:11:00工时:2小时2. 项目管理工具:我们使用专业的项目管理工具来记录项目中的任务分配和完成情况。
通过该工具,我们可以准确地追踪每位成员在每个任务上所消耗的时间。
3. 会议纪要:在项目进行过程中,我们组织了多次会议来讨论项目进展、解决问题等。
会议纪要中将会记录每位成员在会议中的参与时间,作为工时统计的依据。
二、工时统计结果根据以上的工时统计方法,我们对项目的工时进行了统计和分析。
以下是具体的工时统计结果:1. 项目总工时统计:截止到目前,整个项目的总工时为1500小时。
2. 成员工时统计:每位成员在项目中的工时如下:- 张三:250小时- 李四:200小时- 王五:180小时- 赵六:190小时三、工时分析和建议通过对工时的统计和分析,我们得出了以下结论和建议:1. 工时分配合理:根据工时统计结果,我们可以看出各个成员在项目中的工时分配相对均匀,没有出现明显的不合理现象。
这符合我们项目初期所设定的工时占比。
2. 项目进度可控:通过工时统计,我们可以对项目的进度进行精确的评估。
目前工时和进度之间的关系良好,项目仍处于可控的范围内。
3. 提高工作效率:在工时统计的基础上,我们可以对项目中出现的工时偏差进行分析,找出工作效率低下的原因并提出改进措施,从而提高整个团队的工作效率。
根据以上的工时统计结果和分析,我们对项目的进度和工作效率进行了全面的评估,并提出了相应的建议。
工作内容及工时统计全文共四篇示例,供读者参考第一篇示例:工作内容及工时统计是指对员工在一定时间内的工作内容和工作时长进行统计和分析的过程。
对于企业来说,了解员工的工作内容和工作时长可以帮助企业合理安排人力资源,提高工作效率和生产力。
对于员工个人来说,可以通过工作内容及工时统计来了解自己的工作状态和工作量,及时调整工作计划,提高工作效率。
工作内容及工时统计主要包括以下几个方面:1. 工作内容统计:工作内容统计是指对员工在一定时间内所从事的具体工作进行分类和统计。
通过工作内容统计,可以了解员工每天从事的工作项目,工作任务的分布情况,以及各项工作的比重和优先级。
在实际操作中,可以根据公司的业务特点和工作需求,将工作内容分为不同的类别,例如销售、市场推广、产品研发、客户服务等,以便更好地分析和评估员工的工作情况。
2. 工作时长统计:工作时长统计是指对员工在一定时间内的工作时长进行记录和统计。
通过工作时长统计,可以了解员工每天的工作时长、工作时间的分布情况以及工作时长的变化趋势。
还可以根据员工的工作时长统计结果,评估员工的工作状态和工作效率,及时发现工作中的问题和难点,并采取相应措施加以解决。
工作内容及工时统计是企业管理和个人发展中的重要工具和方法。
通过对员工工作内容和工时的统计和分析,可以实现工作的科学管理和有效控制,提高工作效率和生产力,实现企业和员工的共同发展和成功。
企业和个人都应该重视工作内容及工时统计,充分把握其中的机会和挑战,实现自身价值和目标的最大化。
第二篇示例:工作内容及工时统计是公司管理和人力资源管理的重要工具之一,通过统计工作内容和工时,能够帮助企业了解员工的工作量和工作质量,提高工作效率和管理水平。
下面将从工作内容统计和工时统计两个方面进行介绍。
一、工作内容统计1. 工作内容统计是通过对员工的工作任务和工作量进行统计分析,来评估员工在工作中的表现和工作质量。
通过工作内容统计,企业可以了解员工的工作重点和工作量分布情况,为制定合理的工作计划和提高工作效率提供依据。